
















Šli jsme do obchodu s deskami plošných spojů a zeptali se jich: “Dokážete kontrolovat impedanci stopy v rozmezí 10%?” Odpověděli by vám s plnou důvěrou: “Žádný problém!” Když trochu přitlačíte a zeptáte se na 8%, možná se na chvíli zamyslí a pak řeknou: “Dobře (pro vnitřní vrstvy)!” Pokud se pak zeptáte: “Lze řídit via na 10%?”, malá loďka přátelství by se mohla... převrátit!
Základní otázka: Impedanční tolerance: stopy vs. vodiče
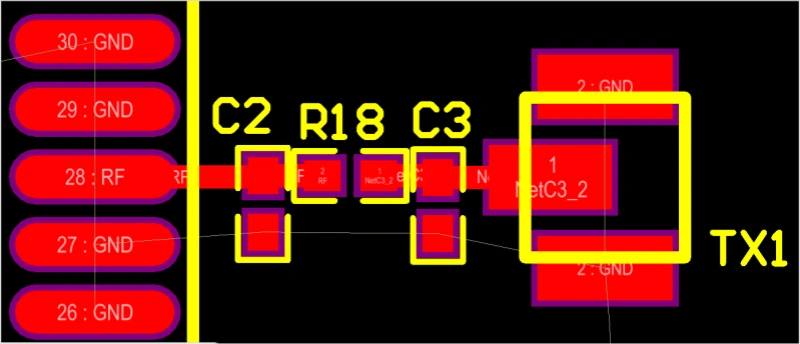
Trasy i průchodky propojují čipy vysílače. Proč lze tedy stopy udržet na 10%, zatímco průchodky nikoli? Víme, že ani stopy není snadné kontrolovat. Mezi faktory, které ovlivňují impedanci stop, patří leptací faktor, posun vrstev a drsnost povrchu. U mikropáskových vedení záleží také na pájecí masce a tloušťce mědi. Přesto mnoho běžných obchodů s deskami může zaručit toleranci impedance 10% nebo dokonce 8% pro stopy. Co vím o obchodech s deskami, žádný z nich neslibuje kontrolu impedance průchodek v rámci 10%. To znamená, že u průchodek existuje mnoho faktorů, které obchody s deskami nemohou kontrolovat, takže je nemohou zaručit.
Co zahrnuje tento článek
V tomto článku nejprve představím dva procesy via: vrtání a plnění via. Mnoho lidí ví, že na vrtání záleží, ale jak moc ovlivňuje tolerance vrtání výkonnost via? Pokud jde o plnění, mnozí si myslí, že vyplnění průchodky pryskyřicí nebo pájecí maskou změní výkon průchodky. Tyto vlivy testujeme pomocí simulace.
1. Proces vrtání a jeho vliv na výkonnost Via
Nejprve vrtání. Často slýcháme dva názvy: velikost vrtáku a velikost hotového otvoru. Pokud v souboru s deskou plošných spojů navrhneme otvor o velikosti 8 milimetrů, myslíte si, že továrna použije vrták o velikosti 8 milimetrů? Samozřejmě že ne. Průchodka musí spojovat stopy na různých vrstvách. Otvor musí být pokoven tak, aby jím svisle procházela měď. To je pokovená průchozí měď. Podle normy IPC má tloušťka pokovené průchozí mědi stanovené požadavky, přibližně 18 µm až 20 µm. Továrny tedy zaručují, že po pokovení bude mít otvor velikost 8 milimetrů. Tato konečná velikost je hotový otvor. To znamená, že původní velikost vrtáku musí být větší než 8 mil. O kolik větší? 10 mil? 12 mil? Tento rozdíl ve velikosti má velký vliv na výkonnost vrtáku.
Podle továrních pravidel pro tolerance vrtání se pro hotový otvor o průměru 0,2 mm (8 mil) použije vrták o průměru nejméně 0,25 mm (10 mil). Pokud nezadáte přísnější kontrolu, může továrna použít vrták o průměru 0,3 mm (12 mil). Každý ví, že větší vrták dělá nižší impedanci. Ale o kolik nižší? To vám mohou ukázat naše výsledky simulací.
Simulace ukazuje, že průchodky od 0,2 mm do 0,3 mm mají impedanční rozdíl větší než 5 ohmů.
Pokud se podíváme na ztráty způsobené via, můžeme také vidět jasné rozdíly.
U tohoto jediného procesu vrtání může samotná tolerance obrábění způsobit výkyv větší než 10%.
2. Prostřednictvím náplně: Simulace a výsledky
Nyní o plnění. Mnoho přátel se ptalo, zda má plnění via vliv na výkon via. Pořád jsem jim říkal: “Žádný vliv! Žádný vliv!” Věřili mi, ale stále měli určité pochybnosti. Provedl jsem tedy simulace, abych si to ověřil.
Obrázek níže ukazuje modely pro nevyplněné a vyplněné průchodky. Červená barva znamená, že průchodka je vyplněna pryskyřicí nebo pájecí maskou.
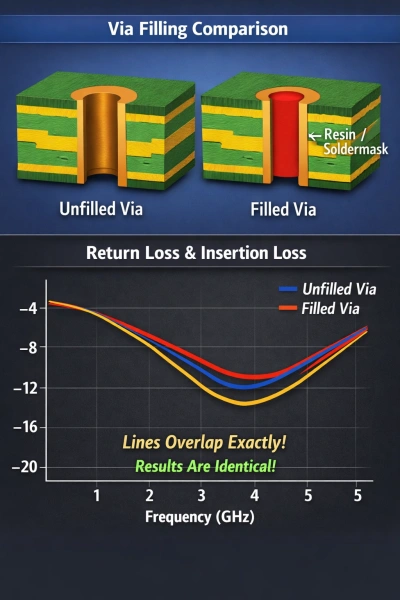
Pro oba případy jsme porovnali zpětný útlum a vložný útlum. Proč je zde pouze jedno vedení? Protože se vedení překrývají. Proč se překrývají? Protože to nemá žádný vliv. Výsledky jsou stejné.
Teoretický důvod: Proč na naplnění nezáleží
Každý, kdo se trochu vyzná v teorii vysokých rychlostí, ví, že při vyšších rychlostech se u signálu projevuje skin efekt. Signál proudí v blízkosti vnější stěny průchodu. Takže bez ohledu na to, jaké dielektrikum je uvnitř průchodky, elektromagnetické pole mezi signálem a referencí se dovnitř nezavine. Pokud uvnitř není žádné pole, pak materiál uvnitř průchodky nebude mít žádný účinek.

