

















Johdanto
PCBA tarkoittaa Painettu piirilevy + kokoonpano. Se viittaa koko prosessiin, jossa paljaalle piirilevylle suoritetaan SMT (pinta-asennustekniikka) sijoittaminen tai läpivientireiän (DIP) asettaminen, minkä jälkeen suoritetaan täydellinen kokoonpano. Kiinassa käytetään yleisesti termiä “PCBA”, kun taas Euroopassa ja Yhdysvalloissa vakiomerkintä on “PCB'A”, jossa on apostrofi - tämä on virallinen tavanomainen ilmaisu.
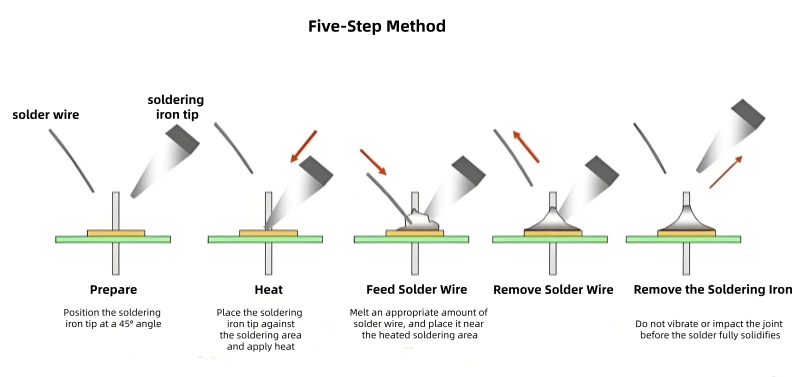
1. Viisi vaihetta manuaaliseen PCBA-juottamiseen
- Valmistele: Aseta juotosraudan kärki 45° kulmassa juotosliitokseen nähden.
- Lämpö: Kosketa raudan kärki juotosliitokseen ja lämmitä tasaisesti.
- Syöttö juotoslanka: Syötä juotoslanka lämmitettyyn liitokseen ja anna juotteen sulaa sopiva määrä.
- Poista juotoslanka: Kun riittävä määrä juotetta on sulanut ja päällystänyt liitoksen, vedä juotoslanka ensin pois.
- Poista rauta: Vältä tärinää tai iskuja liitokseen ennen kuin juote on täysin jähmettynyt. Poista sitten juotosrauta varovasti.
2. PCBA-juottamisen perusperiaatteet
2.1 Levyn ja juotteen pintajännitys
Tina-lyijyjuotteen koheesio on erittäin vahva, minkä vuoksi sula juote muodostaa pallomaisen muodon. Tietyn tilavuuden osalta pallon pinta-ala on pienin, mikä vastaa matalaenergisen tilan vaatimusta. Juoksute toimii samalla tavalla kuin puhdistusaine öljyisillä metallipinnoilla. Lisäksi pintajännitys riippuu suuresti metallin puhtaudesta ja lämpötilasta. Ihanteellinen kostutus (juotteen tarttuminen) tapahtuu vain silloin, kun kostutusenergia ylittää merkittävästi juotteen pintaenergian (koheesion).
2.2 Intermetallisten yhdisteiden muodostuminen
Kupari ja tina muodostavat juottamisen aikana intermetallirakeet. Näiden rakeiden muoto ja koko määräytyvät liitokseen kohdistuvan lämmön keston ja voimakkuuden mukaan. Pienemmällä lämmöntuonnilla saadaan yleensä aikaan hienojakoinen kiderakenne, jolloin juotosliitoksilla on optimaalinen lujuus. Sitä vastoin liiallinen kuumuus tai pitkittynyt juotosaika johtaa karkeisiin, rakeisiin ja hauraisiin rakeisiin, mikä heikentää liitoksen leikkauslujuutta.
2.3 Levyn kostutuskulma
Kun levyn pinta kuumennetaan noin 35 °C:een juotteen eutektisen pisteen yläpuolelle ja juotepisara asetetaan kuumalle, fluksatulle pinnalle, muodostuu meniski (kaareva nestepinta). Metallin kostutuskykyä voidaan osittain arvioida tämän meniskin muodon perusteella:
- Jos meniskissä on selvä alaleikkaus, se muistuttaa vesipisaraa öljyisellä metallipinnalla tai se on yleensä pallomainen, metalli ei ole kostutettavissa.
- Hyvästä kostutuksesta kertoo pieni, alle 30°:n meniskikulma.
2.4 Kosteuttava vaikutus
Kostuttamisella tarkoitetaan prosessia, jossa kuuma nestemäinen juote liukenee ja leviää liitettävälle metallipinnalle. Juote ja kupari sekoittuvat molekyylitasolla muodostaen uuden seosfaasin (osa kuparia, osa juotetta). Tämä prosessi luo metallien väliset sidokset komponenttien välille, mikä on laadukkaan juottamisen ydin ja määrittää juotosliitoksen lujuuden. Tehokasta kostutusta varten:
- Kuparin pinnan on oltava puhdas ja ilman ilmassa muodostuneita oksidikerroksia.
- Juotoksen ja työkappaleen pinnan on saavutettava sopiva lämpötila.
2.5 Intermetallisten kerrosten ominaisuudet
PCBA:ssa käytetään kuparia perusmetallina ja tina-lyijyä juotosseoksena. Lyijy ei muodosta kuparin kanssa intermetallisia yhdisteitä, mutta tina diffundoituu kupariin, jolloin kuparin ja juotteen rajapintaan muodostuu intermetallisia yhdisteitä (Cu₃Sn ja Cu₆Sn₅). Tärkeimmät ominaisuudet:
- Metallien välisen kerroksen (joka koostuu η- ja ε-faasista) on oltava erittäin ohut.
- Laserhitsauksessa metallien välisen kerroksen paksuus on 0,1 mm:n luokkaa; aalto- ja käsinjuotossa korkealaatuisen liitoksen metallien välisen kerroksen paksuus on yleensä yli 0,5 µm.
- Juotosliitoksen leikkauslujuus pienenee, kun intermetallikerros paksuuntuu. Näin ollen juotosaika olisi minimoitava, jotta kerroksen paksuus pysyisi alle 1 µm:n.
3. PCBA:n manuaalista juottamista koskevat varotoimet
3.1 Sähköstaattisen purkauksen (ESD) valvonta
Käytä aina ESD-rannehihnaa. Ihmiskehoon voi kertyä yli 10 000 voltin staattinen sähkö, kun taas monet integroidut piirit (IC) voivat vaurioitua yli 300 V:n jännitteistä. Rannehihna varmistaa staattisen sähkön purkautumisen maahan ja suojaa herkkiä komponentteja.
3.2 Piirilevyn ja komponenttien käsittely
- Käytä käsineitä tai sormisuojia; älä kosketa piirilevyä tai komponenttien kultaisia sormia paljain käsin (iholta tulevat öljyt ja kosteus voivat aiheuttaa saastumista tai korroosiota).
- Pidä piirilevystä kiinni vain sen reunoista, jotta vältät komponenttien tai juotosliitosten vahingoittumisen levyllä.
3.3 Juotosparametrit ja tekniikka
- Käytä oikeaa juotoslämpötilaa, raudan kulmaa ja juotosjärjestystä; pidä juotosaika sopivana.
- Suosi mahdollisuuksien mukaan matalalämpöjuottamista: Korkeat lämpötilat kiihdyttävät raudan kärjen hapettumista - 470 °C:ssa hapettumisnopeus on kaksinkertainen verrattuna 380 °C:ssa tapahtuvaan hapettumiseen, mikä lyhentää kärjen käyttöikää merkittävästi.
- Älä käytä liiallista painetta: Liian suuri paine voi vahingoittaa tai epämuodostaa raudan kärkeä. Lämpö siirtyy tehokkaasti, jos kärki koskettaa täysin juotosliitosta. Valitse rautakärjen koko, joka vastaa juotospinnan kokoa optimaalisen lämmönsiirron varmistamiseksi.
- Vältä raudan kärjen lyömistä tai heiluttamista: Tämä voi vahingoittaa lämmittimen ydintä, aiheuttaa juotosroiskeita (jotka voivat aiheuttaa oikosulkuja piirilevyyn) ja lyhentää sydämen käyttöikää.
3.4 Rautakärjen huolto
- Puhdista silitysraudan kärki kostealla sienellä oksidin ja ylimääräisen juotteen poistamiseksi. Sienen on oltava kostea (ei läpimärkä tai kuiva):
- Liian märät sienet aiheuttavat äkillisiä lämpötilan pudotuksia (lämpöshokki), jotka johtavat kylmiin juotosliitoksiin tai avoimiin virtapiireihin; vesijäämät voivat myös syövyttää piirilevyä tai aiheuttaa oikosulkuja.
- Kuivat sienet eivät poista oksidia, mikä johtaa kärjen huonoon pintakäsittelyyn ja sitä seuraaviin juotosvirheisiin.
- Tarkista sienen kosteus säännöllisesti ja puhdista juotoskuona vähintään kolme kertaa päivässä.
- Pidä raudan kärki tinattuna (päällystettynä ohuella juotoskerroksella) hapettumisen vähentämiseksi ja sen käyttöiän pidentämiseksi.
3.5 Juotoksen ja juoksevuuden käyttö
- Käytä oikeaa määrää juotetta: Riittämätön juote johtaa heikkoihin liitoksiin ja kiihtyvään hapettumiseen, mikä johtaa liitoksen pettämiseen ajan myötä.
- Käytä oikeaa määrää fluxia: Liian vähäinen määrä ei poista oksideja eikä edistä kastumista.
- Vähennä juotosroiskeita: Vältä juotoslangan sulattamista suoraan kuuman raudan kärkeen (juoksute kuumenee nopeasti ja roiskuu). Syötä sen sijaan juotoslanka lämmitettyyn liitokseen.
3.6 Lämpövahinkojen välttäminen
Älä anna juotosraudan polttaa läheisten johtojen muovieristettä tai komponenttien pintoja - tämä on erityisen tärkeää tiukasti pakatuilla tai monimutkaisen muotoisilla piirilevyillä.
3.7 Juottamisen jälkeinen itsetarkastus
Tarkasta jokainen liitos juottamisen jälkeen seuraavan tarkistuslistan perusteella:
- a. Onko juotosliitoksia jäänyt puuttumaan?
- b. Ovatko juotosliitokset sileitä, täydellisiä ja kiiltäviä?
- c. Onko liitoksen ympärillä jäännösvirtausta?
- d. Onko juotosiltoja (tahattomia liitoksia tyynyjen välillä)?
- e. Onko piirilevystä irronnut tai repeytynyt tyynyjä?
- f. Onko juotosliitoksissa halkeamia?
- g. Ovatko liitokset neulanmuotoisia (vedetyt kärjet) tai epätasaisia?
3.8 Turvallisuus ja ilmanvaihto
- Käytä maskia, jotta vältät juotoksen ja juoksuteaineen haitallisten höyryjen hengittämisen.
- Käytä poistoilmapuhallinta tai savuhuppua hyvän ilmanvaihdon ylläpitämiseksi juottotyöpisteessä.
4. Vinkkejä käytännön työhön ja taitojen parantamiseen
- Harjoittele vakaata käden hallintaa ja tarkkaa lämmönhallintaa.
- Sovita silitysraudan kärjen koko juotosliitoksen / tyynyn kokoon tehokkaan lämmönsiirron varmistamiseksi.
- Säädä juotosraudan lämpötilaa komponenttien ja juotostyypin mukaan (esim. alhaisempi lämpötila lämpöherkille komponenteille).
- Valitse sovellukseen sopiva vuontyyppi (esim. ei-puhdas vuonti PCB-kokoonpanoihin).
- Pidä työskentelyalue puhtaana ja järjestyksessä, jotta estetään saastuminen tai komponenttien vahingoittuminen.
- Kouluta operaattorit vakiomenettelyihin, jotta vältetään huonot tavat, jotka heikentävät laatua.
5. Yhteenveto: tärkeimmät säännöt
- Käytä ESD-rannehihnaa ja maadoita itsesi suojellaksesi herkkiä komponentteja.
- Käytä käsineitä tai sormisuojia - älä koskaan koske komponentteihin tai piirilevyihin paljain käsin.
- Säilytä oikea juotoskulma, lämpötila, järjestys ja aika.
- Pidä piirilevyä sen reunoista, jotta vältät komponenttien vahingoittumisen.
- Etusijalle on asetettava matalalämpöjuottaminen, kun se on mahdollista.
- Älä paina tai paukuta juotosrautaa; käytä oikean kokoista kärkiä.
- Puhdista silitysraudan kärki säännöllisesti kunnolla kostutetulla sienellä.
- Käytä oikeaa määrää juotetta ja juoksevaa ainetta - vältä liikaa tai liian vähän.
- Pidä raudan kärki tinattuna hapettumisen vähentämiseksi.
- Estä juotteen roiskuminen syöttämällä juotetta liitokseen (ei raudan kärkeen).
- Vältä lähellä olevien johtojen ja komponenttien lämpövaurioita.
- Tarkasta kaikki liitokset juottamisen jälkeen käyttämällä mukana toimitettua tarkistuslistaa.
- Käytä turvalaitteita (maski, huurunpoistin) terveellisen työympäristön takaamiseksi.
- Investoi koulutukseen ja taitotarkastuksiin juottamisen laadun parantamiseksi jatkuvasti.
Viimeinen huomautus
Manuaalinen PCBA-juottaminen on taitojen ja prosessinhallinnan yhdistelmä. Laadukkaat juotosliitokset perustuvat oikeaan lämmönhallintaan, tarkkaan ajoitukseen, sopivaan juoksevuuden valintaan, puhtaisiin metallipintoihin ja huolelliseen käsittelyyn. Minimoimalla lämpöaltistus metallien välisten kerrosten kasvun hallitsemiseksi, estämällä ESD-vauriot ja noudattamalla vakiomuotoisia puhdistus- ja tarkastusmenettelyjä voit tuottaa jatkuvasti vahvoja ja luotettavia juotosliitoksia ja parantaa tuotteen kokonaislaatua.

