
















Úvod
Vyztužení FPC slouží k více účelům než jen k držení dílů. Může také pomoci s odvodem tepla. Pokud však potřebujete desku předělat nebo opravit, může odstranění výztuhy poškodit stopy. Mějte to na paměti.
1. Speciální úpravy pro vyztužení FPC
Díky speciálním konstrukcím může výztuha plnit více funkcí než jen podpírat díly. I když je například hlavním cílem podepřít díly, může být výztuha vyrobena jako podpůrná součást, takže se flexodeska po sestavení chová spíše jako tuhá deska.
Tvarování výztuh (tvarové řezání) se obvykle provádí pomocí CNC frézovacího zařízení. Při řezání se ponechávají některé spojovací body nebo můstky, aby bylo možné výztuhu později odstranit nebo odlomit. Díky tomu lze výztuhu po montáži snadno zlomit nebo odstranit.

Frézování CNC je ve výrobě pružných dílů běžné. Další možností je řezání laserem a vodním paprskem. Lze je použít k přípravě nebo předřezání materiálu výztuže. U desek s výškovými rozdíly mohou proces zjednodušit metody řezání bez lisování, jako je laser nebo vodní paprsek. Snižují také náklady, protože není potřeba žádný lisovací nástroj.
2. Mechanické zpracování výztuh (lisování / vysekávání)
2.1 Razítkování / vystřihování
Pokud se při výrobě výztuže používá lisování nebo vysekávání do pletiva, jsou zapotřebí speciální lisovací formy. Po vyražení se odstraní ztvrdlý materiál kolem dílů a zbývající plech lze zatlačit zpět do původní polohy. Tato metoda je běžná pro levné tuhé desky a pro velkoobjemovou montáž s použitím jednoduchých přípravků.
2.2 Bodování nebo částečné řezání
Pokud to obrys flexy dovoluje, lze použít nástroje pro drážkování nebo částečné řezání. Drážkování obvykle prořízne část flexy nebo výztuhy. Speciální nástroje kontrolují hloubku řezu. Po umístění dílů a dokončení montáže lze desku podél linie bodování zlomit.
V porovnání s frézováním kontur musí většina ostatních řezacích technik prořezat celý materiál. Vzhledem k povaze mechanických fréz jsou řezané tvary obvykle rovné.
3. Lepidla pro lepení výztuh
Lepidla používaná k lepení výztuh na ohebné podklady se vybírají podle požadované funkce. Kromě standardních lepidel pro flex existují i další typy lepidel. Běžné typy lepidel na výztuhy a jejich vlastnosti:
3.1 Lepidlo citlivé na tlak (PSA)
PSA se hojně používá pro výztuhy. Je flexibilní a snadno se používá. Poskytuje dobrou pevnost spoje a v některých případech může zlepšit trvanlivost. Většina PSA není určena pro dlouhodobé použití při vysokých teplotách a obvykle snáší pouze krátkodobé vystavení vysokým teplotám. Při bezolovnatém pájení (vyšší teploty přetavení) zkontrolujte, zda PSA funguje v požadovaném procesu. Zvláštní výhodou PSA je, že umožňuje přilnutí flexy k téměř jakémukoli povrchu, takže je možné mnoho konstrukcí vestavěných výztuh.
3.2 Termosetové lepicí fólie
Termosetové lepicí fólie, někdy nazývané fólie s akrylovým povlakem nebo lepicí fólie, mohou lepit výztuhy a ohýbat se. Vyžadují další kroky zpracování a čas. Přesto mohou termosetová lepidla poskytovat velmi vysokou pevnost spoje a odolnost vůči vysokým teplotám.
3.3 Tekutá lepidla
K lepení výztuh se používají jednosložková nebo dvousložková epoxidová lepidla. Je obtížné je nanášet rovnoměrně, proto jsou méně častá než fóliová lepidla. Při použití tekutých lepidel se na okraji lepení vytvoří postupně epoxidová kulička. Tato kulička pomáhá odlehčit napětí na přechodové hraně.
3.4 Termoplastické lepicí fólie
Další běžnou volbou jsou termoplastické lepicí fólie. Mají nízké napětí a jsou plně polymerní bez nutnosti chemického vytvrzování. Lepí se na mnoho povrchů a uvádí se, že se snadno přepracovávají. Tyto vlastnosti rozšiřují jejich použití.
3.5 Lepidla vytvrzovaná UV zářením
Další možností jsou lepidla vytvrzující UV zářením. Některé přípravky lze tisknout sítotiskem. Některé UV aktivované polymery mohou po aktivaci vykazovat lepivost podobnou PSA. Protože UV lepidla vytvrzují rychle, jsou užitečná pro návrhy, které potřebují rychlý přechod mezi měkkým a tvrdým materiálem a odlehčení tahu.
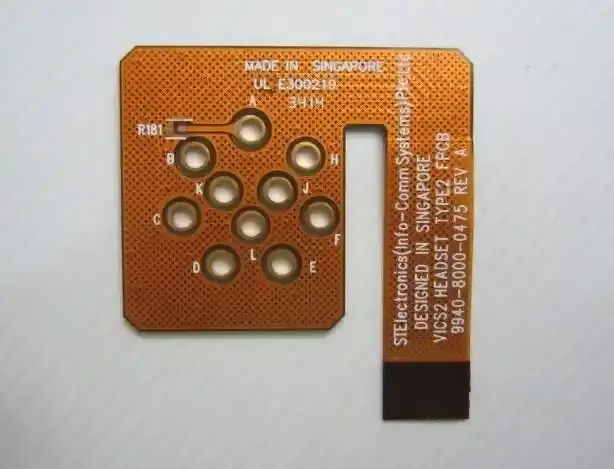
4. Otvory ve výztuhách (průchozí otvory, montážní otvory, montážní otvory)
Otvory pro vůli dílu a otvory pro konečnou montáž se liší a někdy mají opačné účinky. Konstrukční pravidla musí odpovídat zamýšlenému použití. Konstrukční údaje musí vysvětlovat, jak volit průměry otvorů.
Pokud to při návrhu nebo výrobě ignorujete, mohou se na spojích mezi otvory dílu a mědí objevit mezery nebo přerušení mědi. Možná budete potřebovat pozdější opravy.
4.1 Volné otvory součástí ve výztuze
Otvory, které vyklízejí pokovené průchozí otvory, by měly být o 250 µm - 375 µm větší než pokovený průchozí otvor. Tím se kompenzuje případná nesouosost při laminování a pomáhá se zajistit, aby pokovené otvory nebyly blokovány výztuhou.
4.2 Montážní / montážní otvory
Otvory ve výztuze určené k montáži by měly být o něco menší než otvory v pružině. To pomáhá zabránit tomu, aby se montážní napětí přenášelo do flexy. Není to vždy nutné. V některých konstrukcích může být ohyb připevněn přímo k nosiči bez výztuhy.
4.3 Nepodporované montážní otvory
U montážních otvorů, které nemají výztužnou podpěru, ponechte kolem otvoru měď (kroužek), abyste zvýšili pevnost. Pokud to konstrukce umožňuje, lze stejnou metodu použít i pro běžné montážní otvory. Tento tvar také usnadňuje uzemnění.
5. Běžné materiály pro vyztužení FPC a jejich vlastnosti
FPC běžně používá tři materiály výztuže: PI, FR4 a nerezová ocel. Podrobnosti:
5.1 PI (polyimid)
PI je speciální technický materiál. Je široce používán v letectví, mikroelektronice, nanotechnologiích, LCD displejích, separačních membránách a laserech. Je nehořlavý a odolává vysokým i nízkým teplotám. Teplotní rozsahy pro dlouhodobé použití se liší podle třídy, ale PI zvládá široký rozsah. V FPC se PI používá jako ochranná fólie a jako ztužující fólie. Ochranná fólie PI izoluje obvody. PI výztuhy se používají na zadní straně zlatých prstů a na dalších místech, která potřebují izolaci a výztuhu. Tloušťka PI výztuh se volí podle konstrukce a prostředí. Toleranci lze regulovat na ±0,03 mm. PI dobře snáší procesní teploty (běžně 130 °C-280 °C, v závislosti na třídě). Běžné tloušťky PI výztuh: 0,075 mm, 0,1 mm, 0,125 mm, 0,15 mm, 0,175 mm, 0,2 mm, 0,225 mm, 0,25 mm.
5.2 FR4
FR4 je nehořlavý materiál. Ve srovnání s deskami na bázi papíru má lepší mechanickou pevnost, rozměrovou stabilitu, odolnost proti nárazu a vlhkosti. Jeho elektrické vlastnosti jsou dobré a funguje při vyšších teplotách. Při zpracování má často výhody oproti jiným deskám ze skelných vláken a pryskyřice. Při výrobě FPC se FR4 používá hlavně jako výztuha za pájecími plochami. Zvyšuje tvrdost v oblasti pájení a chrání díly pro povrchovou montáž před poruchami způsobenými opakovaným ohýbáním. Protože se FR4 opotřebovává více než PI, obvykle se nepoužívá pro vyztužení zlatých prstů. Pro FR4 výztuhy: pokud je tloušťka 1,0 mm, je tolerance ±0,1 mm. Běžné tloušťky výztuh FR4: 0,1 mm, 0,2 mm, 0,3 mm, 0,4 mm, 0,5 mm, 0,6 mm, 0,7 mm, 1,6 mm.
Rychlé srovnání: PI má přísnější tolerance a dobrou tepelnou odolnost, ale není příliš tvrdý. FR4 je silnější a tužší, má větší tolerance a je stabilnější pro ruční montáž, ale hůře se přepracovává.
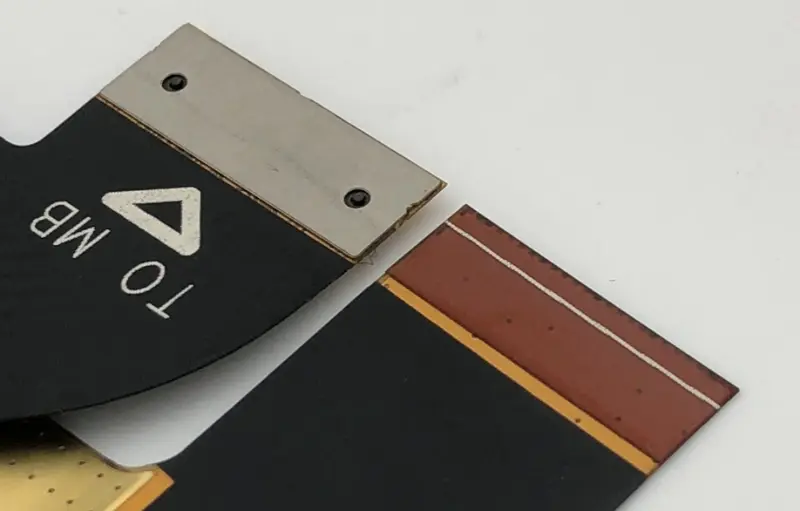
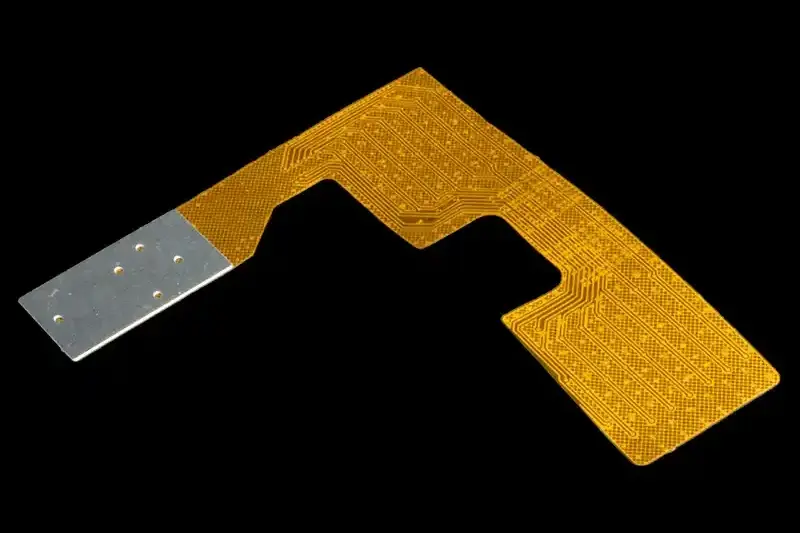
5.3 Ocelové výztuhy (nerezová ocel)
Obvykle z nerezové oceli 303. 303 je austenitická nerezová ocel s obsahem síry a selenu pro zlepšení obrobitelnosti a povrchové úpravy. Výztuhy FPC mají často složité tvary a nerezová ocel 303 se snadno leptá. U výrobků FPC, které vyžadují vysokou stabilitu, jsou výztuhy z oceli 303 běžné. Ocelové výztuhy nelze vrtat pomocí CNC ani řezat FPC laserem. Obvykle se vyrábějí chemickým leptáním, takže náklady jsou vyšší. Vyžadují ruční montáž, proces je složitější a náklady vyšší. Běžné tloušťky ocelových výztuh: 0,1 mm, 0,2 mm.
6. Návrhové body a praktické rady
Při navrhování výztuh a otvorů si ujasněte účel každého otvoru (vůle, montáž, upevnění). V poznámkách ke konstrukci uveďte průměr otvoru, toleranci a toleranci polohy.
U výztuh v blízkosti pokovených otvorů ponechte dostatečnou vůli nebo otvor zvětšete o 250-375 µm, aby nedošlo k zablokování pokovených otvorů při laminování.
Pokud má výztuha snášet montážní nebo mechanické namáhání, zvažte tvrdší materiály, jako je FR4 nebo ocel. Pokud je však pravděpodobné, že v budoucnu dojde k přepracování, dejte přednost řešením z PI nebo termoplastických fólií, které se snáze přepracovávají.
Při výběru lepidel berte v úvahu teplotu přetavení (zejména u bezolovnatého pájení), potřeby přepracování, dlouhodobé prostředí (teplota, vlhkost) a povrchy, které mají být lepeny.
U složitých tvarů nebo vysoce přesných výztuh dávejte přednost chemickému leptání nebo řezání laserem, abyste snížili náklady na nástroje. Pro velké objemy a pravidelné tvary zvažte lisování nebo vysekávání, abyste snížili jednotkové náklady.
Pokud potřebujete po montáži odstranit výztuhu, ponechte mezi výztuhou a ohybem můstky nebo rýhy, aby bylo možné výztuhu později přerušit nebo odstranit.
7. Shrnutí (klady a zápory)
PI výztuhy: těsná tolerance, dobrá odolnost proti vysokým teplotám, snadná integrace s flexem, dobrá přepracovatelnost; nejsou tak tvrdé jako FR4.
Výztuhy FR4: silnější, tvrdší, stabilnější pro pájecí plochy; větší tolerance, obtížnější přepracování.
Ocelové výztuhy 303: velmi tuhé a stabilní, ale dražší, vyrábějí se leptáním, vyžadují ruční montáž a jejich přepracování je obtížné.

