
















Åbne og korte kredsløb i PCB-spor er problemer, som næsten alle PCB-producenter møder næsten hver dag. Disse problemer holder produktions- og kvalitetspersonalet beskæftiget. De forårsager manglende forsendelsesmængder, ekstra omarbejde, leveringsforsinkelser og kundeklager. Det er hårde problemer i industrien. Jeg har over 20 års erhvervserfaring inden for PCB-fremstilling industri. Jeg har hovedsageligt arbejdet med produktionsstyring, kvalitetsstyring, processtyring og omkostningskontrol. Jeg har samlet en del erfaring med at reparere åbne og kortsluttede printkort. Nu skriver jeg dette ned som et resumé, som mine kolleger kan diskutere. Jeg håber, at produktions- og kvalitetspersonale kan bruge det som reference.
1. Klassificering af hovedårsager til åbne PCB-kredsløb
Vi grupperer først hovedårsagerne til PCB-åbne kredsløb i følgende områder:
Nu lister vi årsagerne og måderne at forbedre dem på, opdelt efter kategori:
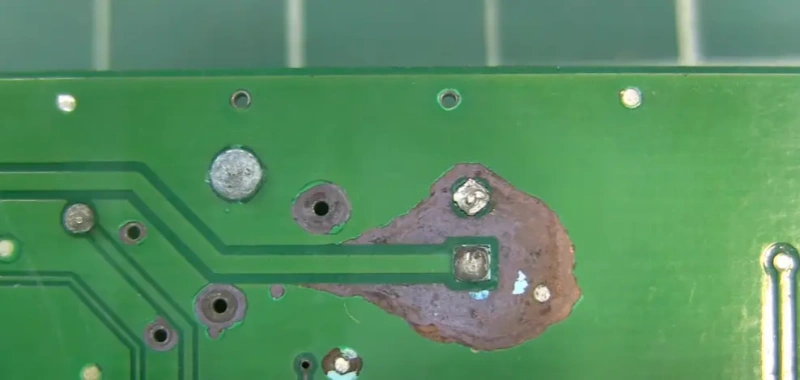
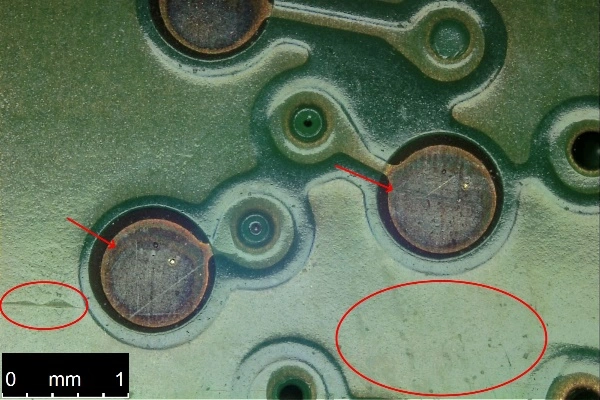
2. Åbne kredsløb forårsaget af blottet basismateriale (ridser i folien)
Det kobberbelagte laminat (CCL) har allerede ridser, før det kommer på lager.
CCL'en bliver ridset under skæreprocessen.
CCL'en bliver ridset af boret under boringen.
CCL'en bliver ridset under transport.
Efter elektroløs kobber får pladerne buler i overfladefolien, når de stables, på grund af forkert håndtering.
Under produktionen, når pladerne passerer en vandret maskine, bliver overfladefolien ridset.
2.1 Forbedringsmetoder:
Før de kommer på lager, skal de indgående CCL'er stikprøvekontrolleres af IQC (indgående kvalitetskontrol). Tjek pladens overflade for ridser og blottet basismateriale. Hvis du finder skader, skal du kontakte leverandøren i tide og træffe de korrekte foranstaltninger baseret på situationen.
Hvis CCL'en bliver ridset under skæring, er hovedårsagen hårde, skarpe genstande på skærebordet. Når CCL'en gnider mod den hårde genstand, bliver kobberfolien ridset, og basismaterialet bliver blottet. Rengør derfor skærebordet godt, før du skærer. Sørg for, at bordet er glat, og at der ikke ligger hårde, skarpe genstande på det.
Hvis CCL bliver ridset af bor under boring, er hovedårsagen slidte spændetænger eller snavs inde i spændetangen. En snavset eller slidt spændetang kan ikke holde boret fast. Boret kan sidde lavere end den indstillede længde, og værktøjet hæver sig måske ikke nok under bevægelser. Når maskinen bevæger sig, kan spidsen skrabe kobberfolien og blotlægge grundmaterialet.
a) Udskift spændetang i henhold til antallet af værktøjsskift, eller når spændetangen er slidt.
b) Rengør spændetangene regelmæssigt i henhold til arbejdsinstruktionerne for at sikre, at der ikke er snavs indeni.
Pladerne er blevet ridset under transporten:
a) Når medarbejderne flytter brædder, kan de komme til at løfte for mange brædder på én gang, eller lasten kan være for tung. Så slæber de brædderne i stedet for at løfte dem. Bræddernes hjørner og overflade gnider og bliver ridset.
b) Hvis brædderne ikke er stablet pænt, kan folk komme til at skubbe hårdt til dem, når de lægger dem fra sig. Det giver gnidninger mellem brædderne og ridser.
Efter elektroløs kobber- eller fuldpanel-elektroplettering kan pladerne blive ridset, mens de stables, på grund af forkert håndtering:
Når plader stables efter elektroløs kobber eller efter galvanisering af hele panelet, skaber mange plader sammen vægt. Når en stak sættes ned, kan pladernes hjørner ramme ned, og med tyngdekraften og hastigheden skaber de en stærk påvirkning af pladernes overflade. Det kan ridse overfladen og blotte grundmaterialet.
Produktionsplader bliver ridset, når de passerer en vandret maskine:
a) Stopskiven på slibe- eller skæremaskinen kan berøre pladens overflade. Pladens kant kan være ujævn og kan have skarpe genstande. Når pladen passerer, bliver overfladen ridset.
b) En drivaksel i rustfrit stål kan blive beskadiget og danne en skarp spids. Når brættet passerer, ridser denne spids kobberet og blotter basen.
Sammenfattende kan man sige, at ridser, der blotlægger grundmaterialet efter kemisk kobber, er lettere at finde på spor, hvis de viser sig som åbne linjer eller huller. Men hvis ridsen opstår før det strømløse kobber, kan det strømløse kobber aflejre kobber over ridsen. Kobberfolien på sporet vil være meget tyndere på det sted. Senere i åbne/korte tests er dette svært at finde. Når kunden bruger kortet, kan en høj strøm brænde sporet og forårsage en åbning. Den skjulte kvalitetsrisiko og det økonomiske tab kan være stort.
3. Åbne kredsløb forårsaget af manglende hulbelægning (ingen hulbelægning)
Ingen hulplettering under elektroløs kobber.
Olie i hullerne medfører ingen hulbelægning.
Overdreven mikroætsning medfører ingen hulplettering.
Dårlig plettering medfører ingen hulplettering.
Boret brænder huller eller støv blokerer huller og forårsager ingen hulbelægning.
3.1 Forbedringstiltag:
Ingen hulplettering under elektroløs kobber:
a) Problem med hulbalsam: Hvis den kemiske balance i hulbalsam er forkert, eller opløsningen er dårlig, ændres hulvæggens elektriske egenskaber ikke efter behov. Hulbalsam er at justere den elektriske egenskab af den isolerende base på hulvæggen, så palladiumioner adsorberer godt, og det elektroløse kobber kan dække fuldt ud. Hvis koncentrationen af hulbalsam er ubalanceret, eller den er udløbet, kan der ikke ske nogen hulbelægning.
b) Aktivator: Aktivatorens hovedkomponenter omfatter palladium (Pd), organiske syrer, tiniumioner og klorider. For at palladium kan aflejres jævnt på hulvæggen, skal mange parametre kontrolleres. For vores aktivator-eksempel:
i) Hold temperaturen på 35-44 °C. Hvis temperaturen er for lav, er palladiumtætheden på hulvæggen lav, og det elektroløse kobber dækker ikke helt. Hvis temperaturen er for høj, går reaktionerne for hurtigt, og materialeomkostningerne stiger.
ii) Hold koncentrationen (målt på farve eller styrke) på 80%-100%. Hvis koncentrationen er lav, er palladiumtætheden lav, og det elektroløse kobber dækker ikke helt. Hvis koncentrationen er høj, er reaktionen for hurtig, og materialeomkostningerne stiger.
iii) Under produktionen skal aktivatoropløsningen vedligeholdes. Hvis den er stærkt forurenet, vil palladiumet på hulvæggen ikke være tæt, og det senere elektroløse kobber vil ikke dække fuldt ud.
c) Accelerator: Acceleratoren indeholder hovedsageligt organiske syrer. Dens opgave er at fjerne adsorberede tin- og kloridforbindelser fra hulvæggen, så det katalytiske metal palladium bliver eksponeret for senere reaktioner. For vores accelerator skal du holde den kemiske koncentration på 0,35-0,50 N. Hvis koncentrationen er for høj, kan alt palladium blive fjernet, og senere vil det elektroløse kobber ikke dække fuldt ud. Hvis koncentrationen er for lav, er fjernelsen af tin og klorid dårlig, og senere vil det elektroløse kobber ikke dække helt.
d) Kontrol af parametrene for kemisk kobber er nøglen til god dækning af huller. Ved hjælp af de badparametre, vi bruger:
i) Hold temperaturen på 25-32°C. Hvis temperaturen er lav, er badeaktiviteten dårlig, og der sker ingen hulplettering. Hvis temperaturen overstiger 38 °C, er reaktionen for hurtig, kobberioner frigives for hurtigt, og der kommer kobberpartikler på panelets overflade. Dette medfører omarbejde eller skrot. I så fald skal det strømløse kobberbad straks filtreres, ellers kan badet gå til spilde.
ii) Kontrollér Cu2+ ved 1,5-3,0 g/L. Hvis Cu2+ er lavt, er badeaktiviteten dårlig, og hulpletteringen er dårlig. Hvis det overstiger 3,5 g/L, er reaktionen for hurtig, og der dannes kobberpartikler på paneloverfladerne, som forårsager omarbejde eller skrotning. Filtrer derefter badet med det samme. Cu2+-kontrol udføres hovedsageligt ved at tilsætte kemisk kobber A-opløsning.
iii) Kontrollér NaOH ved 10,5-13,0 g/L. Hvis NaOH er lav, er badaktiviteten dårlig, og hulplettering er dårlig. NaOH-kontrol udføres hovedsageligt ved at tilføje B-opløsning til kemisk kobber. B-opløsningen indeholder stabilisator til badet. Normalt tilsættes A og B i forholdet 1:1.
iv) Kontrollér formaldehyd (HCHO) ved 4,0-8,0 g/L. Hvis HCHO er lav, er badeaktiviteten dårlig, og hulpletteringen er dårlig. Hvis HCHO overstiger 8,0 g/L, er reaktionen for hurtig, og der dannes kobberpartikler på panelets overflade, hvilket medfører omarbejde eller skrotning. Filtrer derefter badet med det samme. HCHO-kontrol udføres hovedsageligt ved at tilsætte kemisk kobber C-opløsning. Bemærk, at A-opløsning også indeholder HCHO-komponenter. Så når du tilsætter A, skal du først beregne HCHO-stigningen.
v) Hold badets belastning på 0,15-0,25 ft²/L. Hvis belastningen er for lav, er badeaktiviteten dårlig, og hulpletteringen er dårlig. Hvis belastningen overstiger 0,25 ft²/L, er reaktionen for hurtig, og der dannes kobberpartikler, som forårsager omarbejde eller skrot. Filtrer derefter badet med det samme. I produktionen bør den første tank bruge en kobberplade for at aktivere badet. Dette hjælper senere plader med at reagere godt. Det sikrer tæt strømløs kobber i huller og højere dækning.
Forslag: For at holde disse parametre afbalancerede og stabile kan man bruge en automatisk doseringsmaskine til at tilsætte A- og B-opløsninger til den elektriske kobbertank. Det hjælper med at kontrollere de kemiske komponenter bedre. Brug også automatisk temperaturkontrol til at holde temperaturen i den elektriske kobberlinje stabil.
Våd film eller blæk i hullerne medfører ingen hulbelægning:
a) Når du serigraferer våd film, skal du printe et bord og derefter skrabe masken. Dette sikrer, at nettet ikke har samlet blæk. Normalt forhindrer det, at der bliver våd film tilbage i hullerne.
b) Ved serigrafi af våd film skal du bruge maskeantal på 68-77T. Hvis du bruger en forkert maskevidde, f.eks. ≤51T, kan den våde film lække ind i hullerne. Under fremkaldelsen er hullet måske ikke rent. Under plettering vil hullet ikke plettere metal, og du får ingen hulplettering. Hvis mesh er for høj, kan den våde film være for tynd, og under pletteringen kan resisten blive brudt af strømmen. Det fører til mange metalprikker eller endda kortslutninger mellem sporene.
Overdreven mikroætsning (overopruening) medfører ingen hulplettering:
a) Hvis kortet bruger kemisk mikroætsning før linjemønstring, skal du kontrollere opløsningens temperatur, koncentration og tid. Hvis kobberet i de pletterede huller er tyndt, kan mikroætsningen opløse kobberet og forårsage manglende hulplettering.
b) For at forbedre lagbindingen anvendes kemisk mikroætsning ved præ-pletteringsbehandlinger. Så styr mikroætsningens temperatur, koncentration og tid godt. Ellers kan det også medføre manglende hulplettering.
Ingen hulplettering på grund af problemer med galvanisering:
a) Når størrelsesforholdet (tykkelse til diameter) er stort (≥5:1), kan der dannes bobler i huller. Det skyldes, at vibrationer ikke er nok til at få luften til at slippe ud. Ionudveksling kan ikke ske ordentligt. Hullet pletterer derfor ikke kobber eller tin godt, og man får ingen hulplettering.
b) Når størrelsesforholdet er stort (≥5:1), og hvis rengøring før plettering ikke fjernede oxidation på hulvæggen, får du modstand mod plettering under elektroplettering. Hullet vil ikke plettere kobber eller tin godt, eller det pletterede kobber/tin vil være meget tyndt. Under ætsning kan det tynde kobber i hullerne fjernes og forårsage manglende hulplettering.
Boret brænder huller eller støv blokerer huller og forårsager ingen hulbelægning:
a) Hvis boreværktøjets levetid ikke er indstillet korrekt, eller boret er meget slidt (med afskalning eller ikke skarpt), skaber friktion under boring varme. Hulvæggen brænder og kan ikke dækkes af strømløst kobber, så der sker ingen hulbelægning.
b) Hvis støvudsugningen er svag, eller teknikken til støvfjernelse ikke er optimeret, kan støv blokere huller under boring. Under kemisk kobberbehandling får de blokerede huller ikke kobber, og man får ingen hulbelægning.

