
















Ova bilješka objašnjava zašto se veličina PCB panela može mijenjati tokom obrade i kako to kontrolisati. Od prvog prijenosa uzorka na unutrašnjem sloju na Osnovni materijal PCB-a, Kroz nekoliko ciklusa laminacije, a zatim pri prijenosu uzorka na vanjski sloj, panel se može širiti ili skupljati različito u smjeru X i Y. Pregledom cjelokupnog dijagrama proizvodnog toka PCB-a možemo pronaći korake procesa i uzroke koji dovode do abnormalnog širenja panela ili loše konzistentnosti dimenzija.
1. Glavni uzroci širenja i skupljanja PCB-a
1.1 Stabilnost materijala pri dolasku i dosljednost iz serije u seriju
Glavni faktor je stabilnost dimenzija osnovnog materijala PCB-a. Obratite posebnu pažnju na to koliko je materijal dosljedan između ciklusa laminacije od istog dobavljača. Čak i ako svaka serija zadovoljava specifikaciju materijala, loša dosljednost između serija može uzrokovati probleme. Na primjer, probna ploča iz prve serije može biti podešena uz razumnu kompenzaciju unutrašnjih slojeva. Kasnije, kada proizvodnja koristi drugu seriju osnovnog materijala, konačna veličina uzorka može izaći iz tolerancije.
Postoji još jedan abnormalni slučaj. Neke serije pokazuju normalan rendgenski snimak i omjere prijenosa vanjskog sloja nakon laminacije vanjskog sloja. Ali kasnije, prije obrubljivanja kontura, utvrđeno je da se panel smanjio. U jednom proizvodnom slučaju, neke serije su pokazale ozbiljno smanjenje nakon prijenosa vanjskog sloja. Panelizirana širina u odnosu na isporučenu dužinu jedinice, u odnosu na skalu prijenosa vanjskog sloja, smanjila se za čak 3,6 mil po 10 inča. Pratili smo ovu seriju. Podaci sa rendgenskog snimanja nakon laminacije vanjskog sloja i skala prijenosa vanjskog sloja i dalje su bili unutar kontrolnih granica. Trenutno procesna kontrola nema pouzdanu metodu praćenja za rano otkrivanje ovakvog pomaka.
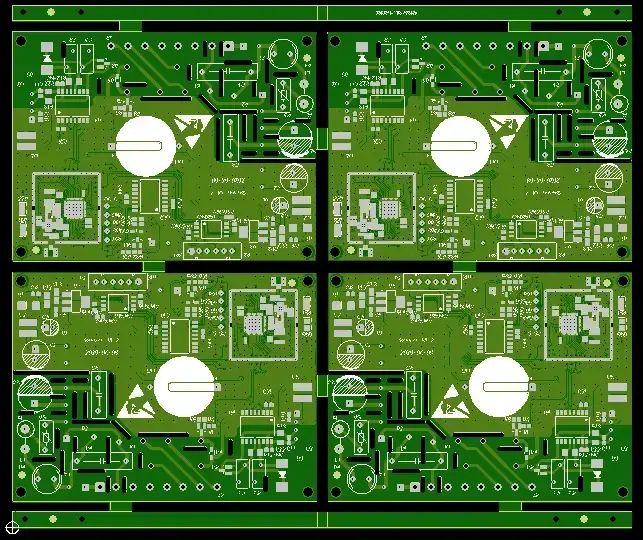
1.2 Faktori dizajna za panelizaciju (raspored)
Standardni paneli se obično projektuju sa simetričnim rasporedima. Kada je skala prenosa normalna, simetrični rasporedi ne utiču mnogo na konačnu veličinu uzorka. Ali neki kupci ili dizajneri koriste asimetrične rasporede panela kako bi poboljšali iskorištenje materijala i smanjili troškove. Nesimetrični rasporedi mogu uzrokovati očigledne razlike u veličini uzorka u različitim dijelovima panela. Tokom obrade možete primijetiti lošiju kontrolu registracije kod nesimetričnih panela. To vrijedi za lasersko bušenje slijepih prolaza, ekspoziciju prijenosa na vanjskim slojevima, ekspoziciju maske za lemljenje i štampanje natpisa. U ovim koracima nesimetrični paneli su teže poravnati i poboljšati nego simetrični.
1.3 Prvi faktori prijenosa uzoraka unutrašnjeg sloja
Prijenos uzorka prvog unutrašnjeg sloja ključni je korak za konačnu veličinu PCB-a. Ako je skaliranje filma ili kompenzacija filma za prijenos prvog unutrašnjeg sloja pogrešno, veličina gotovog uzorka PCB-a možda neće zadovoljiti potrebe kupca. Pogrešno skaliranje prvog sloja može također uzrokovati kasnije probleme. Na primjer, laserske slijepe vijase možda se neće poravnati sa svojim odvodnim pločicama. To može smanjiti izolaciju između slojeva i čak uzrokovati kratke spojeve. Također može uzrokovati probleme s registracijom prolaznih ili slijepih vijasa tijekom prijenosa vanjskog sloja.
2. Metode ciljanog nadzora i poboljšanja
Na osnovu gore navedene analize možemo usvojiti specifične metode praćenja i poboljšanja.
2.1 Pratiti stabilnost veličine dolaznog osnovnog materijala i konzistentnost serije
- Periodična ispitivanja. Redovno ispitujte stabilnost dimenzija osnovnog materijala od različitih dobavljača. Pratite razlike u poprečnom (X) i uzdužnom (Y) smjeru između serija istog razreda materijala. Koristite jednostavnu statistiku za analizu podataka ispitivanja. To pomaže u pronalaženju dobavljača čiji je materijal stabilniji tokom vremena.
- Koristite podatke za odabir dobavljača. Dostavite podatke o dimenzioniranju SQE-u (inženjeringu kvaliteta dobavljača) i odjelu nabavke. Ovo pruža bolje dokaze za odabir dobavljača.
- Otkrijte ozbiljne pomake. Za pojedinačne loše serije koje uzrokuju ozbiljno skupljanje nakon prijenosa na vanjski sloj, jedino praktično otkrivanje danas je mjerenje prvih proizvodnih panela pri obradi kontura ili inspekcija pri pregledu pošiljke. Potonja metoda zahtijeva strogu kontrolu serija. U velikoj proizvodnji s mnogo serija mogu se dogoditi zamjene, što otežava otkrivanje.
2.2 Koristite simetrične panelne dizajne kad god je to moguće
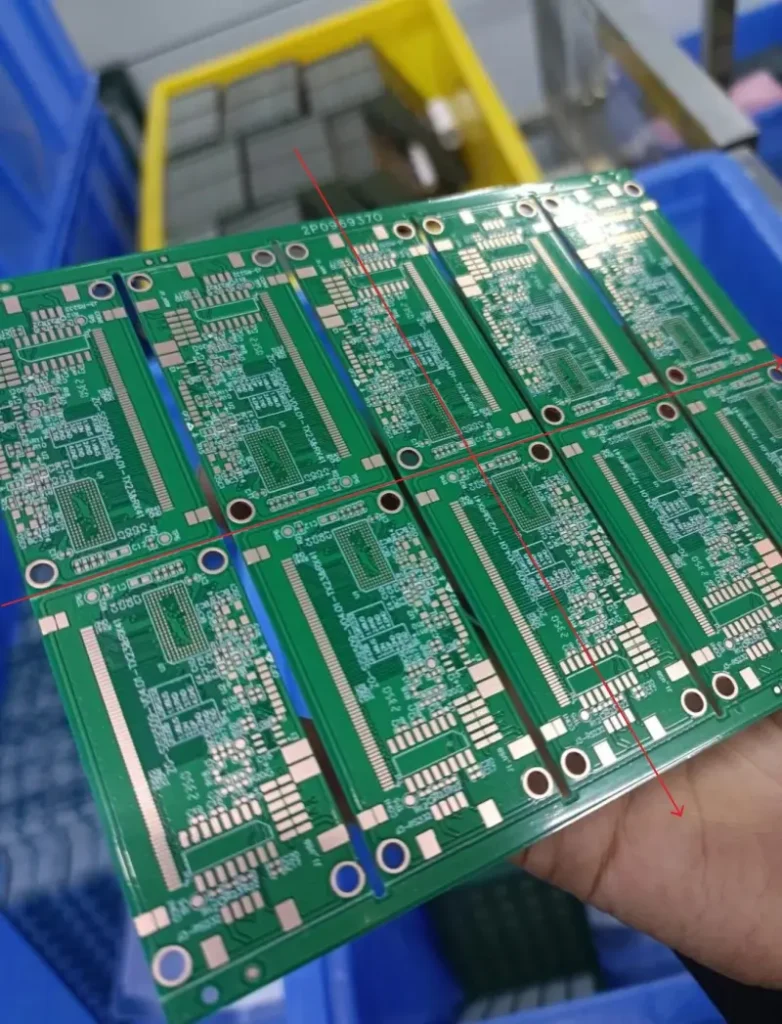
- Pravilo dizajna. Pokušajte usvojiti simetrične dizajne panela. Simetrija pomaže da se širenje i skupljanje ravnomjerno rasporede po svim isporučenim jedinicama u panelu.
- Označite položaje panela. Ako je moguće, zamolite kupca da dopusti oznake na rubu procesa, poput oznaka graviranja ili otisnutog teksta, kako biste označili položaj svake isporučene jedinice na panelu. Kod asimetričnih dizajna ova oznaka je korisnija. Ako se kod jedne jedinice na panelu kasnije pojavi odstupanje u veličini ili lokalni defekt donje padice slijepe vijke, možete identificirati neispravnu jedinicu i ukloniti je prije slanja. Time se izbjegavaju kvarovi pri sklapanju kod kupca i pritužbe.
2.3 Napravite pilot-odbor za postavljanje skale prijenosa i validaciju
- Izradite “scale pilot” ploču. Napravite prvu pilot ploču kako biste odredili ispravno skaliranje filma za prvi prijenos unutarnjeg sloja. Ovaj korak je ključan kada mijenjate osnovni materijal ili dobavljače P-filma radi smanjenja troškova ili iz drugih razloga.
- Pažljivo postupajte s nekontrolisanim panelima. Ako pronađete panele koji su izvan kontrole, provjerite da li su via rupe na jedinici nastale sekundarnim bušenjem. Za panele koji slijede rutinski tok bušenja, možete ih pustiti na prenos na vanjski sloj i po potrebi prilagoditi skaliranje filma. Međutim, za panele sa sekundarno izbušenim rupama, postupajte s abnormalnim panelima s dodatnom pažnjom. Morate osigurati da dimenzije gotovog uzorka i udaljenost od cilja do via rupe (sekundarno izbušene) zadovoljavaju specifikaciju. Vodite evidenciju: prikupljajte podatke o skaliranju prvog ploa za sekundarno laminirane panele kako biste imali referencu.
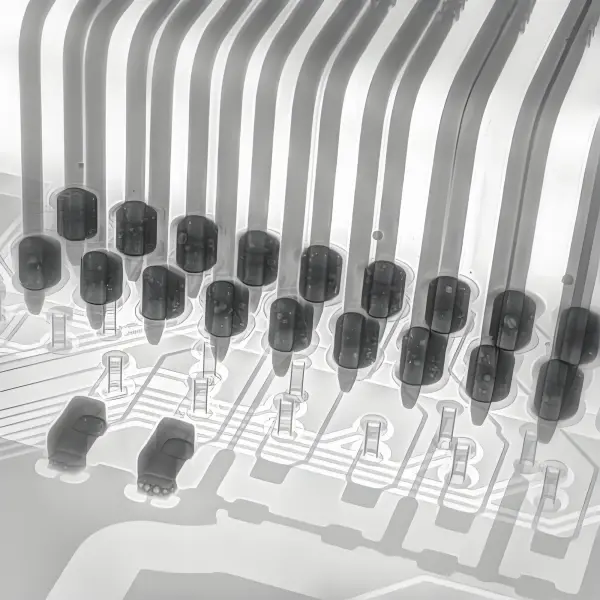
2.4 Kontrola procesa pomoću podataka o registraciji unutrašnjeg sloja rendgenskim zrakama
- Koristite rendgensku registraciju. Nakon laminacije, koristite rendgenska mjerenja unutrašnjih slojeva u panelu kako biste dobili podatke o registraciji za položaje izbušenih via-otvora. Uporedite ove izmjerene brojeve unutrašnjih slojeva s prihvaćenim podacima pilot ploče. Ova usporedba pokazuje ima li panel neobično širenje ili skupljanje.
- Užeta tolerancija skaliranja. Teoretska analiza pokazuje da se skaliranje ovdje treba kontrolisati unutar otprilike ±0.025% kako bi se ispunili zahtjevi za veličinu standardnih panela. Održavajte toleranciju uskom kako biste izbjegli kasnije probleme pri registraciji.
3. Sažetak i konačni savjet
Analizom glavnih uzroka širenja i skupljanja PCB-a možemo pronaći praktične tačke praćenja i metode poboljšanja. Ključne radnje su:
• Testirati i pratiti stabilnost dolaznog materijala kroz serije.
• Preferirajte simetrične rasporede panela i dodajte oznake položaja kada raspored mora biti asimetričan.
• Koristite pilot ploče za postavljanje skaliranja prvog filma unutrašnjeg sloja i zabilježite podatke.
• Koristite rendgensku registraciju nakon laminacije za rano otkrivanje pomaka veličine.
• Drugačije i pažljivije tretirati panele sa sekundarnim bušenjem.
Nadam se da će praktičarima PCB-a ove ideje biti korisne. Kombinirajte ove metode sa svojim proizvodnim uslovima. Zatim odaberite poboljšanja koja odgovaraju vašoj fabrici i vašim proizvodima. Ako želite, mogu pripremiti kratku kontrolnu listu ili predložak za testiranje materijala i evidenciju pilot-ploča koje možete koristiti na proizvodnoj liniji.
4. Prednosti kompanije Philifast u kontroli veličine PCB-a i stabilnosti procesa
4.1 Kapaciteti za proizvodnju i kontrolu kvaliteta
Philifast ima snažne praktične prednosti u kontroli promjene veličine PCB-a i u isporuci stabilnih, pouzdanih ploča. Kompanija posluje već dugi niz godina i koristi napredne proizvodne linije i alate za inspekciju. Posjeduje ključne certifikate kvaliteta i ima stručni inženjerski tim koji se bavi pilot pločama, pregledom dolaznog materijala i podešavanjem procesa. Philifast ima više SMT linije, rendgenska, AOI i SPI inspekcija, i potpuna PCBA liniju, koji svi pomažu u ranoj fazi protoka da se uoče i spriječe problemi sa veličinom i registracijom.
4.2 Mjere kontrole procesa i integracija usluga
Philifast primjenjuje stroge kontrole ulaznog materijala, bilježi podatke o skupljanju pilot-ploče i koristi rendgensku registraciju za praćenje ciljeva unutrašnjih slojeva nakon laminacije. Ovi koraci smanjuju rizik od kasnijeg skupljanja ili širenja i olakšavaju otkrivanje eventualnih neispravnih jedinica na ploči prije otpreme. Philifast također nudi usluge izrade PCB-a i PCBA na jednom mjestu, od prototipa do masovne proizvodnje, tako da isti tim koji postavlja uzorak ploče može pratiti proces sklapanja i testiranja radi dosljednih rezultata.

