
















Los circuitos abiertos y los cortocircuitos en las trazas de las placas de circuito impreso son problemas con los que casi todos los fabricantes de placas de circuito impreso se encuentran casi a diario. Estos problemas mantienen ocupado al personal de producción y calidad. Provocan retrasos en los envíos, repeticiones de trabajo, demoras en las entregas y quejas de los clientes. Son problemas difíciles en la industria. Tengo más de 20 años de experiencia laboral en la Fabricación de PCB industria. He trabajado principalmente en gestión de la producción, gestión de la calidad, control de procesos y control de costes. He adquirido cierta experiencia en la reparación de circuitos abiertos y cortocircuitos en placas de circuito impreso. Ahora escribo esto como resumen para que lo discutan mis colegas. Espero que el personal de producción y calidad pueda utilizarlo como referencia.
1. Clasificación de las principales causas de los circuitos abiertos de PCB
En primer lugar, agrupamos las principales causas de los circuitos abiertos de PCB en las siguientes áreas:
Ahora enumeramos las causas y las formas de mejorar, por categorías:
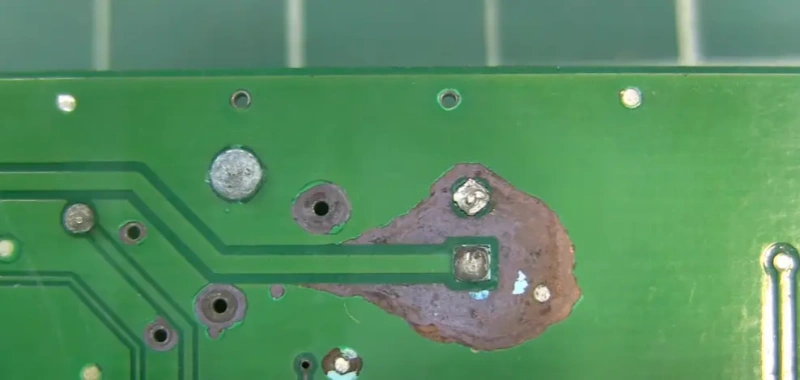
2. Circuitos abiertos causados por material de base expuesto (arañazo de la lámina).
El laminado revestido de cobre (CCL) ya presenta arañazos antes de entrar en el almacén.
El CCL se raya durante el proceso de corte.
El CCL se raya con las brocas durante la perforación.
El CCL se raya durante el transporte.
Después del cobreado químico, cuando se apilan, las placas se abollan debido a una manipulación incorrecta.
Durante la producción, cuando los tableros pasan por una máquina horizontal, la lámina superficial se raya.
2.1 Métodos de mejora:
Antes de entrar en el almacén, el CCL entrante debe someterse a una comprobación aleatoria por parte del IQC (control de calidad entrante). Compruebe que la superficie del tablero no presenta arañazos ni material de base expuesto. Si encuentra daños, póngase en contacto con el proveedor a tiempo y tome las medidas adecuadas en función de la situación.
Si el CCL se raya durante el corte, la razón principal son los objetos duros y afilados de la mesa de corte. Cuando el CCL roza con el objeto duro, la lámina de cobre se raya y el material base queda expuesto. Por lo tanto, limpie bien la mesa de corte antes de cortar. Asegúrese de que la mesa esté lisa y de que no queden objetos duros y afilados.
Si las brocas arañan el CCL durante el taladrado, las razones principales son el desgaste de las pinzas o la suciedad en el interior de la pinza. Una pinza sucia o desgastada no puede sujetar bien la broca. La broca puede asentarse por debajo de la longitud ajustada y la herramienta puede no elevarse lo suficiente durante los movimientos. Cuando la máquina se mueve, la punta puede raspar la lámina de cobre y dejar al descubierto el material base.
a) Sustituya las pinzas según el recuento de cambios de herramienta o cuando la pinza muestre desgaste.
b) Limpie las pinzas regularmente siguiendo las instrucciones de trabajo para asegurarse de que no queda suciedad en su interior.
Tableros rayados durante el transporte:
a) Al mover tablas, los trabajadores pueden levantar demasiadas tablas a la vez o la carga puede ser demasiado pesada. Entonces arrastran las tablas en lugar de levantarlas. Las esquinas y la superficie de las tablas se rozan y se rayan.
b) Al colocar las tablas, si no están bien apiladas, la gente puede empujarlas con fuerza para ordenarlas. Esto provoca roces entre las tablas y arañazos.
Tras el cobreado químico o la galvanoplastia de panel completo, las placas pueden rayarse al apilarlas debido a una manipulación incorrecta:
Cuando las placas se apilan después del cobreado químico o de la galvanización de todo el panel, muchas placas juntas crean peso. Cuando se coloca una pila, las esquinas de la placa pueden golpear hacia abajo y, con la gravedad y la velocidad, crean un fuerte impacto en las superficies de la placa. Esto puede rayar la superficie y dejar al descubierto el material base.
Los tableros de producción se rayan al pasar por una máquina horizontal:
a) La placa de tope de la lijadora o amoladora puede tocar la superficie del tablero. El borde de la placa puede ser irregular y tener objetos afilados. Al pasar el tablero, la superficie se raya.
b) Un eje de transmisión de acero inoxidable puede dañarse y formar una punta afilada. Al pasar la placa, esta punta raya el cobre y deja al descubierto la base.
En resumen, los arañazos que dejan al descubierto el material base después del cobreado químico son más fáciles de encontrar en las trazas si se muestran como líneas abiertas o huecos. Pero si el arañazo se produce antes del cobreado químico, el cobreado químico puede depositar cobre sobre el arañazo. La lámina de cobre de la traza será mucho más fina en ese lugar. Más tarde, en las pruebas de abierto/cortocircuito, esto es difícil de encontrar. Cuando el cliente utiliza la placa, una corriente elevada puede quemar la traza y provocar una apertura. El riesgo de calidad oculto y la pérdida económica pueden ser grandes.
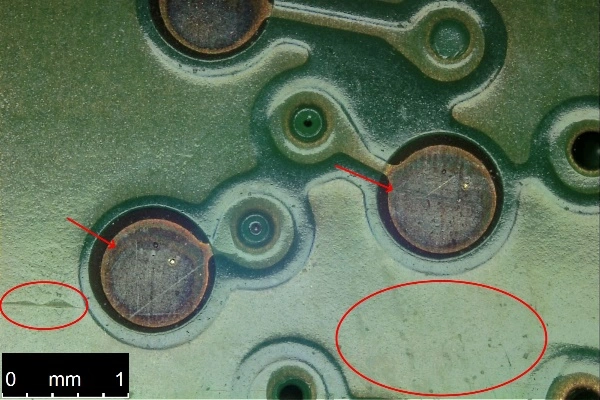
3. Circuitos abiertos causados por falta de chapado de orificios (sin chapado de orificios).
Sin chapado de orificios durante el cobreado químico.
El aceite que queda en los orificios hace que no se recubran.
Un micrograbado excesivo provoca que no se chapen los orificios.
Un chapado defectuoso provoca la ausencia de chapado en los orificios.
La broca quema los agujeros o el polvo bloquea los agujeros y provoca que no se chapen los agujeros.
3.1 Medidas de mejora:
Sin chapado de orificios durante el cobreado químico:
a) Problema del acondicionador de agujeros: Si el equilibrio químico del acondicionador de agujeros es incorrecto o la solución es mala, las propiedades eléctricas de la pared del agujero no cambian como es necesario. El acondicionador de agujeros sirve para ajustar la propiedad eléctrica de la base aislante de la pared del agujero, de modo que los iones de paladio se adsorban bien y el cobre químico pueda cubrirlo por completo. Si la concentración del acondicionador de agujeros está desequilibrada o ha caducado, no puede producirse el revestimiento del agujero.
b) Activador: Los principales componentes del activador son el paladio (Pd), los ácidos orgánicos, los iones estañosos y los cloruros. Para que el paladio se deposite uniformemente en la pared del agujero, hay que controlar muchos parámetros. Para nuestro ejemplo de activador
i) Mantener la temperatura entre 35 y 44°C. Si la temperatura es demasiado baja, la densidad de paladio en la pared del orificio es baja y el cobre químico no cubre completamente. Si la temperatura es demasiado alta, las reacciones son demasiado rápidas y aumenta el coste del material.
ii) Mantener la concentración (medida por el color o la fuerza) en 80%-100%. Si la concentración es baja, la densidad del paladio es baja y el cobre químico no cubre totalmente. Si la concentración es alta, la reacción es demasiado rápida y aumenta el coste del material.
iii) Durante la producción, mantenga la solución activadora. Si está muy contaminada, el paladio de la pared del orificio no será denso y el cobre químico posterior no lo cubrirá por completo.
c) Acelerador: El acelerador contiene principalmente ácidos orgánicos. Su función es eliminar los compuestos de estaño y cloruro adsorbidos de la pared del orificio para que el paladio metálico catalítico quede expuesto para las reacciones posteriores. Para nuestro acelerador, mantenga la concentración química entre 0,35 y 0,50 N. Si la concentración es demasiado alta, es posible que se elimine todo el paladio y que el cobre químico posterior no cubra por completo. Si la concentración es demasiado baja, la eliminación de estaño y cloruro es deficiente y el cobre químico posterior no cubrirá completamente.
d) El control de los parámetros de cobreado químico es la clave para una buena cobertura de los orificios. Utilizando los parámetros de baño que utilizamos:
i) Mantener la temperatura entre 25-32°C. Si la temperatura es baja, la actividad del baño es escasa y no se produce el chapado de orificios. Si la temperatura supera los 38°C, la reacción es demasiado rápida, los iones de cobre se liberan con demasiada rapidez y aparecen partículas de cobre en la superficie del panel. Esto provoca la repetición de trabajos o el desecho de piezas. En ese caso, filtre el baño de cobre químico inmediatamente, o el baño puede desperdiciarse.
ii) Controlar el Cu2+ a 1,5-3,0 g/L. Si el Cu2+ es bajo, la actividad del baño es pobre y el chapado de agujeros es malo. Si es superior a 3,5 g/L, la reacción es demasiado rápida y se forman partículas de cobre en la superficie de los paneles, lo que provoca repasos o desechos. En ese caso, filtre el baño inmediatamente. El control del Cu2+ se realiza principalmente añadiendo una solución de cobre A químico.
iii) Controlar el NaOH a 10,5-13,0 g/L. Si el NaOH es bajo, la actividad del baño es pobre y el metalizado de agujeros es malo. El control del NaOH se realiza principalmente añadiendo solución B de cobre químico. La solución B contiene estabilizador para el baño. Normalmente se añaden A y B en proporción 1:1.
iv) Controlar el formaldehído (HCHO) a 4,0-8,0 g/L. Si HCHO es bajo, la actividad del baño es pobre y el chapado de agujeros es malo. Si el HCHO es superior a 8,0 g/L, la reacción es demasiado rápida y se forman partículas de cobre en la superficie del panel, lo que provoca repasos o desechos. En ese caso, filtre el baño inmediatamente. El control de HCHO se realiza principalmente añadiendo solución C de cobre químico. Tenga en cuenta que la solución A también contiene componentes de HCHO. Por tanto, cuando añada A, calcule primero el incremento de HCHO.
v) Mantener la carga del baño a 0,15-0,25 ft²/L. Si la carga es demasiado baja, la actividad del baño es deficiente y el revestimiento de los orificios es malo. Si la carga es superior a 0,25 ft²/L, la reacción es demasiado rápida y se forman partículas de cobre que provocan repasos o desechos. En ese caso, filtre el baño inmediatamente. En producción, la primera cuba debe utilizar un placa de cobre para activar el baño. Esto ayuda a que las planchas posteriores reaccionen bien. Garantiza un cobreado químico denso en los orificios y una mayor cobertura.
Sugerencia: Para mantener estos parámetros equilibrados y estables, utilice una máquina dosificadora automática para añadir las soluciones A y B al depósito de cobre químico. Esto ayuda a controlar mejor los componentes químicos. Utilice también un control automático de la temperatura para mantener estable la temperatura de la línea de cobre químico.
La película húmeda o la tinta que queda en los orificios hace que no se chapen:
a) Al serigrafiar película húmeda, imprima una tabla y luego raspe la malla. Esto asegura que la malla no tenga tinta acumulada. Normalmente esto evita que la película húmeda quede dentro de los agujeros.
b) Al serigrafiar película húmeda, utilice mallas de 68-77T. Si utiliza una malla incorrecta, por ejemplo ≤51T, la película húmeda puede filtrarse por los orificios. Durante el revelado, es posible que el orificio no esté limpio. Durante el metalizado, el orificio no metalizará y no obtendrá metalizado. Si la malla es demasiado alta, la película húmeda puede ser demasiado fina, y durante el metalizado la resistencia puede romperse por la corriente. Esto produce muchos puntos metálicos o incluso cortocircuitos entre las trazas.
Un micrograbado excesivo (sobre-rugosidad) provoca que no se recubra el agujero:
a) Si la placa utiliza micrograbado químico antes del trazado de líneas, controle la temperatura, la concentración y el tiempo de la solución. De lo contrario, si el cobre de los orificios chapados es fino, el micrograbado puede disolver el cobre y provocar que no se chapen los orificios.
b) Para mejorar la unión de las capas, los tratamientos previos a la galvanoplastia utilizan el micrograbado químico. Por tanto, hay que controlar bien la temperatura, la concentración y el tiempo de micrograbado. De lo contrario, también puede provocar la falta de metalizado de agujeros.
No hay chapado de orificios debido a problemas de galvanoplastia:
a) Cuando la relación de aspecto (grosor/diámetro) es grande (≥5:1), pueden formarse burbujas en los agujeros. Esto se debe a que la vibración no es suficiente para hacer escapar el aire. El intercambio de iones no puede producirse bien. Por tanto, el orificio no recubre bien el cobre o el estaño y no se consigue el recubrimiento del orificio.
b) Cuando la relación de aspecto es grande (≥5:1), si la limpieza previa a la galvanoplastia no ha eliminado la oxidación de la pared del orificio, durante la galvanoplastia se produce resistencia a la galvanoplastia. El agujero no recubrirá bien el cobre o el estaño, o el cobre/estaño recubierto será muy fino. Durante el grabado, el cobre fino de los orificios puede eliminarse y provocar que no se produzca el metalizado del orificio.
La broca quema los agujeros o el polvo bloquea los agujeros y provoca que no se chapen los agujeros:
a) Si la vida útil de la broca no está ajustada correctamente o la broca está muy desgastada (con astillas o no afilada), la fricción durante el taladrado produce calor. La pared del agujero se quema y no puede ser cubierta por el cobre químico, por lo que no se produce el chapado del agujero.
b) Si la extracción de polvo es deficiente o la ingeniería para la extracción de polvo no está optimizada, el polvo puede bloquear los orificios durante el taladrado. Durante el cobreado químico, los orificios bloqueados no reciben cobre y no se consigue el metalizado de los orificios.

