
















Unterbrechungen und Kurzschlüsse in Leiterbahnen sind Probleme, mit denen fast jeder Leiterplattenhersteller fast täglich konfrontiert wird. Diese Probleme beschäftigen das Produktions- und Qualitätspersonal. Sie verursachen verpasste Liefermengen, zusätzliche Nacharbeiten, Lieferverzögerungen und Kundenbeschwerden. Es handelt sich um schwierige Probleme in der Branche. Ich habe über 20 Jahre Berufserfahrung in der PCB-Herstellung Industrie. Ich habe hauptsächlich in den Bereichen Produktionsmanagement, Qualitätsmanagement, Prozesskontrolle und Kostenkontrolle gearbeitet. Ich habe einige Erfahrungen mit der Behebung von Leiterplattenunterbrechungen und Kurzschlüssen gesammelt. Ich schreibe dies nun als Zusammenfassung auf, damit meine Kollegen darüber diskutieren können. Ich hoffe, dass Produktions- und Qualitätsmitarbeiter dies als Referenz verwenden können.
1. Klassifizierung der Hauptursachen für offene Schaltkreise auf Leiterplatten
Zunächst werden die Hauptursachen für offene Leiterplattenschaltungen in die folgenden Bereiche unterteilt:
Jetzt listen wir die Ursachen und die Verbesserungsmöglichkeiten nach Kategorien auf:
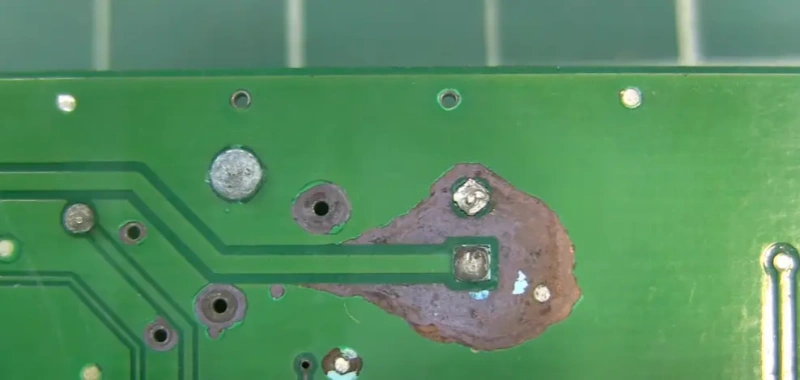
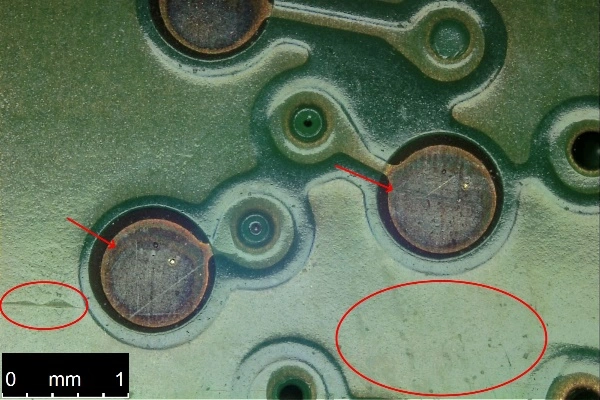
2. Offene Stromkreise durch freiliegendes Basismaterial (Folienkratzer)
Das kupferkaschierte Laminat (CCL) hat bereits Kratzer, bevor es eingelagert wird.
Die CCL wird beim Schneiden zerkratzt.
Die CCL wird beim Bohren durch Bohrer zerkratzt.
Das CCL wird beim Transport zerkratzt.
Nach der stromlosen Verkupferung erhalten die Platten beim Stapeln aufgrund falscher Handhabung Dellen in der Oberflächenfolie.
Wenn die Platten während der Produktion eine horizontale Maschine passieren, wird die Oberflächenfolie zerkratzt.
2.1 Verbesserungsmethoden:
Vor der Einlagerung muss das eingehende CCL stichprobenartig von IQC (incoming quality control) geprüft werden. Prüfen Sie die Plattenoberfläche auf Kratzer und freiliegendes Basismaterial. Wenn Sie Schäden feststellen, setzen Sie sich rechtzeitig mit dem Lieferanten in Verbindung und ergreifen Sie die der Situation angemessenen Maßnahmen.
Wenn das CCL während des Schneidens zerkratzt wird, ist der Hauptgrund dafür ein harter, scharfer Gegenstand auf dem Schneidetisch. Wenn das CCL an einem harten Gegenstand reibt, wird die Kupferfolie zerkratzt und das Grundmaterial freigelegt. Reinigen Sie daher den Schneidetisch vor dem Schneiden gut. Vergewissern Sie sich, dass der Tisch glatt ist und dass keine harten, scharfen Gegenstände darauf liegen.
Wenn die CCL beim Bohren von Bohrern zerkratzt wird, sind die Hauptursachen abgenutzte Spannzangen oder Schmutz in der Spannzange. Eine verschmutzte oder abgenutzte Spannzange kann den Bohrer nicht festhalten. Der Bohrer sitzt möglicherweise tiefer als die eingestellte Länge und das Werkzeug hebt sich bei Bewegungen nicht ausreichend. Wenn sich die Maschine bewegt, kann die Spitze die Kupferfolie abkratzen und das Grundmaterial freilegen.
a) Ersetzen Sie die Spannzangen entsprechend der Anzahl der Werkzeugwechsel oder wenn die Spannzange Verschleiß zeigt.
b) Reinigen Sie die Spannzangen regelmäßig nach Arbeitsanweisung, um sicherzustellen, dass kein Schmutz im Inneren zurückbleibt.
Bretter beim Transport zerkratzt:
a) Beim Bewegen von Brettern kann es vorkommen, dass die Arbeiter zu viele Bretter auf einmal anheben oder dass die Last zu schwer ist. Dann schleifen sie die Bretter, anstatt sie anzuheben. Die Plattenecken und die Plattenoberfläche reiben und werden zerkratzt.
b) Wenn die Bretter nicht ordentlich gestapelt sind, kann es passieren, dass sie beim Ablegen kräftig gestoßen werden, um sie zu ordnen. Dies führt zu Reibung zwischen den Brettern und Kratzern.
Nach der stromlosen Kupfer- oder Vollflächengalvanisierung können die Platten beim Stapeln aufgrund falscher Handhabung zerkratzt werden:
Wenn Platten nach der stromlosen Verkupferung oder nach der Vollflächengalvanisierung gestapelt werden, erzeugen viele Platten zusammen Gewicht. Wenn ein Stapel abgesetzt wird, können die Plattenecken nach unten schlagen und durch die Schwerkraft und die Geschwindigkeit einen starken Aufprall auf die Plattenoberflächen verursachen. Dies kann die Oberfläche zerkratzen und das Basismaterial freilegen.
Produktionsplatten werden zerkratzt, wenn sie eine horizontale Maschine passieren:
a) Die Anschlagplatte an der Schleifmaschine kann die Plattenoberfläche berühren. Die Plattenkante kann uneben sein und scharfe Gegenstände aufweisen. Wenn die Platte durchläuft, wird die Oberfläche zerkratzt.
b) Eine Antriebswelle aus rostfreiem Stahl kann beschädigt werden und eine scharfe Spitze bilden. Wenn die Platte durchläuft, zerkratzt diese Spitze das Kupfer und legt die Basis frei.
Zusammenfassend lässt sich sagen, dass Kratzer, die das Basismaterial nach der stromlosen Verkupferung freilegen, auf Leiterbahnen leichter zu finden sind, wenn sie sich als offene Linien oder Lücken zeigen. Wenn der Kratzer jedoch vor der stromlosen Verkupferung auftritt, kann die stromlose Verkupferung Kupfer über dem Kratzer abscheiden. Die Kupferfolie auf der Leiterbahn wird an dieser Stelle viel dünner sein. Später bei offenen/kurzgeschlossenen Tests ist dies schwer zu finden. Wenn der Kunde die Leiterplatte benutzt, kann ein hoher Strom die Leiterbahn verbrennen und eine Unterbrechung verursachen. Das versteckte Qualitätsrisiko und der wirtschaftliche Verlust können groß sein.
3. Offene Stromkreise durch fehlende Lochplattierung (keine Lochplattierung)
Keine Lochplattierung bei stromlosem Kupfer.
Öl, das in den Löchern verbleibt, führt nicht zur Beschichtung der Löcher.
Eine übermäßige Mikroätzung führt dazu, dass die Löcher nicht plattiert werden.
Eine schlechte Beschichtung führt dazu, dass keine Löcher beschichtet werden.
Der Bohrer verbrennt die Löcher oder der Staub blockiert die Löcher und führt dazu, dass die Löcher nicht plattiert werden.
3.1 Verbesserungsmaßnahmen:
Keine Lochplattierung bei stromlosem Kupfer:
a) Problem mit dem Lochkonditionierer: Wenn das chemische Gleichgewicht des Lochkonditionierers falsch ist oder die Lösung schlecht ist, ändern sich die elektrischen Eigenschaften der Lochwand nicht wie erforderlich. Der Lochkonditionierer hat die Aufgabe, die elektrischen Eigenschaften der isolierenden Basis an der Lochwand so einzustellen, dass die Palladiumionen gut adsorbiert werden und das stromlose Kupfer vollständig bedecken können. Ist die Konzentration des Lochkonditionierers unausgewogen oder ist er abgelaufen, kann keine Lochbeschichtung erfolgen.
b) Aktivator: Zu den Hauptbestandteilen des Aktivators gehören Palladium (Pd), organische Säuren, zinnhaltige Ionen und Chloride. Damit sich das Palladium gleichmäßig an der Lochwand ablagert, müssen viele Parameter kontrolliert werden. Für unser Aktivator-Beispiel:
i) Halten Sie die Temperatur bei 35-44°C. Wenn die Temperatur zu niedrig ist, ist die Palladiumdichte an der Lochwand gering und das stromlose Kupfer deckt nicht vollständig. Wenn die Temperatur zu hoch ist, verlaufen die Reaktionen zu schnell und die Materialkosten steigen an.
ii) Halten Sie die Konzentration (gemessen an Farbe oder Stärke) bei 80%-100%. Ist die Konzentration niedrig, ist die Palladiumdichte gering und das stromlose Kupfer deckt nicht vollständig. Ist die Konzentration hoch, verläuft die Reaktion zu schnell und die Materialkosten steigen an.
iii) Halten Sie die Aktivatorlösung während der Produktion aufrecht. Wenn sie stark verunreinigt ist, ist das Palladium an der Lochwand nicht dicht und das spätere stromlose Kupfer deckt nicht vollständig.
c) Beschleuniger: Der Beschleuniger enthält hauptsächlich organische Säuren. Seine Aufgabe ist es, adsorbierte Zinn- und Chloridverbindungen von der Lochwand zu entfernen, damit das katalytische Metall Palladium für spätere Reaktionen freigelegt wird. Halten Sie bei unserem Beschleuniger eine chemische Konzentration von 0,35-0,50 N ein. Ist die Konzentration zu hoch, wird möglicherweise das gesamte Palladium entfernt und das stromlose Kupfer deckt später nicht vollständig. Ist die Konzentration zu niedrig, werden Zinn und Chlorid nur unzureichend entfernt und das stromlose Kupfer deckt später nicht vollständig.
d) Die Kontrolle der Parameter für stromloses Kupfer ist der Schlüssel für eine gute Lochabdeckung. Mit den Badparametern, die wir verwenden:
i) Halten Sie die Temperatur bei 25-32°C. Wenn die Temperatur zu niedrig ist, ist die Badaktivität gering und es findet keine Lochbeschichtung statt. Wenn die Temperatur 38°C übersteigt, läuft die Reaktion zu schnell ab, Kupferionen werden zu schnell freigesetzt und Kupferpartikel erscheinen auf der Plattenoberfläche. Dies führt zu Nacharbeit oder Ausschuss. In diesem Fall muss das stromlose Kupferbad sofort gefiltert werden, da sonst das Bad verschwendet werden kann.
ii) Kontrollieren Sie Cu2+ bei 1,5-3,0 g/L. Ist der Cu2+-Gehalt zu niedrig, ist die Badaktivität gering und die Beschichtung der Löcher ist schlecht. Übersteigt der Wert 3,5 g/L, erfolgt die Reaktion zu schnell und es bilden sich Kupferpartikel auf der Oberfläche der Platten, die Nacharbeit oder Ausschuss verursachen. Dann muss das Bad sofort gefiltert werden. Die Cu2+-Kontrolle erfolgt hauptsächlich durch Zugabe von stromloser Kupfer-A-Lösung.
iii) Kontrollieren Sie NaOH bei 10,5-13,0 g/L. Wenn der NaOH-Gehalt zu niedrig ist, ist die Badaktivität schlecht und die Lochbeschichtung ist schlecht. Die NaOH-Kontrolle erfolgt hauptsächlich durch Zugabe von stromloser Kupfer-B-Lösung. Die B-Lösung enthält einen Stabilisator für das Bad. Normalerweise werden A und B im Verhältnis 1:1 zugegeben.
iv) Formaldehyd (HCHO) bei 4,0-8,0 g/L kontrollieren. Ist der HCHO-Gehalt zu niedrig, ist die Badaktivität gering und die Beschichtung der Löcher ist schlecht. Wenn der HCHO-Gehalt 8,0 g/l übersteigt, verläuft die Reaktion zu schnell und es bilden sich Kupferpartikel auf der Plattenoberfläche, die Nacharbeit oder Ausschuss verursachen. Dann muss das Bad sofort gefiltert werden. Die HCHO-Kontrolle erfolgt hauptsächlich durch Zugabe von stromloser Kupfer-C-Lösung. Beachten Sie, dass die A-Lösung auch HCHO-Komponenten enthält. Berechnen Sie daher bei der Zugabe von A zunächst den HCHO-Anstieg.
v) Halten Sie die Badbelastung bei 0,15-0,25 ft²/L. Ist die Beladung zu gering, ist die Badaktivität schlecht und die Lochbeschichtung ist schlecht. Wenn die Beladung 0,25 ft²/L übersteigt, ist die Reaktion zu schnell und es bilden sich Kupferpartikel, die Nacharbeit oder Ausschuss verursachen. Dann muss das Bad sofort gefiltert werden. In der Produktion sollte der erste Tank mit einem Kupferplatte um das Bad zu aktivieren. Dies trägt dazu bei, dass spätere Platten gut reagieren. Es sorgt für dichtes stromloses Kupfer in den Löchern und eine höhere Abdeckung.
Anregung: Um diese Parameter ausgeglichen und stabil zu halten, sollten Sie eine automatische Dosiermaschine verwenden, um die Lösungen A und B in den Tank für stromloses Kupfer zu geben. Dadurch lassen sich die chemischen Komponenten besser kontrollieren. Verwenden Sie außerdem eine automatische Temperaturregelung, um die Temperatur der stromlosen Kupferlinie stabil zu halten.
Ein nasser Film oder Tinte, die in den Löchern verbleibt, führt zu keiner Beschichtung der Löcher:
a) Bedrucken Sie beim Siebdrucken von nassem Film eine Platte und schaben Sie dann das Gewebe ab. Dadurch wird sichergestellt, dass sich auf dem Gewebe keine Farbe ansammelt. Normalerweise wird dadurch verhindert, dass nasser Film in den Löchern zurückbleibt.
b) Verwenden Sie beim Siebdruck von Nassfilmen Maschenweiten von 68-77T. Wenn Sie die falsche Maschenzahl verwenden, z. B. ≤51T, kann der Nassfilm in die Löcher laufen. Beim Entwickeln kann das Loch nicht sauber sein. Während des Galvanisierens wird das Loch nicht mit Metall beschichtet und Sie erhalten keine Lochbeschichtung. Wenn die Maschenweite zu hoch ist, kann der Nassfilm zu dünn sein, und während der Abscheidung kann der Lack durch den Strom gebrochen werden. Dies führt zu vielen Metallpunkten oder sogar Kurzschlüssen zwischen den Leiterbahnen.
Übermäßiges Mikroätzen (übermäßiges Aufrauen) führt dazu, dass die Löcher nicht plattiert werden:
a) Wenn auf der Leiterplatte vor dem Strukturieren der Linien ein chemisches Mikroätzverfahren verwendet wird, kontrollieren Sie die Temperatur, die Konzentration und die Zeit der Lösung. Wenn das Kupfer in den Löchern dünn ist, kann das Mikroätzverfahren das Kupfer auflösen und die Löcher nicht beschichten.
b) Um die Schichtbindung zu verbessern, werden bei der Vorbeschichtung chemische Mikroätzungen eingesetzt. Kontrollieren Sie daher die Temperatur, die Konzentration und die Zeit des Mikroätzens genau. Andernfalls kann dies auch dazu führen, dass kein Loch plattiert wird.
Keine Lochplattierung aufgrund von Problemen bei der Galvanisierung:
a) Wenn das Seitenverhältnis (Dicke zu Durchmesser) groß ist (≥5:1), können sich in Löchern Blasen bilden. Dies liegt daran, dass die Vibration nicht ausreicht, um die Luft entweichen zu lassen. Der Ionenaustausch kann nicht gut stattfinden. Das Loch scheidet dann kein Kupfer oder Zinn ab, und man erhält keine Lochbeschichtung.
b) Wenn das Aspektverhältnis groß ist (≥5:1) und die Reinigung vor der Beschichtung die Oxidation an der Lochwand nicht entfernt hat, entsteht während der Galvanisierung ein Widerstand gegen die Beschichtung. Das Loch scheidet kein Kupfer oder Zinn ab, oder das abgeschiedene Kupfer/Zinn ist sehr dünn. Beim Ätzen kann das dünne Kupfer in den Löchern entfernt werden, was dazu führt, dass die Löcher nicht plattiert werden.
Der Bohrer verbrennt die Löcher oder der Staub blockiert die Löcher und führt dazu, dass die Löcher nicht plattiert werden:
a) Wenn die Standzeit des Bohrers nicht richtig eingestellt ist oder der Bohrer sehr abgenutzt ist (mit Ausbrüchen oder nicht scharf), entsteht durch die Reibung beim Bohren Hitze. Die Lochwand verbrennt und kann nicht von stromlosem Kupfer bedeckt werden, so dass keine Lochbeschichtung erfolgt.
b) Wenn die Staubabsaugung unzureichend ist oder die Technik für die Staubabsaugung nicht optimiert ist, kann der Staub beim Bohren die Löcher blockieren. Beim chemischen Verkupfern werden die blockierten Löcher nicht verkupfert und man erhält keine Lochbeschichtung.

