
















Piirilevyjen jälkien avoimet ja oikosulut ovat ongelmia, joita lähes jokainen piirilevyvalmistaja kohtaa lähes päivittäin. Nämä ongelmat pitävät tuotanto- ja laatuhenkilöstön kiireisenä. Ne aiheuttavat toimitusmäärien ylittymistä, ylimääräistä jälkityötä, toimitusviivästyksiä ja asiakasvalituksia. Nämä ovat alan vaikeita ongelmia. Minulla on yli 20 vuoden työkokemus alalta. PCB-valmistus teollisuus. Olen työskennellyt pääasiassa tuotannonohjauksen, laadunhallinnan, prosessinvalvonnan ja kustannusvalvonnan parissa. Minulla on jonkin verran kokemusta piirilevyjen avoimien ja oikosulkujen korjaamisesta. Kirjoitan tämän nyt yhteenvetona kollegoiden keskusteltavaksi. Toivon, että tuotanto- ja laatuhenkilöstö voi käyttää tätä viitteenä.
1. PCB-avoimien piirien tärkeimpien syiden luokittelu
Ryhmittelemme ensin piirilevyjen avoimien piirien tärkeimmät syyt seuraaviin alueisiin:
Seuraavaksi luetellaan syyt ja parannuskeinot luokittain:
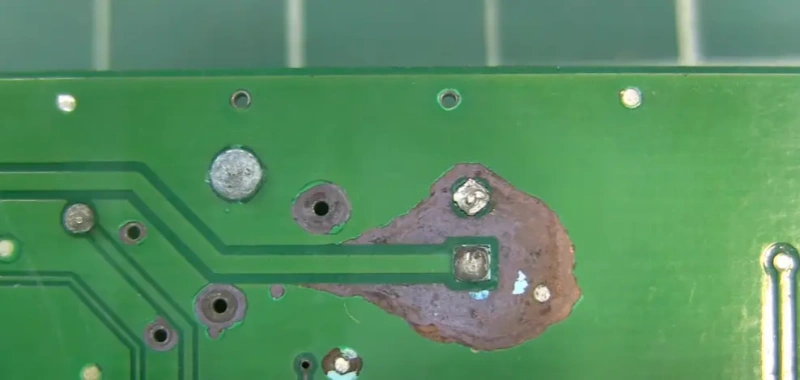
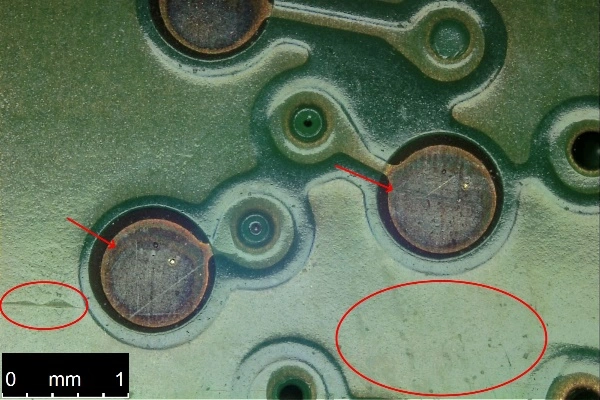
2. Paljastetun pohjamateriaalin (folion naarmuuntuminen) aiheuttamat avoimet virtapiirit.
Kuparipäällysteisessä laminaatissa (CCL) on naarmuja jo ennen varastointia.
CCL naarmuuntuu leikkauksen aikana.
Poranterät naarmuttavat CCL:ää porauksen aikana.
CCL naarmuuntuu kuljetuksen aikana.
Kun levyt on pinottu sähköttömällä kuparilla, levyt saavat pintakalvon lommoja väärän käsittelyn vuoksi.
Kun levyt kulkevat vaakasuoran koneen ohi, pintakalvo naarmuuntuu tuotannon aikana.
2.1 Parannusmenetelmät:
Ennen varastoon siirtämistä saapuvan CCL:n on oltava IQC:n (saapumisen laadunvalvonta) pistokokeessa tarkastettu. Tarkistetaan levyn pinta naarmujen ja paljastuneen pohjamateriaalin varalta. Jos havaitset vaurioita, ota ajoissa yhteyttä toimittajaan ja ryhdy tilanteen mukaan oikeisiin toimenpiteisiin.
Jos CCL naarmuuntuu leikkauksen aikana, suurin syy on leikkauspöydällä olevat kovat terävät esineet. Kun CCL hankaa kovaa esinettä vasten, kuparifolio naarmuuntuu ja perusmateriaali paljastuu. Puhdista siis leikkauspöytä hyvin ennen leikkaamista. Varmista, että pöytä on sileä ja että siihen ei jää kovia teräviä esineitä.
Jos poranterät naarmuttavat CCL:ää porauksen aikana, tärkeimmät syyt ovat kuluneet hylsyt tai lika hylsyn sisällä. Likainen tai kulunut holkki ei pysty pitämään poranterää tiukasti kiinni. Poranterä saattaa istua säädettyä pituutta alempana eikä työkalu nouse tarpeeksi ylös liikkeiden aikana. Koneen liikkuessa kärki voi raapia kuparifoliota ja paljastaa pohjamateriaalin.
a) Vaihda holkit työkalunvaihtojen lukumäärän mukaan tai kun holkki on kulunut.
b) Puhdista hylsyt säännöllisesti työohjeiden mukaan, jotta niiden sisälle ei jää likaa.
Levyt naarmuuntuneet kuljetuksen aikana:
a) Levyjä siirrettäessä työntekijät saattavat nostaa liikaa levyjä kerralla tai kuorma voi olla liian raskas. Silloin he pikemminkin raahaavat lautoja kuin nostavat niitä. Laudan kulmat ja laudan pinta hankautuvat ja naarmuuntuvat.
b) Jos lautoja ei ole pinottu siististi, niitä saatetaan työntää kovaa, kun niitä asetellaan. Tämä aiheuttaa hankausta lautojen välille ja naarmuja.
Sähköttömän kuparipinnoituksen tai koko paneelin galvanoinnin jälkeen levyt voivat naarmuuntua, kun niitä pinotaan väärän käsittelyn vuoksi:
Kun levyt pinotaan sähköttömän kuparipinnoituksen tai koko paneelin galvanoinnin jälkeen, monet levyt yhdessä aiheuttavat painoa. Kun pino lasketaan alas, levyn kulmat saattavat osua alaspäin, ja painovoiman ja nopeuden vaikutuksesta ne vaikuttavat voimakkaasti levyn pintoihin. Tämä voi naarmuttaa pintaa ja paljastaa pohjamateriaalin.
Tuotantolevyt naarmuuntuvat, kun ne kulkevat vaakakoneen ohi:
a) Hionta- tai hiomakoneen pysäytyslevy voi koskettaa levyn pintaa. Levyn reuna voi olla epätasainen ja siinä voi olla teräviä esineitä. Kun levy kulkee, pinta naarmuuntuu.
b) Ruostumattomasta teräksestä valmistettu vetoakseli voi vaurioitua ja muodostaa terävän kärjen. Kun levy kulkee, tämä kärki naarmuttaa kuparia ja paljastaa pohjan.
Yhteenvetona voidaan todeta, että naarmut, jotka paljastavat pohjamateriaalin sähköttömän kuparin jälkeen, on helpompi havaita jäljistä, jos ne näkyvät avoimina viivoina tai aukkoina. Jos naarmu kuitenkin syntyy ennen sähkötöntä kuparia, sähkötön kupari voi laskeutua naarmun päälle. Jäljen kuparifolio on paljon ohuempi kyseisessä kohdassa. Myöhemmin avoimissa/lyhyissä testeissä tätä on vaikea löytää. Kun asiakas käyttää levyä, suuri virta voi polttaa jäljen ja aiheuttaa aukon. Piilevä laaturiski ja taloudellinen menetys voivat olla suuria.
3. Reikäpinnoituksen puutteesta johtuvat avoimet piirit (ei reikäpinnoitusta).
Ei reikien pinnoitusta sähköttömän kuparin aikana.
Reikiin jäänyt öljy ei aiheuta reikien pinnoittumista.
Liiallinen mikroetsaus ei aiheuta reikien pinnoitusta.
Huono pinnoitus aiheuttaa sen, ettei reikiä pinnoiteta.
Poranterä polttaa reikiä tai pöly tukkii reiät ja aiheuttaa reikien pinnoittamattomuuden.
3.1 Parannustoimenpiteet:
Ei reikien pinnoitusta sähköttömän kuparin aikana:
a) Reiänhoitoaineen ongelma: Jos reiänhoitoaineen kemiallinen tasapaino on väärä tai liuos on huono, reiän seinämän sähköiset ominaisuudet eivät muutu tarpeen mukaan. Reiänhoitoaineella säädetään reiän seinämän eristysalustan sähköistä ominaisuutta niin, että palladiumionit adsorboituvat hyvin ja että sähkötön kupari voi täysin peittää. Jos reiänhoitoaineen pitoisuus on epätasapainossa tai se on vanhentunut, reiän pinnoitusta ei voi tapahtua.
b) Aktivaattori: Aktivaattorin pääkomponentteihin kuuluvat palladium (Pd), orgaaniset hapot, tinaionit ja kloridit. Jotta palladium saostuisi tasaisesti reiän seinämään, monia parametreja on säädettävä. Aktivaattori-esimerkissämme:
i) Pidä lämpötila 35-44 °C:ssa. Jos lämpötila on liian alhainen, palladiumin tiheys reiän seinämässä on alhainen eikä steitsytkupari peitä sitä kokonaan. Jos lämpötila on liian korkea, reaktiot etenevät liian nopeasti ja materiaalikustannukset nousevat.
ii) Pidä pitoisuus (värin tai vahvuuden perusteella mitattuna) 80%-100%:ssä. Jos konsentraatio on alhainen, palladiumin tiheys on alhainen ja sähkötön kupari ei peitä täysin. Jos pitoisuus on korkea, reaktio on liian nopea ja materiaalikustannukset nousevat.
iii) Säilytä aktivaattoriliuos tuotannon aikana. Jos se on voimakkaasti saastunut, reiän seinämässä oleva palladium ei ole tiivis, eikä myöhempi sähkötön kupari peitä sitä kokonaan.
c) Kiihdytin: Kiihdytin sisältää pääasiassa orgaanisia happoja. Sen tehtävänä on poistaa adsorboituneet tina- ja kloridiyhdisteet reiän seinämästä, jotta katalyyttinen metalli palladium pääsee alttiiksi myöhempiä reaktioita varten. Meidän kiihdyttimessämme kemiallinen konsentraatio on 0,35-0,50 N. Jos konsentraatio on liian suuri, kaikki palladium voi poistua, eikä myöhemmin sähkötön kupari peitä täysin. Jos konsentraatio on liian alhainen, tinaatti ja kloridi poistuvat huonosti, eikä sähkötön kupari peity myöhemmin kokonaan.
d) Sähkösuojatun kuparin parametrien hallinta on avain hyvään reikien peittävyyteen. Käyttämiemme kylpyparametrien avulla:
i) Pidä lämpötila 25-32 °C:ssa. Jos lämpötila on alhainen, kylvyn aktiivisuus on heikko, eikä reikien pinnoitus tapahdu. Jos lämpötila ylittää 38 °C, reaktio on liian nopea, kupari-ioneja vapautuu liian nopeasti ja paneelin pintaan ilmestyy kuparihiukkasia. Tämä aiheuttaa uudelleenkäsittelyä tai romua. Suodata tällöin steitsytkuparikylpy välittömästi, tai kylpy voi mennä hukkaan.
ii) kontrolli Cu2+ 1,5-3,0 g/l. Jos Cu2+ on alhainen, kylpyaktiivisuus on heikko ja reikien pinnoitus on huono. Jos se ylittää 3,5 g/l, reaktio on liian nopea ja kuparihiukkasia muodostuu paneelipinnoille, mikä aiheuttaa uudelleenkäsittelyä tai romua. Suodata kylpy välittömästi. Cu2+:n hallinta tapahtuu pääasiassa lisäämällä sähkötöntä kupari A -liuosta.
iii) kontrolli NaOH 10,5-13,0 g/l. Jos NaOH on alhainen, kylpyaktiivisuus on heikko ja reikäpinnoitus on huono. NaOH:n säätö tehdään pääasiassa lisäämällä elektrolyyttistä kupari B -liuosta. B-liuos sisältää stabilointiainetta kylpyyn. Yleensä A ja B lisätään suhteessa 1:1.
iv) Kontrolliformaldehydi (HCHO) 4,0-8,0 g/l. Jos HCHO on alhainen, kylpyaktiivisuus on heikko ja reikäpinnoitus on huono. Jos HCHO ylittää 8,0 g/l, reaktio on liian nopea ja kuparihiukkasia muodostuu paneelin pintaan, mikä aiheuttaa uudelleenkäsittelyä tai romua. Suodata kylpy välittömästi. HCHO:n hallinta tapahtuu pääasiassa lisäämällä sähkötöntä kupari-C-liuosta. Huomaa, että A-liuos sisältää myös HCHO-komponentteja. Kun lisäät A:ta, laske siis ensin HCHO:n lisäys.
v) Pidä kylpylän kuormitus 0,15-0,25 ft²/L. Jos kuormitus on liian alhainen, kylvyn aktiivisuus on heikko ja reikien pinnoitus on huono. Jos kuormitus ylittää 0,25 ft²/L, reaktio on liian nopea ja kuparihiukkasia muodostuu, mikä aiheuttaa jälkityöstöä tai romua. Suodata kylpy välittömästi. Tuotannossa ensimmäisessä säiliössä olisi käytettävä kuparilevy aktivoida kylpyamme. Tämä auttaa myöhempiä levyjä reagoimaan hyvin. Se takaa tiheän sähköttömän kuparin rei'issä ja suuremman peittävyyden.
Ehdotus: Käytä automaattista annostelulaitetta A- ja B-liuosten lisäämiseksi sähköttömään kuparisäiliöön, jotta nämä parametrit pysyvät tasapainossa ja vakaina. Tämä auttaa hallitsemaan kemiallisia komponentteja paremmin. Käytä myös automaattista lämpötilansäätöä, jotta sähköttömän kuparilinjan lämpötila pysyy vakaana.
Reikiin jäänyt märkä kalvo tai muste ei aiheuta reikien pinnoitusta:
a) Kun seulapainat märkä kalvo, tulosta yksi levy ja kaavi sitten verkko. Näin varmistat, ettei verkkoon ole kerääntynyt painoväriä. Normaalisti tämä estää märän kalvon jäämisen reikien sisään.
b) Märkää kalvoa seulapainettaessa on käytettävä silmälukuja 68-77T. Jos käytät väärää silmäkokoa, esimerkiksi ≤51T, märkä kalvo voi vuotaa reikiin. Kehityksen aikana reikä ei välttämättä ole puhdas. Pinnoituksen aikana reikä ei pinnoita metallia, eikä reikään saada pinnoitusta. Jos verkko on liian suuri, märkäkalvo voi olla liian ohut, ja pinnoituksen aikana resist voi rikkoutua virran vaikutuksesta. Tämä johtaa moniin metallipisteisiin tai jopa oikosulkuihin jälkien välissä.
Liiallinen mikroetsaus (liiallinen karhennus) ei aiheuta reikien pinnoitusta:
a) Jos levyssä käytetään kemiallista mikroetsausta ennen linjakuviointia, hallitse liuoksen lämpötilaa, pitoisuutta ja aikaa. Muussa tapauksessa, jos kupari pinnoitetuissa rei'issä on ohutta, mikroetsaus voi liuottaa kuparin ja aiheuttaa sen, ettei reikiä pinnoiteta.
b) Kerrosten kiinnittymisen parantamiseksi esipinnoituskäsittelyissä käytetään kemiallista mikroetsausta. Mikroetsauksen lämpötilaa, pitoisuutta ja aikaa on siis hallittava hyvin. Muuten tämä voi myös aiheuttaa reikien katkaisun puuttumisen.
Ei reikien pinnoitusta galvanointiongelmien vuoksi:
a) Kun kuvasuhde (paksuus suhteessa halkaisijaan) on suuri (≥5:1), reikiin voi muodostua kuplia. Tämä johtuu siitä, että värähtely ei riitä saamaan ilmaa poistumaan. Ioninvaihto ei voi tapahtua hyvin. Reikä ei tällöin levitä kuparia tai tinaa hyvin, eikä reikään saada reikäpinnoitusta.
b) Kun kuvasuhde on suuri (≥5:1), jos päällystystä edeltävä puhdistus ei poistanut hapettumista reiän seinämästä, galvanoinnin aikana syntyy päällystysvastus. Reikä ei pinnoita kuparia tai tinaa hyvin tai pinnoitettu kupari/tina on hyvin ohut. Etsauksen aikana ohut kupari rei'istä voi poistua ja aiheuttaa sen, ettei reikää pinnoiteta.
Poranterä polttaa reikiä tai pöly tukkii reiät ja aiheuttaa reikien pinnoittamattomuuden:
a) Jos poraustyökalun käyttöikää ei ole säädetty oikein tai poranterä on erittäin kulunut (lohkeileva tai ei terävä), porauksen aikana syntyy kitkaa, joka aiheuttaa lämpöä. Reiän seinämä palaa, eikä sitä voida peittää metallittomalla kuparilla, joten reiän pinnoitusta ei tapahdu.
b) Jos pölynpoisto on heikko tai pölynpoiston tekniikkaa ei ole optimoitu, pöly voi tukkia reiät porauksen aikana. Sähköttömän kupariporauksen aikana tukkeutuneisiin reikiin ei saada kuparia eikä reikiä pinnoiteta.

