
















Tato poznámka vysvětluje, proč mohou panely PCB během zpracování měnit velikost a jak to kontrolovat. Od prvního přenosu vzoru vnitřní vrstvy na desce Základní materiál PCB, přes několik cyklů laminace a poté k přenosu vzoru vnější vrstvy se panel může ve směru X a Y různě rozšiřovat nebo smršťovat. Prozkoumáním celého vývojového diagramu výroby desek plošných spojů můžeme najít kroky procesu a příčiny, které vedou k abnormálnímu rozšíření panelu nebo špatné konzistenci velikosti.
1. Hlavní příčiny zvětšování a zmenšování velikosti desek plošných spojů
1.1 Stabilita vstupního materiálu a konzistence jednotlivých šarží
Hlavním faktorem je stabilita velikosti vstupního základního materiálu DPS. Zvláštní pozornost věnujte tomu, jak konzistentní je materiál mezi jednotlivými cykly laminace od stejného dodavatele. I když každá šarže splňuje specifikaci materiálu, může špatná konzistence mezi šaržemi způsobit problémy. Například zkušební deska z první série může být upravena přiměřenou kompenzací vnitřní vrstvy. Později, když se ve výrobě použije jiná šarže základního materiálu, může se konečná velikost vzoru dostat mimo toleranci.
Existuje ještě jeden abnormální případ. Některé šarže vykazují normální rentgenové poměry a poměry přenosu vnější vrstvy po laminování vnější vrstvy. Později, před frézováním obrysů, se však zjistí, že se panel smrskl. V jednom výrobním případu vykazovaly některé šarže po přenosu vnější vrstvy vážné smrštění. Šířka panelu v porovnání s délkou expedované jednotky se vzhledem k měřítku přenosu vnější vrstvy smrštila až o 3,6 milimetru na 10 palců. Tuto šarži jsme sledovali. Rentgenové údaje po laminaci vnější vrstvy a měřítko přenosu vnější vrstvy byly stále v kontrolních mezích. V současné době nemá řízení procesu spolehlivou monitorovací metodu, která by tento druh posunu včas zachytila.
1.2 Faktory návrhu panelizace (pole)
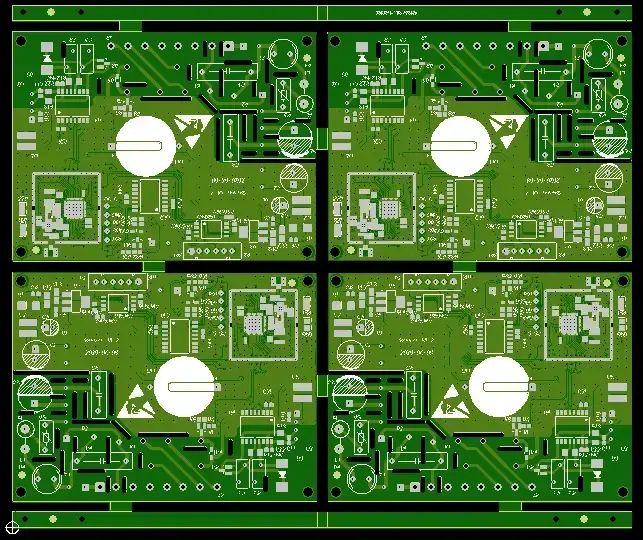
Standardní panely jsou obvykle navrženy se symetrickým uspořádáním. Pokud je měřítko přenosu normální, symetrické rozložení nemá velký vliv na konečnou velikost vzoru. Někteří zákazníci nebo konstruktéři však používají nesymetrické rozložení panelů, aby zlepšili využití materiálu a snížili náklady. Nesymetrické rozložení může způsobit zjevné rozdíly ve velikosti vzoru v různých oblastech panelu. Během zpracování se u nesymetrických panelů může projevit horší kontrola registrace. To platí pro laserové vrtání naslepo, osvit přenosu vnější vrstvy, osvit pájecí masky a tisk legendy. V těchto krocích se nesymetrické panely hůře zarovnávají a vylepšují než symetrické.
1.3 Faktory přenosu první vnitřní vrstvy vzoru
Přenos první vnitřní vrstvy je klíčovým krokem pro konečnou velikost DPS. Pokud je měřítko filmu nebo kompenzace filmu pro první přenos vnitřní vrstvy špatné, pak konečná velikost vzoru PCB nemusí vyhovovat potřebám zákazníka. Špatné škálování první vrstvy může způsobit i pozdější problémy. Například laserové slepé průchodky nemusí být zarovnány se svými dopadovými podložkami. To může snížit izolaci mezi vrstvami a může dokonce způsobit zkrat. Může to také způsobit problémy s registrací průchozích nebo slepých průchodek při přenosu vnější vrstvy.
2. Cílený monitoring a metody zlepšování
Na základě výše uvedené analýzy můžeme přijmout konkrétní metody monitorování a zlepšování.
2.1 Sledování stability velikosti vstupního základního materiálu a konzistence dávky
- Pravidelné testy. Pravidelně testujte stabilitu velikosti základního materiálu od různých dodavatelů. Sledujte rozdíly v osnově a útku (X a Y) mezi šaržemi stejné třídy materiálu. K analýze údajů ze zkoušek použijte jednoduchou statistiku. To pomůže najít dodavatele, jejichž materiál je v průběhu času stabilnější.
- Využití údajů pro výběr dodavatele. Poskytněte údaje o velikosti SQE (Supplier Quality Engineering) a nákupu. Získáte tak lepší podklady pro výběr dodavatele.
- Detekce závažných posunů. U jednotlivých špatných šarží, které způsobují závažné smrštění po přenosu vnější vrstvy, je dnes jedinou praktickou detekcí měření prvních výrobních panelů při obrysovém směrování nebo kontrola při revizi zásilky. Druhá metoda vyžaduje přísnou kontrolu šarže. Ve velkosériové výrobě s mnoha šaržemi může docházet k záměnám, což ztěžuje detekci.
2.2 Pokud je to možné, používejte symetrické konstrukce panelů
- Pravidlo pro navrhování. Snažte se o symetrické provedení panelů. Symetrie pomáhá udržet rovnoměrné rozpínání a smršťování všech dodávaných jednotek v panelu.
- Označte pozice panelů. Pokud je to možné, požádejte zákazníka, aby umožnil označení okrajů procesu, například leptacími značkami nebo tištěným textem, pro označení každé pozice dodávané jednotky na panelu. U nesymetrických konstrukcí je toto značení užitečnější. Pokud jedna jednotka v panelu později vykazuje odchylku ve velikosti nebo lokální vadu spodní podložky ve slepém stavu, můžete špatnou jednotku identifikovat a před expedicí ji odstranit. Vyhnete se tak selhání montáže a reklamacím ze strany zákazníků.
2.3 Vytvoření pilotní desky pro nastavení měřítka přenosu a jeho ověření
- Vyrobte pilotní desku s měřítkem. Vyrobte první pilotní desku, abyste určili správné měřítko fólie pro první přenos vnitřní vrstvy. Tento krok je rozhodující, pokud měníte základní materiál nebo dodavatele P-fólie za účelem snížení nákladů nebo z jiných důvodů.
- S neovladatelnými panely zacházejte opatrně. Pokud naleznete panely, které jsou nekontrolovatelné, zkontrolujte, zda jsou otvory pro průchodky jednotky z druhotného vrtání. U panelů po běžném vrtání je můžete uvolnit pro přenos vnější vrstvy a podle potřeby upravit měřítko fólie. U panelů se sekundárně vyvrtanými otvory však s abnormálními panely zacházejte obzvlášť opatrně. Musíte zajistit, aby rozměry hotového vzoru a vzdálenost od terče k průchozímu otvoru (sekundárně vyvrtanému) odpovídaly specifikaci. Uchovávejte si záznamy: shromažďujte údaje o měřítku první desky pro panely se sekundární laminací, abyste měli referenci.
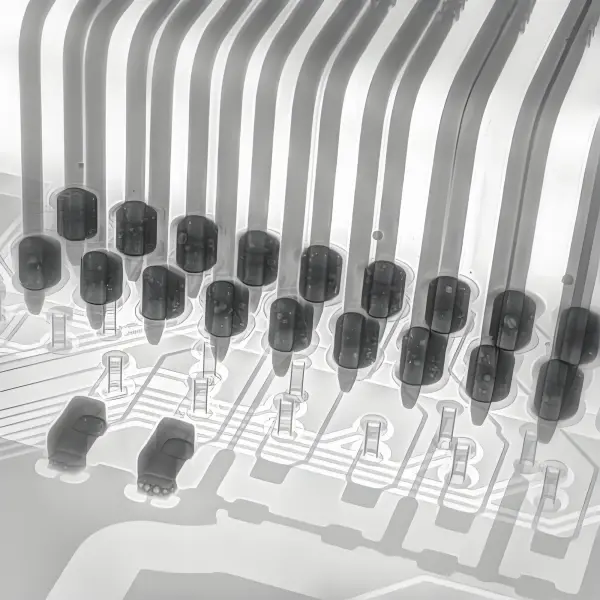
2.4 Řízení procesu pomocí registračních dat vnitřní vrstvy rentgenového záření
- Použijte rentgenovou registraci. Po laminaci použijte rentgenové měření terčů vnitřní vrstvy panelu k získání registračních údajů pro pozice vyvrtaných průchodek. Porovnejte tato naměřená čísla terčů vnitřní vrstvy s přijatými údaji pilotní desky. Toto porovnání ukáže, zda velikost panelu nevykazuje abnormální roztažnost nebo smrštění.
- Přísná tolerance škálování. Teoretická analýza ukazuje, že by zde mělo být škálování kontrolováno v rozmezí přibližně ±0,025%, aby byly splněny požadavky na velikost standardních panelů. Udržujte tuto toleranci v úzkém rozsahu, abyste se vyhnuli pozdějším problémům s registrací.
3. Shrnutí a závěrečné doporučení
Analýzou hlavních příčin zvětšování a zmenšování velikosti desek plošných spojů můžeme najít praktické body sledování a metody zlepšování. Klíčová opatření jsou:
- Testování a sledování stability vstupního materiálu v jednotlivých šaržích.
- Upřednostňujte symetrické rozložení panelů a přidávejte značky polohy, pokud musí být rozložení asymetrické.
- Pomocí pilotních desek nastavte měřítko první vnitřní vrstvy filmu a zaznamenejte údaje.
- Pomocí rentgenové registrace po laminaci můžete včas odhalit změny velikosti.
- K panelům se sekundárním vrtáním přistupujte jinak a s větší pečlivostí.
Doufám, že tyto myšlenky budou pro odborníky na PCB užitečné. Zkombinujte tyto metody s vlastními výrobními podmínkami. Pak si vyberte zlepšení, která vyhovují vaší továrně a vašim výrobkům. Pokud budete chtít, mohu vám připravit krátký kontrolní seznam nebo šablonu pro testování materiálů a záznamy o pilotních deskách, které můžete použít v dílně.
4. Výhody společnosti Philifast v oblasti kontroly velikosti PCB a stability procesu
4.1 Schopnosti výroby a kontroly kvality
Společnost Philifast má velké praktické výhody při kontrole změn velikosti desek plošných spojů a při dodávání stabilních a spolehlivých desek. Společnost funguje již mnoho let a používá pokročilé výrobní linky a kontrolní nástroje. Je držitelem klíčových certifikátů kvality a provozuje kvalifikovaný inženýrský tým, který se zabývá pilotními deskami, kontrolou vstupního materiálu a nastavením procesu. Společnost Philifast má několik SMT linek, rentgenové kontroly, kontroly AOI a SPI a kompletní PCBA které pomáhají odhalit a předejít problémům s velikostí a registrací již v počáteční fázi toku.
4.2 Opatření pro řízení procesů a integrace služeb
Společnost Philifast provádí přísnou kontrolu vstupního materiálu, zaznamenává údaje o měřítku pilotní desky a pomocí rentgenové registrace sleduje cíle vnitřní vrstvy po laminaci. Tyto kroky snižují riziko pozdějšího smrštění nebo roztažnosti a usnadňují nalezení špatných jednotek v panelu před expedicí. Společnost Philifast také nabízí komplexní služby v oblasti PCB a PCBA od prototypu až po sériovou výrobu, takže stejný tým, který sestavuje vzor desky, ji může sledovat až po osazení a testování, aby byly výsledky konzistentní.

