
















S rychlým vývojem výkonu baterií a inteligentní technologie řízení je třeba zlepšit výkon nabíječek EV na míru, aby splňovaly specifické požadavky na nabíjení, zejména při sestavování těchto přizpůsobených desek plošných spojů nabíječek EV.
Jak vytvořit nejlepší montážní proces a řešení pro PCB nabíječky pro elektromobily?
1. Optimalizace návrhu desky plošných spojů nabíječek pro elektromobily
Nejlepším řešením pro osazování desek plošných spojů je optimalizace návrhu samotné desky plošných spojů.
1.1 Rozložení desek plošných spojů
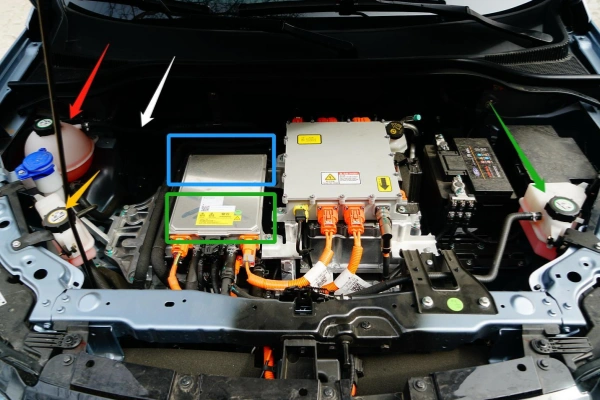
Zvažte návrh desky plošných spojů nabíječky pro elektromobily s výkonnými součástkami (např. výkonové tranzistory MOSFET, usměrňovače, kondenzátory) na místech, která přispívají k lepšímu odvodu tepla. Zvažte snížení rizika rušení těchto funkčních komponent, např. výkonových komponent, řídicích komponent při Rozvržení desek plošných spojů
1.2 Tepelný management
Hlavní deska nabíječky elektromobilů vytváří při nabíjení vysokým výkonem značné množství tepla. Špatný odvod tepla vede k přehřátí a snižuje životnost nabíječky i baterie vozidla.Tepelné průchodky a širší návrh napájecí stopy jsou také dobrým způsobem, jak odvést teplo od výkonových komponent. Kromě toho může konstrukce PCB s těžkými měděnými obvody kolem výkonných součástek pomoci účinněji odvádět teplo, obvykle je tloušťka mědi pro PCB nabíječky EV 2oz, 3oz. Kromě toho k odvodu tepla hodně přispívají pájení měděnými tyčemi, chladiče nebo chladicí ventilátory.
2. Nezbytnost návrhu pro výrobu (DFM) před osazením DPS
2.1 Kontrola pravidel návrhu (DRC)
Aby se zlepšila vyrobitelnost a výtěžnost, musí inženýr před výrobou zkontrolovat finální návrhové soubory, aby se ujistil, že rozvržení desek plošných spojů odpovídá pravidlům zpracování výrobce. Tato pravidla mohou zabránit některým problémům při výrobě a montáži. Kontroly DRC zahrnují především šířku a rozteč stop, velikost průchodek a podložek a mezeru mezi podložkami.
- Šířka a rozteč stop: malá šířka a rozteč stop může vést ke zkratům nebo rušení signálu.Musíme zvážit minimální šířku a rozteč stop.
- Podložky a průchodky: Podložky a průchodky musí splňovat tolerance vrtání a kroužků výrobce desek plošných spojů. Poddimenzované kroužky nebo podložky mohou vést k přerušení spojů, defektům při průchodu pokovením nebo vyšším výrobním nákladům.
- Rozteč mezi podložkami: musíme zajistit dostatečnou vzdálenost mezi podložkami, abychom se vyhnuli pájení můstků během montáže.Pokud je vzdálenost malá, může dojít ke zkrácení.
- Vůle součástí: Je také velmi důležité zajistit dostatečnou vzdálenost mezi součástkami pro pájení a zabránit mechanickému rušení.
2.2 Optimalizace umístění komponent
Umístění součástí je rozhodující pro zlepšení vysoce efektivní montáže, dobrého výkonu a vyrobitelnosti.
- Rozložení komponent: pro zvýšení efektivity a snížení nákladů na pracovní sílu je třeba všechny komponenty efektivně umístit pomocí strojů (např. pick-and-place machines).Ruční umístění je obtížné umístit všechny komponenty správným způsobem a ztrácí se tím spousta času, proto je třeba zvážit rozložení komponent na PCB.
- Jasně objasněte orientaci a polaritu komponent: U komponentů s orientací a polaritou by měla být orientace správná, aby se předešlo přepracování a opravám při montáži.
2.3 Panelizace desek plošných spojů pro efektivní výrobu
DFM inženýr může uspořádat více desek na jednom panelu, aby optimalizoval proces výroby a montáže PCB. Zejména pro ty malé rozměry PCB desky.In s cílem snížit množství odpadu.zvažte konstrukci drážek ve tvaru V, myší kousnutí nebo odlamovacích záložek pro snadné oddělení po montáži.
3. Sdílení případů zákazníků: Poskytování nejlepšího řešení pro montáž nabíjecích hromadných desek plošných spojů
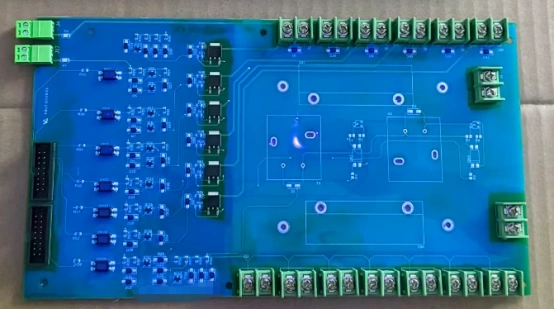
Díky důvěře zákazníka jsme od evropského zákazníka obdrželi objednávku na výrobu a montáž 1 500 sad hlavních a vedlejších desek plošných spojů pro nabíjení elektromobilů.
3.1 Design
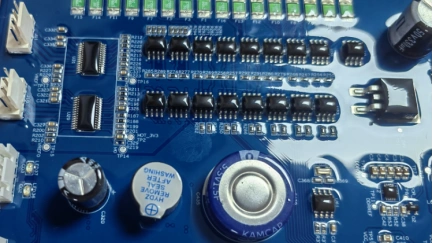
Desky plošných spojů používají čtyřvrstvé uspořádání s tloušťkou mědi 2 oz a průchodky plněné pryskyřicí. Desky jsou poměrně velké a obsahují téměř 200 typů součástek, celkem tisíce elektronických součástek.
3.2 Výroba desek plošných spojů
Před výrobou PCB náš technický tým překontroloval soubory Gerber, včetně horní a spodní vrstvy, silkscreenu, pájecí masky, vrtacích dat, mechanické vrstvy a dalších klíčových souborů. Ověřili také formát souboru (např. RS-274X), aby se ujistili, že splňuje výrobní požadavky a zabránili selhání analýzy dat v důsledku chyb formátu. Inženýři používali profesionální software, jako je CAM350 a Altium Designer, aby provedli komplexní kontroly DRC souborů Gerber podle interních výrobních norem a požadavků zákazníka. Kontroly zahrnují především přesnost velikosti otvorů, rozteče a šířku stop, integritu podložek, přesnost sítotisku a speciální procesy. U speciálních procesních požadavků v návrhu zákazníka (například slepé/zapálené průchodky, tlustá měď, kontrola impedance) se inženýři zaměřili na ověření, zda parametry návrhu odpovídají výrobním možnostem, a optimalizovali a vygenerovali soubor EQ (Engineering Qualification). Po schválení souboru EQ interní revizí byl převeden do souborů Gerber a vrtáků připravených pro výrobu a byl vytvořen kusovník (BOM) a montážní výkresy. Výrobní soubory musí přesně odpovídat souboru EQ a musí být označeny číslem verze a datem účinnosti.
3.3 Pořizování komponent
Během výroby PCB naše profesionální nákupní oddělení objednává komponenty BOM jeden po druhém podle konečného kusovníku, který náš inženýr zkontroloval a potvrdil se zákazníkem.
3.4 Laserové značení sériového čísla na deskách plošných spojů
Před montáží všech komponent na desku, musíme provést sériové číslo na PCB laserovým marking.firstly jsme dostali alfanumerické sériové číslo (např., SN00001) nebo formát, umístění a velikost a písmo od zákazníka, každá deska má specifické sériové číslo označené laserem k identifikaci.

3.5 Osazení desky plošných spojů nabíječky EV
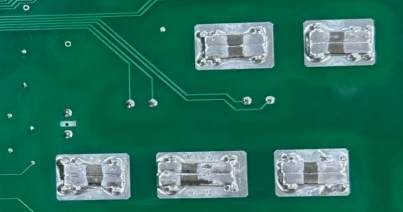
Montáž hlavních a dílčích desek plošných spojů nabíječek pro elektromobily, včetně montáže SMT, montáže THT, pájení vlnou, tryskání suchou námrazou, konformní povlakování, funkční test a závěrečná kontrola.
Závěr
Osazování desek plošných spojů nabíječek pro elektromobily se nijak zásadně neliší od osazování jiných desek plošných spojů. DPS nabíječek pro elektromobily splňují vyšší bezpečnostní, spolehlivostní a regulační požadavky ve srovnání s typickými spotřebitelskými deskami, u tohoto typu průmyslových řídicích desek plošných spojů musíme věnovat zvýšenou pozornost mnoha dalším detailům.
- Vysoké napětí a izolace
- Tepelné řízení
- Robustnost a dlouhá životnost
- Zpracování výkonu a proudové cesty
- Kontrola EMC/EMI
- Bezpečnostně kritické komponenty a redundance
- Kontrola procesů a kvalifikace
- Sledovatelnost a serializace
- Zkoušky vlivu prostředí a spolehlivosti
- Provozuschopnost a dokumentace v terénu
- Manipulace a bezpečnost ve výrobě
- Výběr dodavatele a komponent

