

















Uvod
PCBA označava Štampana pločica + montaža. Odnosi se na cjelokupan proces kroz koji neoslikani PCB prolazi SMT (Tehnologija površinskog montažiranja) Postavljanje ili umetanje kroz rupe (DIP), nakon čega slijedi potpono sklapanje. U Kini se termin “PCBA” često koristi, dok se u Evropi i Sjedinjenim Američkim Državama standardna notacija piše “PCB'A” s apostrofom — to je službeni konvencionalni izraz.
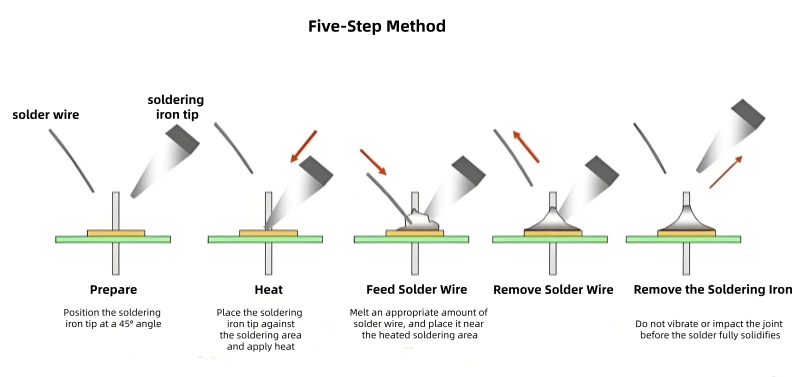
1. Pet koraka za ručno lemljenje PCBA
- PripremitePostavite vrh lemilice pod kutom od 45° u odnosu na spoj za lemljenje.
- ToplinaDodirnite željeznu vrhuštinu lemilice za spoj i ravnomjerno primijenite toplinu.
- Umetnite lemnu žicu: Nabavite kalajni kabl za zagrijani spoj, omogućavajući da se kalaj otopi u odgovarajućoj količini.
- Uklonite kalajni kablKada se dovoljno kalaja otopi i prekrije spoj, prvo povucite žicu za kalaj.
- Uklonite željezoIzbjegavajte bilo kakvu vibraciju ili udar na spoj prije nego što se kalaj potpuno stvrdne. Zatim pažljivo uklonite lemilicu.
2. Osnovni principi lemljenja PCBA
2.1 Površinski napon ploče i kalaja
Kohesija kalaj-olova lemljiva je izuzetno jaka, zbog čega rastopljena lemljiva poprima sferični oblik. Za zadani volumen, sfera ima najmanju površinu, što je u skladu sa zahtjevom za stanje niske energije. Flux djeluje slično kao sredstvo za čišćenje na masnim metalnim površinama. Osim toga, površinski napon uveliko ovisi o čistoći metala i njegovoj temperaturi. Idealno vlaženje (prianjanje kalaja) događa se samo kada energija vlaženja značajno premašuje površinsku energiju (koheziju) kalaja.
2.2 Formiranje intermetalnih spojeva
Bakrom i kalajem se tokom lemljenja formiraju međumetalične zrnce. Oblik i veličina tih zrnaca određeni su trajanjem i intenzitetom primijenjene toplote na spoj. Manji unos toplote obično rezultira finom kristalnom strukturom, što daje lemne spojeve optimalne čvrstoće. Suprotno tome, prekomjerna toplota ili produženo vrijeme lemljenja dovode do grubih, zrnastih i krhkih zrnaca, što rezultira smanjenom smičnom čvrstoćom spoja.
2.3 Ugao vlaženja na ploči
Kada se površina ploče zagrije na otprilike 35 °C iznad eutektike kalaja i na vruću, fluksiranu površinu se stavi kap kalaja, formira se meniskus (zakrivljena površina tekućine). Mokljivost metala može se djelimično procijeniti po obliku tog meniskusa:
- Ako meniskus ima izražen podrez, nalikuje kapljici vode na masnoj metalnoj površini ili je sklon sferičnom obliku, metal je nemokiv.
- Dobro vlaženje se naznačava malim meniskusnim kutom manjim od 30°.
2.4 Mokroće djelovanje
Prianjanje se odnosi na proces u kojem se vrući tekući kalaj otapa i širi po metalnoj površini koju treba spojiti. Kalaj i bakar se miješaju na molekularnom nivou kako bi formirali novu legiranu fazu (djelomično bakar, djelomično kalaj). Ovaj proces stvara intermetalna vezivanja između komponenti, što je srž visokokvalitetnog lemljenja i određuje čvrstoću lemnog spoja. Za učinkovito prianjanje:
- Bakrena površina mora biti čista i bez slojeva oksida nastalih u zraku.
- Pajna i površina radnog komada moraju dostići odgovarajuću temperaturu.
2.5 Svojstva međumetalnih slojeva
PCBA koristi bakar kao osnovni metal i kalaj-olovo kao lemljarski legur. Iako olovo ne stvara intermetalna spojeva s bakrom, kalaj se difuzira u bakar, stvarajući intermetalna spojeva (Cu₃Sn i Cu₆Sn₅) na sučelju lemljenog sloja i bakra. Ključne karakteristike:
- Intermetalni sloj (sastavljen od η faze i ε faze) mora biti izuzetno tanak.
- Pri laserskom zavarivanju debljina intermetalnog sloja iznosi oko 0,1 mm; pri talasnom i ručnom lemljenju visokokvalitetni spoj obično ima debljinu intermetalnog sloja veću od 0,5 µm.
- Košna čvrstoća lemnog spoja opada kako se intermetalni sloj zgušnjava. Stoga bi vrijeme lemljenja trebalo biti svedeno na minimum kako bi debljina sloja ostala ispod 1 µm.
3. Mjere opreza pri ručnom lemljenju PCBA
3.1 Kontrola elektrostatičkog pražnjenja (ESD)
Uvijek nosite ESD narukvicu. Ljudsko tijelo može akumulirati više od 10.000 volti statičkog elektriciteta, dok mnogi integrisani krugovi (IC) mogu biti oštećeni naponima većim od 300 V. Narukvica osigurava pražnjenje statičkog elektriciteta u zemlju, štiteći osjetljive komponente.
3.2 Rukovanje PCB-om i komponentama
- Nosite rukavice ili navlake za prste; nemojte golim rukama dodirivati PCB ili zlatne kontakte komponenti (ulja i vlaga s kože mogu uzrokovati kontaminaciju ili koroziju).
- Držite štampanu pločicu samo za ivice kako ne biste oštetili komponente ili lemne spojeve na pločici.
3.3 Parametri i tehnika lemljenja
- Koristite ispravnu temperaturu lemljenja, ugao pegle i redoslijed lemljenja; održavajte odgovarajuće vrijeme lemljenja.
- Po mogućnosti koristite lemljenje na niskoj temperaturi: Visoke temperature ubrzavaju oksidaciju željezne špice – pri 470 °C stopa oksidacije je dvostruko veća nego pri 380 °C, što značajno skraćuje vijek trajanja špice.
- Ne primjenjujte prekomjeran pritisak: Preveliki pritisak može oštetiti ili deformirati vrh pegle. Toplina se efikasno prenosi ako vrh u potpunosti dodiruje spoj za lemljenje. Odaberite veličinu vrha pegle koja odgovara pločici za lemljenje za optimalnu provodnost topline.
- Izbjegavajte udaranje ili zamahivanje željeznim vrhom: to može oštetiti jezgro grijača, uzrokovati prskanje kalaja (što može stvoriti kratke spojeve na tiskanoj pločici), i skratiti vijek trajanja jezgra.
3.4 Održavanje željezne špice
- Očistite željeznu vrhinu kalajem natopljenom spužvom kako biste uklonili oksid i višak kalaja. Spužva treba biti vlažna (ne natopljena vodom niti suha):
- Previše vlažne spužve uzrokuju nagle padove temperature (termalni šok), što dovodi do hladnih lemnih spojeva ili otvorenih krugova; ostaci vode također mogu korodirati tiskanu pločicu ili izazvati kratke spojeve.
- Suhi sunđeri ne uklanjaju oksid, što rezultira lošim pokrivanjem vrha kalajem i naknadnim greškama pri lemljenju.
- Redovno provjeravajte nivo vlage u spužvi i čistite talog od lemljenja najmanje tri puta dnevno.
- Održavajte željeznu vrhinu pokrivenu tankim slojem kalaja kako biste smanjili oksidaciju i produžili njen vijek trajanja.
3.5 Solder and Flux Usage
- Use the right amount of solder: Excess solder causes short circuits (bridging) or hides defects; insufficient solder results in weak joints and accelerated oxidation, leading to joint failure over time.
- Use the right amount of flux: Excess flux can corrode the PCBA and cause electrical leakage; insufficient flux fails to remove oxides or promote wetting.
- Reduce solder splash: Avoid melting solder wire directly on the hot iron tip (flux heats rapidly and splatters). Instead, feed the solder wire to the heated joint.
3.6 Avoiding Heat Damage
Do not allow the soldering iron to burn the plastic insulation of nearby wires or the surfaces of components—this is particularly critical for tightly packed or complex-shaped PCBs.
3.7 Post-Soldering Self-Inspection
After soldering, inspect each joint against the following checklist:
- a. Are there any missed solder joints?
- b. Are the solder joints smooth, full, and shiny?
- c. Is there residual flux around the joint?
- d. Are there any solder bridges (unintended connections between pads)?
- e. Have any pads lifted or torn off the PCB?
- f. Are there any cracks in the solder joints?
- g. Are any joints needle-shaped (pulled tips) or uneven?
3.8 Safety and Ventilation
- Wear a mask to avoid inhaling harmful fumes from solder and flux.
- Use an extraction fan or fume hood to maintain good ventilation at the soldering workstation.
4. Practical Work and Skill Improvement Tips
- Practice steady hand control and precise heat management.
- Match the iron tip size to the solder joint/pad size for efficient heat transfer.
- Adjust the soldering iron temperature based on the components and solder type (e.g., lower temperatures for heat-sensitive components).
- Select the appropriate flux type for the application (e.g., no-clean flux for PCB assemblies).
- Keep the work area clean and organized to prevent contamination or component damage.
- Train operators on standard procedures to avoid bad habits that compromise quality.
5. Summary: Key Rules to Follow
- Wear an ESD wrist strap and ground yourself to protect sensitive components.
- Use gloves or finger cots—never touch components or PCBs with bare hands.
- Maintain the correct soldering angle, temperature, sequence, and time.
- Hold the PCB by its edges to avoid damaging components.
- Prioritize low-temperature soldering when feasible.
- Do not press or bang the soldering iron; use the correct tip size.
- Clean the iron tip regularly with a properly moistened sponge.
- Use the right amount of solder and flux—avoid excess or insufficiency.
- Keep the iron tip tinned to reduce oxidation.
- Prevent solder splash by feeding solder to the joint (not the iron tip).
- Avoid heat damage to nearby wires and components.
- Inspect all joints post-soldering using the provided checklist.
- Use safety equipment (mask, fume extractor) for a healthy work environment.
- Invest in training and skill checks to continuously improve soldering quality.
Final Note
Manual PCBA soldering is a combination of skill and process control. High-quality solder joints rely on proper heat management, precise timing, appropriate flux selection, clean metal surfaces, and careful handling. By minimizing heat exposure to control intermetallic layer growth, preventing ESD damage, and following standard cleaning and inspection procedures, you can consistently produce strong, reliable solder joints and enhance overall product quality.

