
















Αυτή η σημείωση εξηγεί γιατί οι πίνακες PCB μπορούν να αλλάξουν μέγεθος κατά τη διάρκεια της επεξεργασίας και πώς να το ελέγξετε αυτό. Από την πρώτη μεταφορά μοτίβου εσωτερικού στρώματος στο Υλικό βάσης PCB, μέσω πολλών κύκλων πλαστικοποίησης και στη συνέχεια στη μεταφορά του μοτίβου εξωτερικού στρώματος, ο πίνακας μπορεί να επεκταθεί ή να συρρικνωθεί διαφορετικά στις διευθύνσεις Χ και Υ. Με την εξέταση του πλήρους διαγράμματος ροής παραγωγής PCB, μπορούμε να βρούμε τα βήματα της διαδικασίας και τις αιτίες που οδηγούν σε μη φυσιολογική διαστολή του πάνελ ή σε κακή συνοχή μεγέθους.
1. Κύριες αιτίες επέκτασης και συρρίκνωσης μεγέθους PCB
1.1 Σταθερότητα εισερχόμενου υλικού και συνοχή από παρτίδα σε παρτίδα
Ο κύριος παράγοντας είναι η σταθερότητα του μεγέθους του εισερχόμενου υλικού βάσης PCB. Δώστε ιδιαίτερη προσοχή στο πόσο σταθερό είναι το υλικό μεταξύ των κύκλων πλαστικοποίησης από τον ίδιο προμηθευτή. Ακόμη και αν κάθε παρτίδα πληροί τις προδιαγραφές του υλικού, η κακή συνοχή μεταξύ των παρτίδων μπορεί να προκαλέσει προβλήματα. Για παράδειγμα, μια δοκιμαστική πλακέτα πρώτης εκτέλεσης μπορεί να ρυθμιστεί με μια λογική αντιστάθμιση εσωτερικού στρώματος. Αργότερα, όταν η παραγωγή χρησιμοποιεί μια διαφορετική παρτίδα βασικού υλικού, το τελικό μέγεθος του μοτίβου μπορεί να ξεφύγει από την ανοχή.
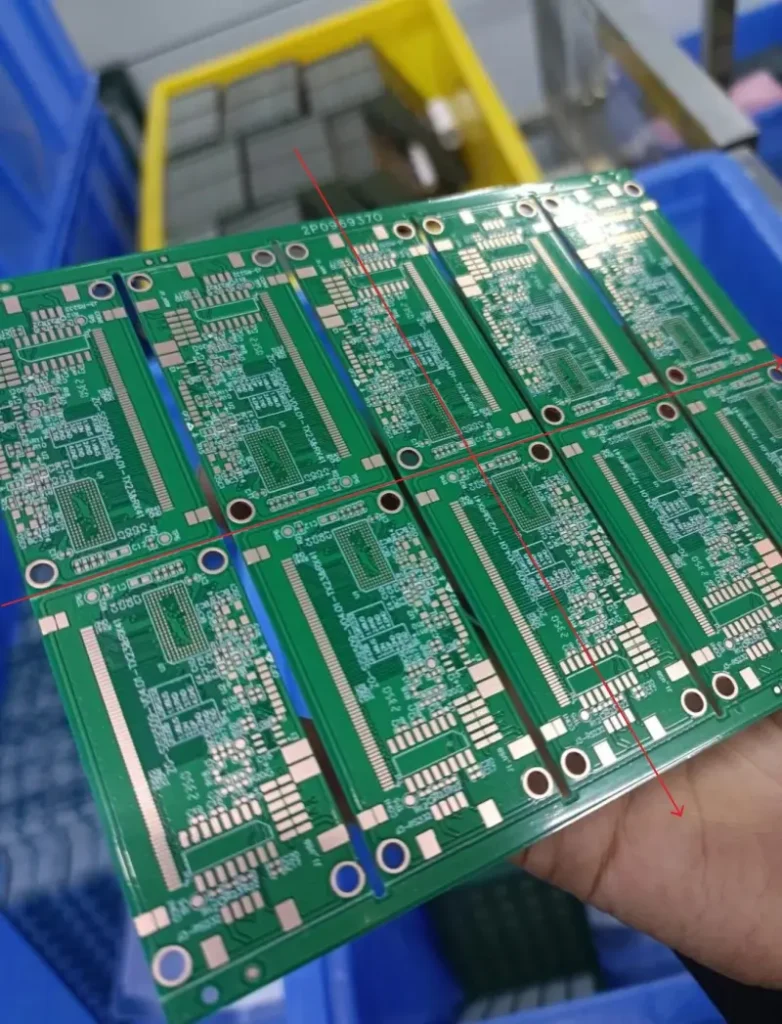
Υπάρχει και μια άλλη ανώμαλη περίπτωση. Ορισμένες παρτίδες παρουσιάζουν φυσιολογικές αναλογίες μεταφοράς ακτίνων Χ και εξωτερικής στρώσης μετά την πλαστικοποίηση εξωτερικής στρώσης. Αλλά αργότερα, πριν από τη δρομολόγηση του περιγράμματος, το πάνελ διαπιστώνεται ότι έχει συρρικνωθεί. Σε μια περίπτωση παραγωγής, ορισμένες παρτίδες παρουσίασαν σοβαρή συρρίκνωση μετά τη μεταφορά εξωτερικής στρώσης. Το πλάτος του πάνελ σε σχέση με το μήκος της αποστελλόμενης μονάδας, σε σχέση με την κλίμακα μεταφοράς εξωτερικής στρώσης, συρρικνώθηκε κατά 3,6 mil ανά 10 ίντσες. Εντοπίσαμε αυτή την παρτίδα. Τα δεδομένα ακτίνων Χ μετά την πλαστικοποίηση εξωτερικής στρώσης και την κλίμακα μεταφοράς εξωτερικής στρώσης ήταν ακόμη εντός των ορίων ελέγχου. Προς το παρόν, ο έλεγχος της διαδικασίας δεν διαθέτει μια αξιόπιστη μέθοδο παρακολούθησης για την έγκαιρη σύλληψη αυτού του είδους της μετατόπισης.
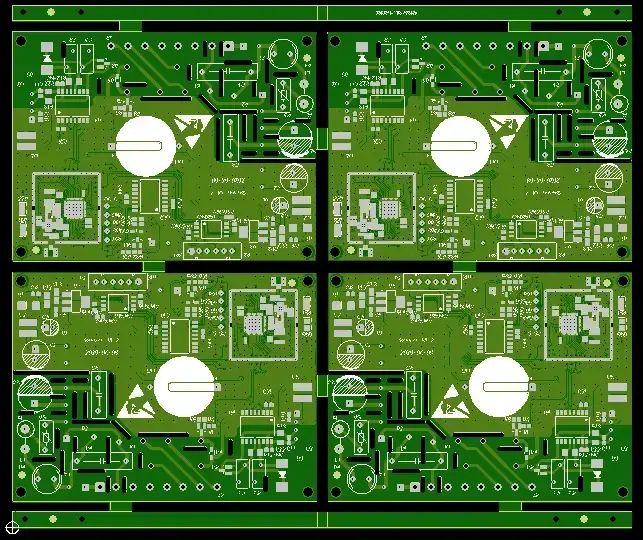
1.2 Παράγοντες σχεδιασμού Panelization (Array)
Οι τυποποιημένοι πίνακες σχεδιάζονται συνήθως με συμμετρικές διατάξεις. Όταν η κλίμακα μεταφοράς είναι κανονική, οι συμμετρικές διατάξεις δεν επηρεάζουν πολύ το τελικό μέγεθος του σχεδίου. Αλλά ορισμένοι πελάτες ή σχεδιαστές χρησιμοποιούν μη συμμετρικές διατάξεις πάνελ για να βελτιώσουν τη χρήση υλικού και να μειώσουν το κόστος. Οι μη συμμετρικές διατάξεις μπορούν να προκαλέσουν εμφανείς διαφορές στο μέγεθος του μοτίβου σε διάφορες περιοχές του πίνακα. Κατά τη διάρκεια της επεξεργασίας μπορεί να παρατηρήσετε χειρότερο έλεγχο καταχώρησης για μη συμμετρικά πάνελ. Αυτό ισχύει για τη διάτρηση με τυφλό λέιζερ, την έκθεση μεταφοράς εξωτερικού στρώματος, την έκθεση μάσκας συγκόλλησης και την εκτύπωση με μύτες. Σε αυτά τα βήματα, τα μη συμμετρικά πάνελ είναι πιο δύσκολο να ευθυγραμμιστούν και να βελτιωθούν σε σχέση με τα συμμετρικά.
1.3 Παράγοντες μεταφοράς μοτίβου πρώτου εσωτερικού στρώματος
Η πρώτη μεταφορά μοτίβου εσωτερικού στρώματος είναι ένα βασικό βήμα για το τελικό μέγεθος της πλακέτας. Εάν η κλιμάκωση της μεμβράνης ή η αντιστάθμιση της μεμβράνης για την πρώτη μεταφορά εσωτερικού στρώματος είναι λανθασμένη, τότε το τελικό μέγεθος μοτίβου PCB μπορεί να μην ανταποκρίνεται στις ανάγκες του πελάτη. Η λανθασμένη κλιμάκωση του πρώτου στρώματος μπορεί επίσης να προκαλέσει μεταγενέστερα προβλήματα. Για παράδειγμα, τα τυφλά vias λέιζερ μπορεί να μην ευθυγραμμιστούν με τα μαξιλάρια προσγείωσής τους. Αυτό μπορεί να μειώσει τη μόνωση από στρώμα σε στρώμα και μπορεί ακόμη και να προκαλέσει βραχυκυκλώματα. Μπορεί επίσης να προκαλέσει προβλήματα εγγραφής για διαμπερή ή τυφλά vias κατά τη μεταφορά εξωτερικού στρώματος.
2. Στοχευμένες μέθοδοι παρακολούθησης και βελτίωσης
Με βάση την παραπάνω ανάλυση, μπορούμε να υιοθετήσουμε συγκεκριμένες μεθόδους παρακολούθησης και βελτίωσης.
2.1 Παρακολούθηση της σταθερότητας του μεγέθους του εισερχόμενου βασικού υλικού και της συνοχής της παρτίδας
- Περιοδικές δοκιμές. Τακτική δοκιμή σταθερότητας μεγέθους για το βασικό υλικό από διαφορετικούς προμηθευτές. Παρακολουθήστε τις διαφορές στημονιού και υφαδιού (Χ και Υ) μεταξύ παρτίδων της ίδιας ποιότητας υλικού. Χρησιμοποιήστε απλές στατιστικές για την ανάλυση των δεδομένων των δοκιμών. Αυτό βοηθά στην εύρεση προμηθευτών των οποίων το υλικό είναι πιο σταθερό με την πάροδο του χρόνου.
- Χρήση δεδομένων για την επιλογή προμηθευτών. Παρέχετε τα δεδομένα διαστασιολόγησης στην SQE (Supplier Quality Engineering) και στις αγορές. Αυτό παρέχει καλύτερα στοιχεία για την επιλογή προμηθευτών.
- Εντοπίστε σοβαρές μετατοπίσεις. Για μεμονωμένες κακές παρτίδες που προκαλούν σοβαρή συρρίκνωση μετά τη μεταφορά εξωτερικού στρώματος, η μόνη πρακτική ανίχνευση σήμερα είναι η μέτρηση των πρώτων πάνελ παραγωγής κατά τη δρομολόγηση του περιγράμματος ή η επιθεώρηση κατά την επανεξέταση της αποστολής. Η τελευταία μέθοδος απαιτεί αυστηρό έλεγχο των παρτίδων. Σε μια παραγωγή μεγάλης παρτίδας με πολλές παρτίδες, μπορεί να συμβεί ανάμειξη και αυτό δυσχεραίνει την ανίχνευση.
2.2 Χρησιμοποιήστε συμμετρικά σχέδια πάνελ όταν είναι δυνατόν
- Κανόνας σχεδιασμού. Προσπαθήστε να υιοθετήσετε συμμετρικά σχέδια πάνελ. Η συμμετρία συμβάλλει στη διατήρηση της ομοιόμορφης διαστολής και συρρίκνωσης σε όλες τις μεταφερόμενες μονάδες του πάνελ.
- Σημειώστε τις θέσεις του πίνακα. Εάν είναι δυνατόν, ζητήστε από τον πελάτη να επιτρέψει σημάδια των άκρων της διαδικασίας, όπως σημάδια χάραξης ή τυπωμένο κείμενο, για τη σήμανση κάθε θέσης της αποστελλόμενης μονάδας στον πίνακα. Για μη συμμετρικά σχέδια η σήμανση αυτή είναι πιο χρήσιμη. Εάν μια μονάδα σε ένα πάνελ εμφανίσει αργότερα μια απόκλιση μεγέθους ή ένα τοπικό ελάττωμα στο κάτω μέρος του μαξιλαριού blind-via, μπορείτε να εντοπίσετε την κακή μονάδα και να την αφαιρέσετε πριν από την αποστολή. Έτσι αποφεύγονται αποτυχίες συναρμολόγησης και παράπονα πελατών.
2.3 Κατασκευάστε ένα πιλοτικό σκάφος για να ορίσετε την κλίμακα μεταφοράς και να την επικυρώσετε
- Δημιουργήστε έναν πίνακα “πιλοτικής κλίμακας”. Κατασκευάστε μια πρώτη πιλοτική πλακέτα για να καθορίσετε τη σωστή κλίμακα φιλμ για την πρώτη μεταφορά εσωτερικού στρώματος. Αυτό το βήμα είναι κρίσιμο όταν αλλάζετε προμηθευτή βασικού υλικού ή φιλμ P για να μειώσετε το κόστος ή για άλλους λόγους.
- Χειριστείτε προσεκτικά τους πίνακες εκτός ελέγχου. Αν βρείτε πίνακες που είναι εκτός ελέγχου, ελέγξτε αν οι οπές μέσω της μονάδας προέρχονται από δευτερεύουσα διάτρηση. Για πάνελ που ακολουθούν μια συνηθισμένη ροή διάτρησης, μπορείτε να τα απελευθερώσετε για μεταφορά εξωτερικής στρώσης και να προσαρμόσετε την κλιμάκωση του φιλμ ανάλογα με τις ανάγκες. Αλλά για πάνελ με δευτερεύουσες οπές διάτρησης, χειριστείτε τα μη φυσιολογικά πάνελ με ιδιαίτερη προσοχή. Πρέπει να διασφαλίσετε ότι οι διαστάσεις του τελικού σχεδίου και η απόσταση από το στόχο έως την οπή via (δευτερεύουσα διάτρηση) πληρούν τις προδιαγραφές. Κρατήστε αρχείο: Συλλέξτε τα δεδομένα κλιμάκωσης της πρώτης πλακέτας για τα πάνελ δευτερεύουσας πλαστικοποίησης, ώστε να έχετε μια αναφορά.
2.4 Έλεγχος διεργασιών με χρήση δεδομένων καταγραφής εσωτερικού στρώματος ακτίνων Χ
- Χρησιμοποιήστε την εγγραφή με ακτίνες Χ. Μετά την πλαστικοποίηση, χρησιμοποιήστε μετρήσεις ακτίνων Χ των στόχων του εσωτερικού στρώματος του πάνελ για να λάβετε δεδομένα καταχώρησης για τις θέσεις των διατρημάτων. Συγκρίνετε αυτούς τους μετρημένους αριθμούς στόχων εσωτερικού στρώματος με τα αποδεκτά δεδομένα της πιλοτικής πλακέτας. Η σύγκριση αυτή δείχνει εάν το μέγεθος του πίνακα έχει μη φυσιολογική διαστολή ή συρρίκνωση.
- Στενή ανοχή κλιμάκωσης. Η θεωρητική ανάλυση δείχνει ότι η κλιμάκωση εδώ θα πρέπει να ελέγχεται εντός περίπου ±0,025% για να ικανοποιούνται οι απαιτήσεις μεγέθους για τυποποιημένους πίνακες. Διατηρήστε την ανοχή στενή για να αποφύγετε μετέπειτα προβλήματα καταχώρησης.
3. Σύνοψη και τελική συμβουλή
Αναλύοντας τις κύριες αιτίες της επέκτασης και της συρρίκνωσης του μεγέθους των PCB μπορούμε να βρούμε πρακτικά σημεία παρακολούθησης και μεθόδους βελτίωσης. Οι βασικές δράσεις είναι οι εξής:
- Δοκιμή και παρακολούθηση της σταθερότητας του εισερχόμενου υλικού σε όλες τις παρτίδες.
- Προτιμήστε συμμετρικές διατάξεις πάνελ και προσθέστε σήματα θέσης όταν η διάταξη πρέπει να είναι ασύμμετρη.
- Χρησιμοποιήστε πιλοτικές πλακέτες για να ρυθμίσετε την κλίμακα της πρώτης μεμβράνης εσωτερικού στρώματος και να καταγράψετε τα δεδομένα.
- Χρησιμοποιήστε την καταγραφή με ακτίνες Χ μετά την πλαστικοποίηση για να εντοπίσετε νωρίς τις αλλαγές μεγέθους.
- Αντιμετωπίστε τα πάνελ με δευτερεύουσα διάτρηση διαφορετικά και με μεγαλύτερη προσοχή.
Ελπίζω οι επαγγελματίες του PCB να βρουν αυτές τις ιδέες χρήσιμες. Συνδυάστε αυτές τις μεθόδους με τις δικές σας συνθήκες παραγωγής. Στη συνέχεια, επιλέξτε τις βελτιώσεις που ταιριάζουν στο εργοστάσιο και τα προϊόντα σας. Αν θέλετε, μπορώ να ετοιμάσω έναν σύντομο κατάλογο ελέγχου ή ένα πρότυπο για δοκιμές υλικών και αρχεία πιλοτικών πλακετών που μπορείτε να χρησιμοποιήσετε στο χώρο του εργοστασίου.
4. Πλεονεκτήματα της Philifast στον έλεγχο του μεγέθους των PCB και τη σταθερότητα της διαδικασίας
4.1 Δυνατότητες παραγωγής και ποιοτικού ελέγχου
Η Philifast έχει ισχυρά πρακτικά πλεονεκτήματα στον έλεγχο της αλλαγής του μεγέθους των PCB και στην παροχή σταθερών, αξιόπιστων πλακετών. Η εταιρεία λειτουργεί εδώ και πολλά χρόνια και χρησιμοποιεί προηγμένες γραμμές παραγωγής και εργαλεία επιθεώρησης. Κατέχει βασικά πιστοποιητικά ποιότητας και διαθέτει μια εξειδικευμένη ομάδα μηχανικών που χειρίζεται πιλοτικές πλακέτες, ελέγχους εισερχόμενων υλικών και ρύθμιση της διαδικασίας. Η Philifast διαθέτει πολλαπλές SMT γραμμές, ακτίνες Χ, επιθεώρηση AOI και SPI, καθώς και ένα πλήρες PCBA γραμμή, τα οποία βοηθούν στον εντοπισμό και την πρόληψη των προβλημάτων μεγέθους και καταχώρησης νωρίς στη ροή.
4.2 Μέτρα ελέγχου διεργασιών και ενσωμάτωση υπηρεσιών
Η Philifast εφαρμόζει αυστηρούς ελέγχους εισερχόμενου υλικού, καταγράφει δεδομένα κλίμακας πιλοτικής πλακέτας και χρησιμοποιεί καταγραφή με ακτίνες Χ για την παρακολούθηση των στόχων του εσωτερικού στρώματος μετά την πλαστικοποίηση. Αυτά τα βήματα μειώνουν τον κίνδυνο μεταγενέστερης συρρίκνωσης ή διαστολής και διευκολύνουν τον εντοπισμό τυχόν κακών μονάδων σε έναν πίνακα πριν από την αποστολή. Η Philifast προσφέρει επίσης ολοκληρωμένες υπηρεσίες PCB και PCBA από το πρωτότυπο έως τη μαζική παραγωγή, έτσι ώστε η ίδια ομάδα που δημιουργεί το σχέδιο της πλακέτας να μπορεί να το ακολουθήσει μέχρι τη συναρμολόγηση και τις δοκιμές για συνεπή αποτελέσματα.

