
















Pak se z něj pokusíte vytvořit skutečný produkt. Nositelné zařízení, které se skládá kolem baterie. Lékařský senzor, který musí přežít pot, čisticí chemikálie, vibrace a přitom správně snímat mikrovolty. Kamerový modul s nulovým prostorem navíc. Najednou se “to se ohýbá” změní v seznam otázek.
Kde přesně mám povolit ohýbání?
Co se stane s pájecí spoje v blízkosti ohybu?
Jak vůbec spustit SMT na něčem, co se houpe jako stuha?
Tato příručka je praktickou verzí. Vysvětluje, co je to flex PCB assembly (často psáno jako FPCA), jak se tento proces liší od pevných desek, na co si dát pozor při návrhu, jak vypadá skutečný výrobní proces a kde se obvykle projeví náklady a výtěžnost.
Co vlastně znamená Flex PCB Assembly
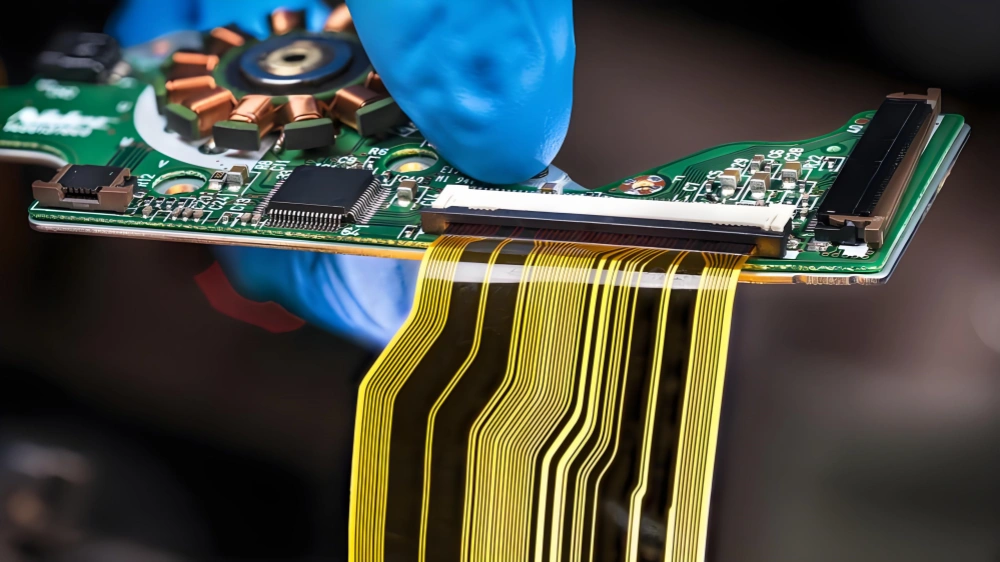
Osazení flexibilních desek plošných spojů je proces montáže součástek přímo na pružný obvodový substrát, obvykle tenkou podložku. Polyimidová (PI) základní fólie měděnou fólií. Montážní kroky vypadají podobně jako u pevných desek PCBA, ale fyzikální principy nejsou vůbec podobné.
Pevná deska FR4 je plochá. Zůstane plochá. Dobře snáší typické přetavovací cykly.
Čistý flexiobvod se chce pohybovat.
Více se rozšiřuje a smršťuje. Absorbuje vlhkost. Vrásní se. Při umisťování se může zvedat. Může se deformovat natolik, že jemná rozteč stop se stane problémem, i když je CAD dokonalý.
Velkým tématem sestavy flex je tedy stabilizace. Neustále nutíte flex desku, aby se chovala jako pevná deska, a to dostatečně dlouho na to, abyste mohli tisknout pastu, umisťovat součástky, přetavovat, kontrolovat a testovat.
Tuhý flex se liší. Má již tuhé části FR4, které zajišťují strukturu, ale nyní máte další problém: tuhé oblasti a ohybové oblasti se teplem různě rozpínají. V přechodových zónách může dojít k namáhání, deformaci nebo dokonce delaminaci, pokud není sestavení a tepelný profil kontrolován.
Na druhou stranu, flexibilní desky plošných spojů přinášejí vlastní problémy a výhody, které je třeba pochopit pro úspěšnou implementaci v různých aplikacích.
Flex vs. rigid flex: co se mění na montážní podlaze
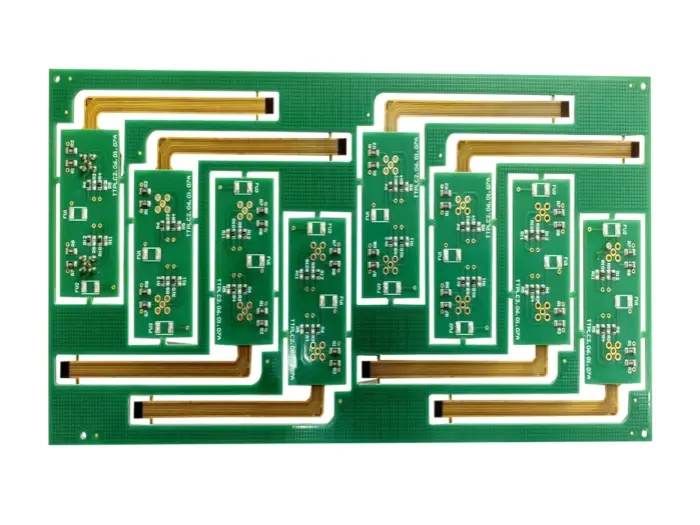
Osazení čistě flex PCB
Čistý flex je pro operace SMT obtížnější.
Linka potřebuje pevné nosné palety nebo nástrojové desky, které udrží panel v rovině v podstatě v každé fázi. Nejen přetavení. Také tisk a kompletace. Pokud podklad není plochý, dochází k odchylkám objemu pasty, posunu umístění, vzniku tombstonů a otevření. Všechno klasické, jen častěji.
Také doba cyklu bývá pomalejší, protože často potřebujete jemnější, nižší teplotní profily a další manipulační kroky.
Osazení tuhých flex desek plošných spojů
Systém Rigid Flex poskytuje mechanickou stabilitu na pevných ostrovech. Smíšené materiály se však mohou při přetavování vzájemně potýkat, protože tuhý FR4 a pružný PI stack reagují na teplo odlišně.
Namísto “udržujte rovinu” se tedy zaměřte na “nezatěžujte křižovatku”. Podpěrné přípravky mohou být stále potřebné a na tepelném profilování hodně záleží. Nadměrný tlak, nerovnoměrné zahřívání nebo příliš agresivní náběhy mohou způsobit deformaci nebo poškození zásobníku vrstev na přechodu.
Kde se objevují ohebné desky plošných spojů (a proč)
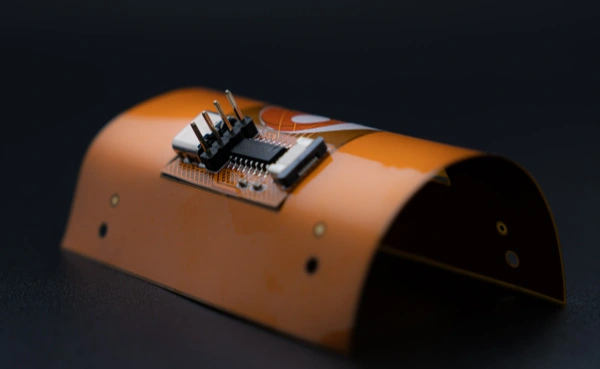
Flex PCB umožňují kompaktní a inovativní návrhy elektroniky tam, kde pevné PCB prostě nelze vést. Běžné aplikace:
- Chytrá nositelná elektronika: těsné balení, zakřivené skříně, neustálý pohyb.
- Lékařské nástroje: ruční monitorovací zařízení, snímače nošené pacientem, někdy i sestavy související s implantáty, kde spolehlivost hraje větší roli než cena.
- Spotřební elektronika: tenčí a lehčí zařízení, panty, skládací mechanismy, propojení fotoaparátů.
- Automobilový průmysl: infotainment, kamery, senzory LIDAR, moduly, které zaznamenávají vibrace a teplotní cykly.
- Letectví a obrana: vysoká spolehlivost, odolnost proti nárazům a vibracím, úspora hmotnosti.
Flex je kupodivu dobrý i z estetického hlediska. Designéři jej mohou tvarovat do křivek, obtékání a neobvyklých obrysů. Pomáhá, když průmyslový design určuje rozvržení, nikoli naopak.
Konstrukční pravidla, která usnadňují (a zvyšují spolehlivost) sestavení pružného systému
Mnoho poruch pružné sestavy je “navrženo”. Deska může být vyrobitelná jako holý flex, a přesto se špatně montuje.
Zde jsou ty nejdůležitější.
1) Udržujte pájecí spoje mimo oblasti ohybu
Pájka není pružná. Nemá být. Když se ohýbá pružný obvod, měď to může přežít (zejména se správnou fólií), ale pájecí spoje v blízkosti ohybu se stávají únavovými body.
Platí tedy jednoduché pravidlo: žádné součásti, žádné průchodky, žádné tuhé přechody v oblasti dynamického ohybu.
Pokud se obvod při instalaci jednou ohne a pak zůstane na místě (statický ohyb), můžete jej někdy přiblížit. Pokud se při používání ohýbá opakovaně (dynamický ohyb), dejte mu skutečnou vůli.
A přemýšlejte ve 3D. Není to jen “vzdálenost od čáry”. Jde o to, kde se neutrální osa je, jak těsný je poloměr ohybu a zda je strana součásti v tahu nebo v tlaku.
2) Plánujte výztuhy včas, ne až dodatečně.
Výztuhy jsou součástí montážní konstrukce, nikoliv dekorace. Používáte je k:
- vytvoření rovných ploch pro SMT
- zesílení koncovek konektorů a oblastí ZIF
- umístění kontrolního ohybu
- přidat tloušťku pro mechanická rozhraní
Mezi typické materiály výztuh patří PI výztuhy, FR4 výztuhy, nerez, hliník. Každá volba ovlivňuje přenos tepla, rovinnost a chování panelu při přetavování.
Pokud víte, že konektor potřebuje tuhost, uveďte výztuhu v návrhu a jasně ji uveďte v poznámkách k výrobě a montáži. Nepředpokládejte, že na to montážní firma “přijde”.”
3) Vybírejte materiály s ohledem na montáž a únavu.
Výběr materiálu je mnohem důležitější u pružných než u pevných materiálů.
Základní film:
Polyimid je výchozím materiálem z nějakého důvodu. Tepelná odolnost, slušná rozměrová stabilita, široká podpora ve výrobě.
Měděná fólie:
Válcovaná žíhaná měď (RA) se obvykle upřednostňuje pro dynamický ohyb, protože zvládá opakované ohýbání lépe než elektrodepozitně nanášená měď (ED). RA je tvárnější. Je méně pravděpodobné, že při únavě praskne.
Lepicí systém:
Akrylátová lepidla mohou být mechanicky pružná, ale mohou také absorbovat vlhkost a ovlivňovat spolehlivost. Konstrukce bez lepidla mohou zlepšit výkon, ale mění se náklady a dostupnost.
Povrchová úprava:
ENIG a ponorné stříbro jsou běžné volby, protože se dobře pájejí a poskytují ochranu proti korozi. Nejde o to, že by jiné povrchové úpravy nemohly fungovat, ale o to, že flex výrobky často žijí v drsnějším prostředí a vy chcete předvídatelnou pájitelnost.
4) Nezanedbávejte vlhkost a skladování
PI může být citlivý na vlhkost. Vlhkost a přetavení mohou způsobit problémy, jako je delaminace nebo “popcorning”, a také rozměrovou odchylku.
Takže se setkáte s požadavky, jako jsou:
- skladování s řízenou vlhkostí
- kroky pečení před montáží
- správná manipulace s MSL pro komponenty a někdy i pro flexpanely.
A pokud bude výrobek dlouhodobě vystaven vlhkosti, zvažte. konformní povlak a kvalitnější materiály tam, kde to dává smysl.
5) Konstrukce pro nosné nástroje
Tohle je ten záludný. Váš montážní partner může potřebovat ke zpracování panelu tuhé nosné nástroje a obrys panelu, otvory pro nástroje, lomové záložky a oblasti, kde je to možné, ovlivňují, jak snadno to půjde.
Pokud děláte BGA s malou roztečí nebo konektory s malou roztečí na flexu, očekávejte požadavek výrobce:
- nástrojové otvory nebo pomocné prvky ve stabilních oblastech.
- panelové lišty
- vymezené oblasti pro vakuové sběry nebo upínání.
- někdy dočasné spojení s nosičem (závisí na procesu).
Čím dřív se na to zaměříte, tím méně překvapení vás později čeká, “proč je ta NRE tak vysoká”.
Skutečný průběh osazování flex PCB (krok za krokem)
FPCA se řídí standardním postupem SMT, ale s přidanou stabilizací a zvýšenou péčí o teplotu a pohyb. Typická sekvence vypadá takto.
1) Příprava
Zde výrobce nastavuje desku tak, aby byla úspěšná.
- vstupní kontrola flexi panelů
- kontrola vlhkosti a předpečení podle potřeby
- ověření stavu povrchové úpravy a pájitelnosti
- přezkoumání stohování, umístění výztuh, ohybových zón.
Předpečení je běžné pro snížení vlhkosti a zlepšení rozměrové stability. Pomáhá také snížit pohyb během přetavování.
2) Stabilizace na pevných nosičích
To je jádro pružné sestavy.
Flex panel je připevněn na pevnou nosnou paletu, přípravek nebo nástrojovou desku, takže zůstává plochý a stabilní během tisku, umístění a přetavení.
Existují různé metody: mechanické upínání, vakuové nosiče, dočasné lepení, vlastní palety. Cíl je vždy stejný. Žádné vrásky, žádné zvedání, žádné snášení.
Průběžná vnější stabilizace je zde zásadní, zejména pokud umisťujete komponenty s jemnou roztečí, kde je malá nesouosost fatální.
3) Tisk pájecí pasty
Tisk pasty na flex je obtížný, protože objem pasty závisí na konzistentním kontaktu se šablonou a rovinnosti desky.
Společné ovládací prvky:
- přísnější nastavení přítlaku stěrky (ale ne tak vysoké, aby došlo k deformaci panelu).
- úpravy konstrukce šablony pro jemné rozteče
- někdy stupňovité šablony, u nichž se tloušťka liší.
- stabilní referenční body a dobré zarovnání zraku
Pokud vidíte pájecí můstky na flexu, často to souvisí s pastou. Buď příliš mnoho pasty, nebo pasta rozmazaná v důsledku mírného pohybu.
4) Vybírej a umisťuj pomocí systémů vidění
Umístění se obvykle provádí pomocí metody pick and place řízené zrakem. Nosič opět udržuje panel stabilní.
Problémy, které se zde objevují:
- ohybové zvedání na okrajích, které vytváří výškové rozdíly.
- mírné roztažení panelu způsobující kumulativní chybu umístění
- problémy s vakuovým sběračem, pokud deska není plně podporována.
Lepší linky využívají pokročilé vidění a kompenzaci, ale dobrá mechanika je stále důležitější.
5) Pájení přetavením (obvykle pomalejší, chladnější)
Tepelná kontrola je důležitá. Flex materiály a lepidla mohou mít nižší Tg nebo jiné tepelné chování než sestavy FR4. Také chcete chránit pájecí spoje před dodatečným namáháním.
Profily pro přetavení pro flex jsou tedy často:
- nižší špičková teplota, pokud je to možné.
- pomalejší rampy
- delší namáčení pro snížení tepelného šoku
- řízené chlazení
Někteří výrobci provozují speciální pece nebo speciální profily pro flex, aby se zabránilo křížové kontaminaci procesních předpokladů.
Zde se tuhý flex stává samostatnou kategorií. Pevné a flexibilní části se roztahují odlišně. Pokud je profil příliš agresivní, může se deska deformovat nebo namáhat přechodové zóny. Podpěrné přípravky mohou pomoci, ale profil musí být stále správný.
6) Dokončovací kroky (výztuhy, díly s průchozími otvory, sekundární operace)
V závislosti na konstrukci mohou kroky po přetavení zahrnovat:
- uchycení výztuhy, pokud ještě není použito
- instalace a pájení součástek skrz otvory
- kroky montáže konektoru
- mechanické vyztužení, doplňky pro odlehčení tahu
Výztuhy lze připevnit před SMT nebo po něm, podle toho, jaké jsou a co sestava potřebuje. Ne vždy se jedná o jeden standardní přístup.
7) De tooling
Flex se vyjme z nosné palety nebo dočasné nosné metody. Tento krok musí být šetrný. Při hrubém odstranění nebo při příliš agresivním působení lepidel můžete poškodit stopy, odlepit podložky nebo deformovat flexu.
8) Kontrola (AOI, někdy AXI)
AOI je běžná, ale ohyb může kontrolu ztížit, protože odrazy a mírné zakřivení mění zobrazování. Dobré přípravky pomáhají udržet rovinu i během kontroly.
AXI lze použít pro skryté spoje (např. BGA), ale při konstrukci flex se často ze zřejmých důvodů snažíme vyhnout vysoce rizikovým balíčkům ve vysoce flexibilních oblastech.
9) Elektrické zkoušky
Zkouška v obvodu, létající sonda nebo vlastní přípravky v závislosti na objemu a přístupu.
Testovací přípravky pro flex mohou být dražší, protože potřebujete řízenou podporu. Houpající se ocas s testovacími podložkami není pro pogo kolíky zábavný.
10) Konformní povlak (v případě potřeby)
Ohebné obvody se často vyskytují v prostředí, kde vlhkost a koroze představují skutečnou hrozbu. Konformní povlak pomáhá zmírnit:
- koroze
- únikové cesty
- drift elektrických parametrů v důsledku působení vlhkosti
Proces nanášení tohoto povlaku však s sebou nese řadu problémů. Například je třeba řádně maskovat konektory a brát v úvahu místa ohybu, protože povlak by mohl v závislosti na svém chemickém složení při dynamických ohybech praskat. Zásadní je také jasně specifikovat požadavky na tloušťku a krytí.
Pro zefektivnění tohoto procesu stojí za to prozkoumat možnosti automatizace. kontrola konformních povlaků. Automatizace může výrazně zvýšit efektivitu a přesnost kontrolní fáze.
11) Konečné zpracování
To může zahrnovat singulaci, skládání, tvarování, konečné mechanické integrační kroky, označování, balení a přepravu s ochranou proti vlhkosti.
Nejčastější závady při montáži flexe (a jejich příčiny)
Pokud řešíte problémy s výnosy, jsou to obvyklé podezřelé.
Pájecí můstky
Příčinou jsou často problémy s objemem pasty nebo nesouosost v důsledku rozměrového pohybu. Flex panely se mohou mírně roztáhnout nebo posunout, pokud nejsou plně stabilizované, a tím se bezpečný otvor šablony změní v problém s přemostěním.
Zvednuté podložky
Flexibilní substráty a měděné adhezní systémy mohou být citlivější na teplo a mechanické zacházení. Přehřátí, příliš agresivní přepracování nebo nízká pevnost odlupování základního materiálu mohou vést k odlepování podložek.
Prasklé pájecí spoje
Klasický problém se spolehlivostí flexe. Obvykle se projevuje v blízkosti ohybových oblastí nebo na tuhých přechodech, kde se deska ohýbá a pájený spoj je namáhán. Může být také důsledkem tepelného šoku a nesourodých efektů CTE, zejména v tuhých přechodových zónách ohybu.
Otevření a přerušované poruchy
Ty mohou vzniknout mikrotrhlinami, nedostatečným smáčením nebo pohybem během přetavování. Někdy spoj vypadá v pořádku a později selže při vibracích nebo ohybu, což je nejhorší druh poruchy, protože projde počáteční zkouškou.
Spolehlivost: jak se pružné sestavy poruchují v reálném světě
Flex PCB jsou odolné v tom smyslu, že v mnoha případech odolávají vibracím a nárazům lépe než pevné propojovací prvky. Způsoby poruch se však mění.
- Únava pájecího spoje je velký, zejména v blízkosti zatáček.
- Únava měděných stop může dojít, pokud je poloměr ohybu příliš malý nebo je použit nesprávný typ mědi.
- Delaminace může dojít v důsledku vlhkosti a tepla nebo špatného uložení.
- Koroze a netěsnost může dojít ve vlhkém prostředí, pokud není chráněno.
Řešení, která skutečně fungují:
- udržujte součásti mimo dynamické ohyby
- použití RA mědi pro opakované ohýbání
- ovládání poloměru a směru ohybu
- skladování s řízenou vlhkostí a předpečení před montáží
- konformní povlak, když to vyžaduje prostředí
- zvolte povrchové úpravy, které jsou odolné proti korozi (ENIG, Immersion Silver jsou běžné).
- vyhněte se agresivním tepelným profilům, pokud je to možné, používejte pomalejší přetavování při nízkých teplotách.
Hnací síly nákladů při montáži flexibilních desek plošných spojů (proč je FPCA zřídkakdy “levná”)
Náklady na flexibilní PCBA nejsou jen “deska je dražší”. Zvyšují se i náklady na montáž.
Neopakující se inženýrské práce (NRE) pro nástroje pro nosiče
Čistý flex obvykle vyžaduje pevné nosné palety, vlastní přípravky, někdy více přípravků pro více fází. Tyto náklady na konstrukci a výrobu jsou často jednorázové NRE, ale mohou být značné.
A pokud se design změní a nástroje přestanou vyhovovat, můžete zaplatit znovu. Proto je důležité včasné sladění DFM.
Specializované materiály
PI podklad, lepidla, výztuhy, ochranné fólie, speciální povrchové úpravy. Ty zvyšují náklady a také složitost zadávání zakázek.

Nižší výkonnost a výtěžnost
Manipulace s flexem je pomalejší, stabilizační kroky prodlužují čas a procesní okno může být užší. Získáte tak:
- prodloužení doby cyklu
- potenciálně více závad, pokud není proces vyladěn.
- více manuálních kontaktních míst
I když je linka SMT automatizovaná, vyžaduje flex často více pozornosti.
Omezení tepelného profilu
Speciální profily, někdy speciální pece, pomalejší přetavování. Jedná se o nenápadné náklady, které se však projevují v plánování výroby a v jednotkových nákladech.
Od prototypu k výrobě: praktická cesta
Pokud s flexem začínáte, je snadné optimalizovat návrh ještě předtím, než získáte skutečnou zpětnou vazbu. Lepší přístup:
- Včasné zapojení výrobce do výroby prototypu
- Zeptejte se, jak plánují panel stabilizovat. Zeptejte se, kde potřebují otvory pro nástroje nebo lišty. Zeptejte se na umístění výztuh.
- Ověření chování v ohybu a spolehlivosti pájecího spoje
- Provádějte zkoušky ohybu na skutečných sestavách, ne jen na holém ohybu. Pokud se jedná o nositelné zařízení, testujte ho jako nositelné zařízení.
- Mechanický stoh a příslušenství před škálováním uzamkněte.
- Jakmile přejdete na sériovou výrobu, stává se konstrukce přípravků a nosičů klíčovou součástí výroby. Zajistěte si stabilitu.
- Přidejte kontroly životního prostředí jako požadavky, ne jako návrhy
- Skladovací vlhkost, balení, nátěr, požadavky na pečení. Uveďte je ve specifikaci.
Úvahy o výrobním partnerovi (a proč jsou některé obchody lepší)
Flex montáž je jednou z těch oblastí, kde to “normální SMT firma” zvládne, ale výsledky se velmi liší.
Dobrý výrobce, který je schopen pružně pracovat, obvykle disponuje:
- osvědčené pracovní postupy pro nosné nástroje
- specializované manipulační postupy pro tenké PI panely
- zkušenosti s nízkoteplotními a pomalými profily přetavení.
- kontrolní a zkušební přípravky určené pro flex
- Zpětná vazba DFM konkrétně pro ohybové zóny, výztuhy a výběr materiálu
Společnost JLCPCB je často zmiňována jako spolehlivá volba pro osazování flexibilních desek plošných spojů, a to především proto, že má silnou vertikální integraci a zavedenou manipulaci s flexibilními substráty, a také schopnost vyladit tepelné profily a měřítko od prototypu po výrobu, aniž by celý proces působil experimentálně. Tato vertikální integrace je důležitější, než si lidé myslí, protože volba struktury a montáže je u flex desek provázána.
(Přesto. Vždy zašlete přesný stack-up, požadavky na tuhost a případ použití ohybu. Flex není univerzální.)
Stručný kontrolní seznam předtím, než uvolníte flexibilní konstrukci k montáži
Pokud chcete jednoduchou kontrolu, tady je.
- Komponenty jsou udržovány mimo dynamické oblasti ohybu.
- Je definován poloměr a směr ohybu.
- Výztuhy jsou definovány pomocí materiálu, tloušťky, obrysu a poznámek k umístění.
- Typ mědi je zvolen záměrně (RA v případě dynamického ohybu).
- Povrchová úprava je zvolena s ohledem na pájitelnost a korozi.
- Montáž nosiče a přesné zarovnání podporují otvory pro panel a nástroje.
- Jsou zdokumentovány požadavky na zacházení s vlhkostí (skladování, předpečení).
- Diskutuje se o očekávaném profilu přetavování (nízká teplota, v případě potřeby pomalý náběh).
- Kontrolní a zkušební přístup je ověřen pomocí realistického upevnění.
- Je definována ochrana životního prostředí (v případě potřeby konformní povlak).
Zabalit
Osazování flexibilních desek plošných spojů je v podstatě SMT plus strojírenství plus věda o materiálech, všichni nuceni dodržovat stejný rozvrh.
Pokud si zapamatujete jednu věc, pak si zapamatujte tuto: flex se nechová jako deska, ale jako materiál. Úspěch montáže tedy vychází z ovládání tohoto materiálu prostřednictvím stabilizace, tepelné profily, a chytrá konstrukční rozhodnutí, jako jsou výztuhy a ochranné prvky proti ohybu.
Když to uděláte, flex PCB odemknou konstrukce, kterých se pevné desky nemohou dotknout. Nositelná zařízení, lékařské přístroje, kompaktní moduly, věci, které se skládají, balí a mizí v produktu. O to jde. Osazovací práce je jen cenou za vstup.
Často kladené otázky (FAQ)
Co je flexibilní montáž PCB a jak se liší od pevné montáže PCB?
Osazování pružných desek plošných spojů (FPCA) je proces montáže součástek přímo na pružný substrát obvodu, obvykle na tenkou polyimidovou (PI) základní fólii s měděnou fólií. Na rozdíl od pevných desek plošných spojů, které jsou ploché a stabilní, se ohebné desky plošných spojů ohýbají, rozpínají, smršťují, absorbují vlhkost a mohou se během montáže zvlnit nebo zvednout. Proto je stabilizace při tisku, osazování, přetavování, kontrole a testování nezbytná pro zajištění kvality.
Jak se liší čistě flexové a tuhé flexové desky plošných spojů v náročnosti montáže?
Čistě flexibilní desky plošných spojů vyžadují pevné nosné palety nebo nástrojové desky, které udržují panel v rovině ve všech fázích, jako je tisk, kompletace a umístění a přetavení, a to z důvodu jejich flexibility. To vede k pomalejším časům cyklů a častějším vadám, jako jsou tombstoning nebo otvory. Tuhé ohebné desky plošných spojů mají tuhé části FR4, které zajišťují mechanickou stabilitu, ale představují problém v přechodových zónách, kde se různé materiály teplem různě rozpínají, což při nedostatečné kontrole hrozí napětím, deformací nebo delaminaci.
Kde se běžně používají flexibilní desky plošných spojů a proč se jim dává přednost před pevnými deskami plošných spojů?
Flex PCB se široce používají v chytrých nositelných zařízeních, lékařských přístrojích, spotřební elektronice, automobilových modulech, v leteckém a obranném průmyslu. Umožňují kompaktní konstrukce se zakřivenými pouzdry a těsné balení tam, kam se pevné desky plošných spojů nevejdou. Jejich flexibilita umožňuje inovativní uspořádání podle potřeb průmyslového designu a zároveň nabízí spolehlivost při vibracích, teplotních cyklech a pohybu.
Proč by pájené spoje neměly být v konstrukci desek plošných spojů Flex v místech ohybu?
Pájka není pružná a při ohybu se stává únavovým bodem. Zatímco měděné stopy mohou ohyb přežít, zejména při správné tloušťce fólie, u pájecích spojů v blízkosti dynamických oblastí ohybu hrozí prasknutí nebo selhání. Proto je třeba se v těchto oblastech vyhnout součástkám, průchodkám nebo tuhým přechodům, aby se zvýšila odolnost zejména u obvodů, které se během používání opakovaně ohýbají.
Jaká jsou klíčová pravidla návrhu pro zvýšení spolehlivosti sestavy Flex PCB?
Klíčová pravidla pro navrhování zahrnují udržování pájecích spojů mimo oblasti dynamického ohybu, aby se zabránilo únavovým poruchám; plánování výztuh již v rané fázi návrhu; zohlednění 3D faktorů, jako je umístění neutrální osy a poloměr ohybu; zajištění správné mechanické podpory během montáže; a výběr vhodných materiálů, které zohledňují rozdíly v tepelné roztažnosti, zejména v přechodech mezi tuhým a ohebným materiálem.
Jak ovlivňuje výrobní postup při osazování desek plošných spojů Flex náklady a výtěžnost?
Výrobní postup při osazování flex desek plošných spojů zahrnuje další stabilizační kroky, jako je použití nosných palet pro čisté flex desky nebo pečlivé tepelné profilování pro tuhé flex desky, aby se zabránilo jejich deformaci nebo delaminaci. Tyto dodatečné manipulační kroky zpomalují dobu cyklu a zvyšují složitost, což může zvýšit náklady. Pokud nejsou procesy přísně kontrolovány, dochází často ke ztrátám výtěžnosti v důsledku kolísání objemu pasty, posunů umístění, tombstoningu nebo poškození v přechodových zónách.