
















Otevřené a zkratové obvody ve stopách DPS jsou problémy, se kterými se téměř každý výrobce DPS setkává téměř každý den. Tyto problémy zaměstnávají pracovníky výroby a kvality. Jsou příčinou nedodaných objemů dodávek, dodatečného přepracování, zpoždění dodávek a stížností zákazníků. Jedná se o těžké problémy v oboru. Mám více než 20 let pracovních zkušeností v oboru. Výroba desek plošných spojů průmysl. Pracoval jsem především v oblasti řízení výroby, řízení kvality, řízení procesů a kontroly nákladů. Získal jsem určité zkušenosti s opravou otevřených a zkratových obvodů na deskách plošných spojů. Nyní je sepisuji jako shrnutí pro kolegy k diskusi. Doufám, že to pracovníci výroby a kvality mohou použít jako referenci.
1. Klasifikace hlavních příčin otevřených obvodů na deskách plošných spojů
Nejprve rozdělíme hlavní příčiny rozpojených obvodů na deskách plošných spojů do následujících oblastí:
Nyní uvádíme příčiny a způsoby zlepšení podle jednotlivých kategorií:
2. Otevřené obvody způsobené obnaženým základním materiálem (poškrábaná fólie)
Laminát s měděným pláštěm (CCL) má škrábance již před uskladněním.
Při řezání dochází k poškrábání CCL.
Při vrtání dochází k poškrábání CCL vrtáky.
CCL se při přepravě poškrábe.
Po elektrolytickém mědění se při stohování desek vytvářejí povrchové promáčkliny fólie z důvodu špatné manipulace.
Při výrobě dochází při průchodu desek horizontálním strojem k poškrábání povrchové fólie.
2.1 Zlepšovací metody:
Před uskladněním musí být příchozí CCL zkontrolován IQC (vstupní kontrola kvality). Zkontrolujte povrch desky, zda není poškrábaný a zda není obnažený základní materiál. Pokud zjistíte poškození, kontaktujte včas dodavatele a na základě situace proveďte správná opatření.
Pokud dojde k poškrábání CCL během řezání, je hlavní příčinou tvrdý ostrý předmět na řezacím stole. Když se CCL otře o tvrdý předmět, dojde k poškrábání měděné fólie a obnažení základního materiálu. Před řezáním proto řezací stůl dobře očistěte. Ujistěte se, že je stůl hladký a že na něm nezůstaly žádné tvrdé ostré předměty.
Pokud dojde k poškrábání CCL vrtáky při vrtání, jsou hlavními příčinami opotřebované kleštiny nebo nečistoty uvnitř kleštiny. Znečištěné nebo opotřebované upínací pouzdro nemůže vrták pevně držet. Vrták může sedět níže, než je nastavená délka, a nástroj se při pohybech nemusí dostatečně zvedat. Při pohybech stroje může hrot odřít měděnou fólii a obnažit základní materiál.
a) Vyměňte kleštiny podle počtu výměn nástrojů nebo když kleština vykazuje opotřebení.
b) Pravidelně čistěte kleštiny podle pracovních pokynů, aby uvnitř nezůstávaly žádné nečistoty.
Desky poškrábané při přepravě:
a) Při přemísťování desek mohou pracovníci zvedat příliš mnoho desek najednou nebo může být náklad příliš těžký. Pak prkna spíše táhnou, než aby je zvedali. Rohy desek a jejich povrch se odřou a poškrábou.
b) Pokud nejsou desky úhledně naskládané, mohou do nich lidé při odkládání silně strkat, aby je srovnali. To způsobuje tření mezi deskami a škrábance.
Po elektrolytickém mědění nebo celoplošném galvanickém pokovení může dojít k poškrábání desek při jejich ukládání z důvodu nesprávné manipulace:
Když jsou desky po galvanickém pokovení mědí nebo po celoplošném galvanickém pokovení naskládány na sebe, vytváří mnoho desek dohromady hmotnost. Při pokládání stohu mohou rohy desek dopadat dolů a vlivem gravitace a rychlosti vytvářejí silný náraz na povrch desek. Tím může dojít k poškrábání povrchu a odhalení základního materiálu.
Výrobní desky se při průjezdu horizontálním strojem poškrábou:
a) Dorazová deska brusky nebo brusky se může dotýkat povrchu desky. Okraj desky může být nerovný a mohou na něm být ostré předměty. Při průjezdu deskou se povrch poškrábe.
b) Hnací hřídel z nerezové oceli se může poškodit a vytvořit ostrý hrot. Při průchodu deskou tento hrot poškrábe měď a obnaží základnu.
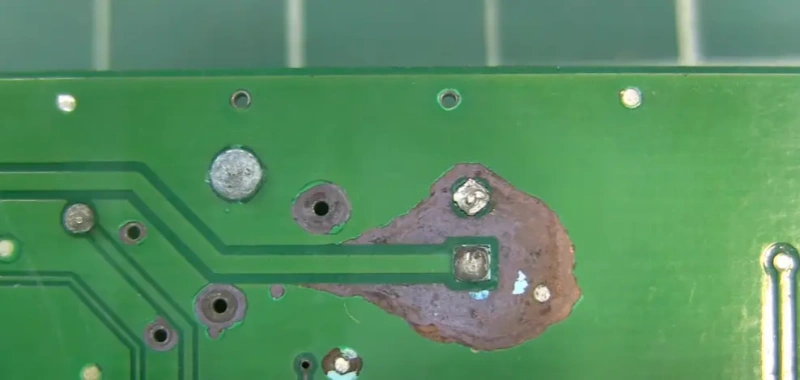
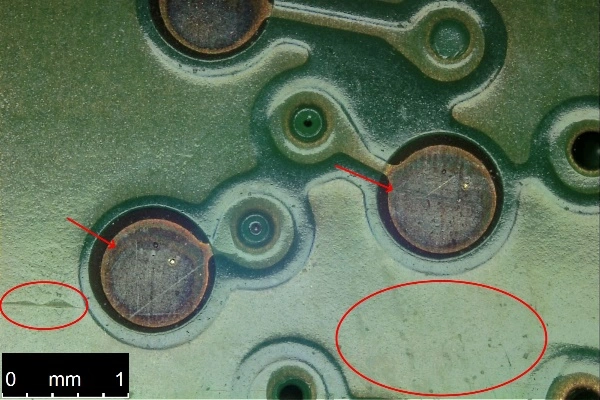
Souhrnně lze říci, že škrábance, které odhalují základní materiál po elektrolytickém mědění, lze na stopách snáze nalézt, pokud se projevují jako otevřené čáry nebo mezery. Pokud však k poškrábání dojde před elektrolytickým měděním, může se přes poškrábání nanášet měď. Měděná fólie na stopě bude v tomto místě mnohem tenčí. Později při testech s otevřenými/zkratovými stopami je to těžké najít. Když zákazník desku používá, může vysoký proud spálit stopu a způsobit otevření. Skryté riziko kvality a ekonomická ztráta mohou být velké.
3. Otevřené obvody způsobené nedostatečným pokovením otvorů (bez pokovení otvorů)
Při elektrolytickém pokovování mědi nedochází k pokovování otvorů.
Olej ponechaný v otvorech nezpůsobuje jejich pokovení.
Nadměrný mikrolept nezpůsobuje pokovení otvorů.
Špatné pokovení způsobuje, že se díry nepokrývají.
Vrták vypaluje otvory nebo prach blokuje otvory a nezpůsobuje pokovení otvorů.
3.1 Opatření ke zlepšení:
Při elektrolytickém pokovování mědi nedochází k pokovování otvorů:
a) Problém s kondicionérem otvoru: Pokud je chemická rovnováha kondicionéru otvoru špatná nebo je roztok špatný, elektrické vlastnosti stěn otvoru se nemění podle potřeby. Kondicionér otvoru má upravit elektrické vlastnosti izolační báze na stěně otvoru tak, aby se palladiové ionty dobře adsorbovaly a elektrolytická měď se mohla plně pokrýt. Pokud je koncentrace kondicionéru díry nevyvážená nebo vypršela jeho platnost, nemůže dojít k pokovení díry.
b) Aktivátor: Hlavní složky aktivátoru zahrnují palladium (Pd), organické kyseliny, cínaté ionty a chloridy. Aby se palladium rovnoměrně ukládalo na stěnu otvoru, musí být kontrolováno mnoho parametrů. Pro náš příklad aktivátoru:
i) Udržujte teplotu 35-44 °C. Pokud je teplota příliš nízká, hustota palladia na stěně otvoru je nízká a elektrolytická měď se plně nepokryje. Pokud je teplota příliš vysoká, reakce probíhají příliš rychle a náklady na materiál rostou.
ii) Udržujte koncentraci (měřenou barvou nebo silou) na úrovni 80%-100%. Pokud je koncentrace nízká, hustota palladia je nízká a elektrolytická měď se plně nepokryje. Je-li koncentrace vysoká, reakce je příliš rychlá a náklady na materiál rostou.
iii) Během výroby udržujte roztok aktivátoru. Pokud je silně znečištěný, palladium na stěně otvoru nebude husté a pozdější elektrolytická měď se plně nepokryje.
c) Urychlovač: Urychlovač obsahuje především organické kyseliny. Jeho úkolem je odstranit adsorbované sloučeniny cínatých a chloridových sloučenin ze stěny otvoru, aby byl katalytický kov palladium vystaven pozdějším reakcím. U našeho urychlovače udržujte koncentraci chemikálií na 0,35-0,50 N. Pokud je koncentrace příliš vysoká, může dojít k odstranění veškerého palladia a pozdější elektrolytická měď se plně nepokryje. Pokud je koncentrace příliš nízká, dochází k nedostatečnému odstranění cínatých a chloridových látek a pozdější elektrolytická měď se plně nepokryje.
d) Klíčem k dobrému pokrytí otvorů je kontrola parametrů elektrolytické mědi. Pomocí parametrů lázně používáme:
i) Udržujte teplotu 25-32 °C. Pokud je teplota nízká, aktivita lázně je slabá a nedochází k pokovování děr. Pokud teplota překročí 38 °C, reakce je příliš rychlá, měděné ionty se uvolňují příliš rychle a na povrchu panelu se objevují měděné částice. To způsobuje přepracování nebo zmetky. V takovém případě lázeň s elektrolytickou mědí okamžitě přefiltrujte, jinak může dojít k jejímu plýtvání.
ii) Kontrolní Cu2+ v koncentraci 1,5-3,0 g/l. Pokud je Cu2+ nízká, aktivita lázně je slabá a pokovování děr je špatné. Pokud je vyšší než 3,5 g/l, reakce je příliš rychlá a na povrchu panelů se tvoří částice mědi, které způsobují přepracování nebo zmetky. Pak lázeň okamžitě přefiltrujte. Kontrola Cu2+ se provádí hlavně přidáním roztoku elektrolytické mědi A.
iii) Kontrolní NaOH 10,5-13,0 g/l. Pokud je NaOH málo, aktivita lázně je slabá a pokovování děr je špatné. Kontrola NaOH se provádí především přidáním roztoku elektrolytické mědi B. Roztok B obsahuje stabilizátor lázně. Obvykle se roztoky A a B přidávají v poměru 1:1.
iv) Kontrolní formaldehyd (HCHO) 4,0-8,0 g/l. Pokud je HCHO nízká, aktivita lázně je slabá a pokovování otvorů je špatné. Pokud HCHO překročí hodnotu 8,0 g/l, reakce je příliš rychlá a na povrchu panelu se tvoří částice mědi, které způsobují přepracování nebo zmetky. Pak lázeň okamžitě přefiltrujte. Kontrola HCHO se provádí hlavně přidáním roztoku elektrolytické mědi C. Všimněte si, že roztok A obsahuje také složky HCHO. Při přidávání roztoku A proto nejprve vypočítejte nárůst HCHO.
v) Udržujte zatížení lázně na úrovni 0,15-0,25 ft²/L. Pokud je zatížení příliš nízké, aktivita lázně je slabá a pokovení otvorů je špatné. Pokud je zatížení vyšší než 0,25 ft²/L, reakce je příliš rychlá a vznikají částice mědi, které způsobují přepracování nebo zmetky. Pak lázeň okamžitě přefiltrujte. Ve výrobě by se měla používat první nádrž měděná deska pro aktivaci lázně. To pomáhá pozdějším deskám dobře reagovat. Zajišťuje hustou elektrolytickou měď v otvorech a vyšší pokrytí.
Návrh: K udržení těchto parametrů v rovnováze a stabilitě používejte automatický dávkovač k přidávání roztoků A a B do nádrže na elektrolytickou měď. To pomáhá lépe kontrolovat chemické složky. Používejte také automatickou regulaci teploty, abyste udrželi stabilní teplotu v lince pro elektrolytickou měď.
Vlhký film nebo inkoust ponechaný v otvorech nezpůsobuje pokovení otvorů:
a) Při sítotisku na mokrou fólii vytiskněte jednu desku a poté seškrábněte síťku. Tím se ujistíte, že se na síťce nehromadí inkoust. Obvykle se tím zabrání tomu, aby mokrá fólie zůstala uvnitř otvorů.
b) Při sítotisku na mokrou fólii použijte počet ok 68-77T. Pokud použijete špatná oka, například ≤51T, může dojít k úniku mokré fólie do otvorů. Při vyvolávání nemusí být otvor čistý. Během pokovování se do otvoru nedostane kov a vy nezískáte žádné pokovení otvoru. Pokud je síťka příliš vysoká, může být mokrý film příliš tenký a během pokovování může být rezist proudem porušen. To vede k mnoha kovovým tečkám nebo dokonce ke zkratům mezi stopami.
Nadměrné mikroleptání (nadměrné zdrsnění) nezpůsobuje pokovení otvorů:
a) Pokud se na desce před vzorováním linky používá chemické mikroleptání, kontrolujte teplotu, koncentraci a čas roztoku. V opačném případě, pokud je měď v pokovených otvorech tenká, může mikrolept rozpustit měď a způsobit, že nedojde k pokovení otvorů.
b) Pro zlepšení spojování vrstev se při předběžném pokovování používá chemické mikroleptání. Dobře proto kontrolujte teplotu, koncentraci a čas mikroleptání. V opačném případě to může také způsobit, že nedojde k pokovení otvorů.
Žádné pokovení otvorů z důvodu problémů s galvanickým pokovením:
a) Při velkém poměru stran (tloušťka k průměru) (≥5:1) se v otvorech mohou tvořit bubliny. Je to proto, že vibrace nestačí k tomu, aby vzduch unikl. Výměna iontů nemůže dobře probíhat. V otvoru pak nedochází k dobrému pokovení mědi nebo cínu a nedochází k pokovení otvoru.
b) Při velkém poměru stran (≥5:1), pokud se při čištění před pokovením neodstranila oxidace na stěně otvoru, vzniká při galvanickém pokovování odpor proti pokovení. Otvor nebude dobře pokovovat měď nebo cín, nebo pokovená měď/cín budou velmi tenké. Během leptání může být tenká měď v otvorech odstraněna a způsobit, že nedojde k pokovení otvoru.
Vrták vypaluje otvory nebo prach blokuje otvory a nezpůsobuje pokovení otvorů:
a) Pokud není správně nastavena životnost vrtacího nástroje nebo je vrták velmi opotřebovaný (s odštěpky nebo není ostrý), pak tření při vrtání způsobuje teplo. Stěna otvoru se spálí a nemůže být pokryta elektrolytickou mědí, takže nedojde k pokovení otvoru.
b) Pokud je odsávání prachu slabé nebo technika pro jeho odstraňování není optimalizována, může prach při vrtání ucpat otvory. Při elektrolytickém mědění se do zablokovaných otvorů nedostane měď a nedojde k pokovení otvorů.

