
















Tässä huomautuksessa selitetään, miksi piirilevypaneelien koko voi muuttua käsittelyn aikana ja miten tätä voidaan hallita. Ensimmäisestä sisäkerroksen kuvion siirrosta alkaen piirilevyn PCB-perusmateriaali, useiden laminointisyklien läpi ja sitten ulomman kerroksen kuvion siirtoon, paneeli voi laajentua tai kutistua eri tavoin X- ja Y-suunnissa. Tarkastelemalla koko piirilevytuotannon virtauskaaviota voimme löytää prosessin vaiheet ja syyt, jotka johtavat epänormaaliin paneelin laajenemiseen tai huonoon koon johdonmukaisuuteen.
1. PCB-koon laajenemisen ja kutistumisen tärkeimmät syyt PCB-koon laajenemiseen ja kutistumiseen
1.1 Saapuvan materiaalin stabiilisuus ja erien välinen johdonmukaisuus
Tärkein tekijä on saapuvan PCB-perusmateriaalin koon vakaus. Kiinnitä erityistä huomiota siihen, kuinka tasalaatuista materiaali on samalta toimittajalta peräisin olevien laminointisyklien välillä. Vaikka jokainen erä vastaisi materiaalin spesifikaatioita, erien välinen huono yhdenmukaisuus voi aiheuttaa ongelmia. Esimerkiksi ensimmäisen koe-erän levy voidaan säätää kohtuullisella sisäkerroksen kompensaatiolla. Myöhemmin, kun tuotannossa käytetään eri perusmateriaali-erää, lopullinen kuvion koko voi mennä toleranssin ulkopuolelle.
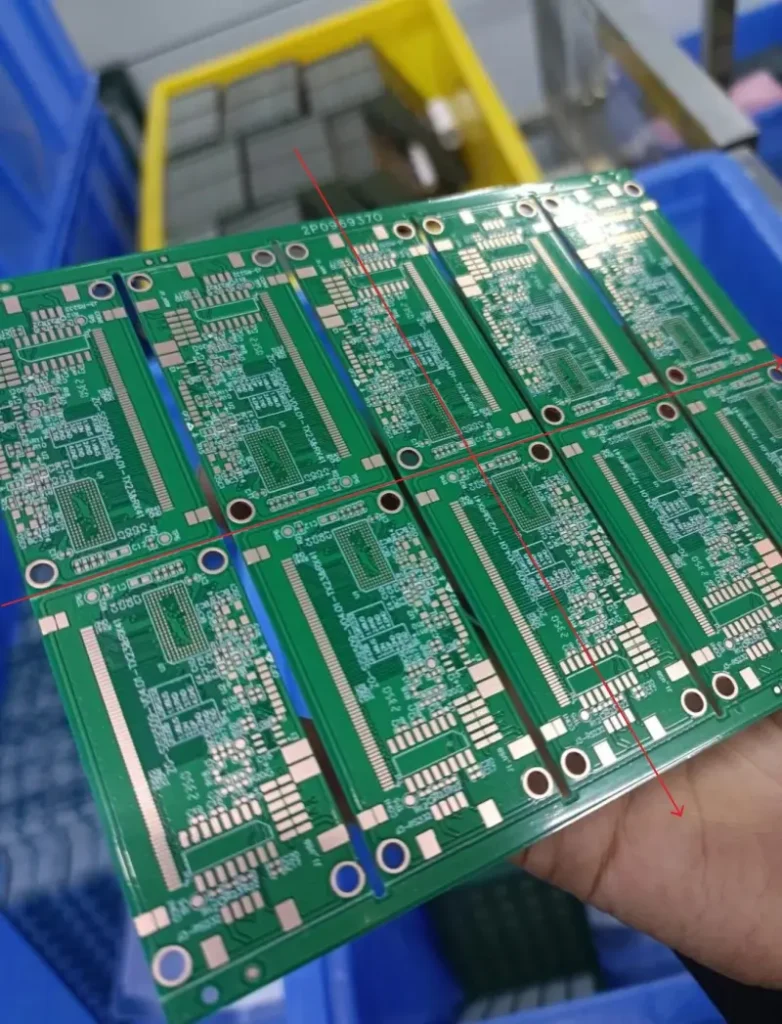
On toinenkin epänormaali tapaus. Joissakin erissä röntgenkuva ja ulomman kerroksen siirtosuhteet ovat normaalit ulomman kerroksen laminoinnin jälkeen. Myöhemmin, ennen ääriviivojen reititystä, paneelin havaitaan kuitenkin kutistuneen. Eräässä tuotantotapauksessa joissakin erissä ilmeni vakavaa kutistumista ulomman kerroksen siirron jälkeen. Paneelin leveys suhteessa toimitetun yksikön pituuteen suhteessa ulomman kerroksen siirtoasteikkoon kutistui jopa 3,6 millimetriä 10 tuumaa kohti. Jäljitimme tämän erän. Ulkokerroksen laminoinnin jälkeiset röntgensäteilytiedot ja ulomman kerroksen siirtoasteikko olivat edelleen valvontarajojen sisällä. Tällä hetkellä prosessinvalvonnassa ei ole luotettavaa seurantamenetelmää, jolla tällainen siirtymä voitaisiin havaita ajoissa.
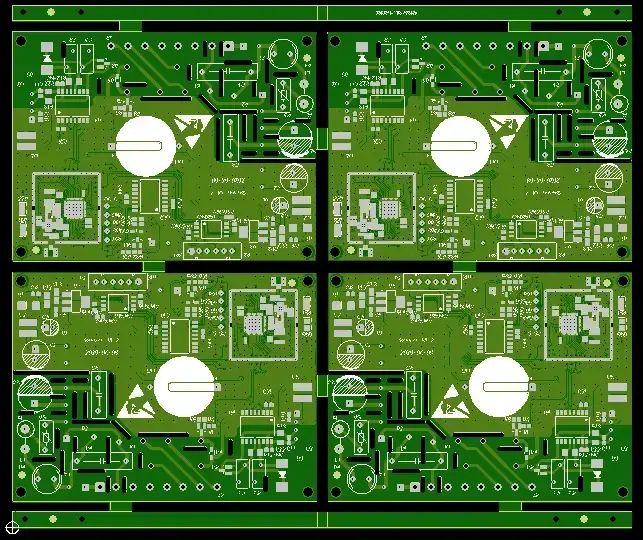
1.2 Paneloinnin (Array) suunnittelutekijät
Vakiopaneelit on yleensä suunniteltu symmetrisesti. Kun siirtoasteikko on normaali, symmetriset asettelut eivät juurikaan vaikuta lopullisen kuvion kokoon. Jotkut asiakkaat tai suunnittelijat käyttävät kuitenkin epäsymmetrisiä paneelien asetteluja parantaakseen materiaalin käyttöä ja alentaakseen kustannuksia. Epäsymmetriset asettelut voivat aiheuttaa selviä eroja kuvion koossa paneelin eri alueilla. Käsittelyn aikana ei-symmetristen paneelien rekisteröinnin hallinta voi olla huonompi. Tämä pätee laser-sokkoporaukseen, ulomman kerroksen siirtoaltistukseen, juotosmaskin altistukseen ja tarratulostukseen. Näissä vaiheissa epäsymmetrisiä paneeleita on vaikeampi kohdistaa ja parantaa kuin symmetrisiä.
1.3 Ensimmäisen sisäkerroksen kuvion siirtotekijät
Ensimmäinen sisäkerroksen kuvion siirto on keskeinen vaihe lopullisen piirilevyn koon kannalta. Jos kalvon skaalaus tai kalvon kompensointi ensimmäisen sisäkerroksen siirrossa on väärä, valmis PCB-kuvion koko ei välttämättä vastaa asiakkaan tarpeita. Väärä ensimmäisen kerroksen skaalaus voi myös aiheuttaa myöhempiä ongelmia. Esimerkiksi lasersokeat läpiviennit eivät välttämättä ole linjassa laskeutumistyynyjen kanssa. Tämä voi heikentää kerroksittaista eristystä ja aiheuttaa jopa oikosulkuja. Se voi myös aiheuttaa rekisteröintiongelmia läpivienti- tai sokeille läpivienneille ulomman kerroksen siirron aikana.
2. Kohdennetut seuranta- ja parannusmenetelmät
Edellä esitetyn analyysin perusteella voimme ottaa käyttöön erityisiä seuranta- ja parannusmenetelmiä.
2.1 Seuraa saapuvan perusmateriaalin koon vakautta ja erän johdonmukaisuutta.
- Määräaikaiskokeet. Testataan säännöllisesti eri toimittajien perusmateriaalin koon pysyvyys. Seurataan loimen ja kuteen (X ja Y) eroja saman materiaalilaadun erien välillä. Käytä yksinkertaisia tilastoja testitietojen analysointiin. Tämä auttaa löytämään toimittajat, joiden materiaali on ajan mittaan vakaampaa.
- Käytä tietoja toimittajan valinnassa. Toimita mitoitustiedot SQE:lle (Supplier Quality Engineering) ja hankinnalle. Tämä antaa paremmat todisteet toimittajavalintoja varten.
- Havaitse vakavat siirtymät. Yksittäisten huonojen erien, jotka aiheuttavat vakavia kutistumia ulomman kerroksen siirron jälkeen, ainoa käytännöllinen havaitsemistapa on nykyään ensimmäisten tuotantopaneelien mittaus ääriviivojen reitityksen yhteydessä tai tarkastus lähetyksen tarkastuksen yhteydessä. Jälkimmäinen menetelmä edellyttää tiukkaa erän valvontaa. Suuressa erätuotannossa, jossa on useita eriä, voi tapahtua sekaannuksia, mikä vaikeuttaa havaitsemista.
2.2 Käytä symmetrisiä paneelimalleja mahdollisuuksien mukaan.
- Suunnittelusääntö. Yritä käyttää symmetrisiä paneelimalleja. Symmetria auttaa pitämään laajenemisen ja kutistumisen tasaisena kaikissa paneelin toimitetuissa yksiköissä.
- Merkitse paneelin paikat. Jos mahdollista, pyydä asiakasta sallimaan prosessin reunamerkinnät, kuten syövytysmerkit tai painettu teksti, joilla merkitään kunkin toimitetun yksikön sijainti paneelissa. Epäsymmetrisissä malleissa tämä merkintä on hyödyllisempi. Jos paneelin yhdessä yksikössä ilmenee myöhemmin kokopoikkeama tai paikallinen sokea pohjatyynyn vika, voit tunnistaa huonon yksikön ja poistaa sen ennen lähettämistä. Näin vältetään asiakkaiden kokoonpanovirheet ja valitukset.
2.3 Tee pilottilevy siirtoasteikon määrittämiseksi ja validoimiseksi.
- Laaditaan “scale pilot” -taulu. Valmistetaan ensimmäinen kokeilulevy, jotta voidaan määrittää oikea kalvon skaalaus ensimmäistä sisäkerroksen siirtoa varten. Tämä vaihe on kriittinen, kun vaihdat pohjamateriaalin tai P-kalvon toimittajaa kustannusten alentamiseksi tai muista syistä.
- Käsittele hallitsemattomia paneeleita varovasti. Jos löydät hallitsemattomia paneeleita, tarkista, ovatko yksikön läpivientireiät peräisin toissijaisesta porauksesta. Rutiiniporausvirtaa noudattavien paneelien osalta voit vapauttaa ne ulkokerroksen siirtoon ja säätää kalvon skaalausta tarpeen mukaan. Jos paneeleissa on kuitenkin sekundaarisesti porattuja reikiä, käsittele epänormaaleja paneeleita erityisen varovaisesti. Sinun on varmistettava, että valmiin kuvion mitat ja etäisyys kohdepisteestä läpivientireikään (toissijaisesti porattu) ovat spesifikaatioiden mukaiset. Pidä kirjaa: kerää sekundäärilaminointipaneelien ensimmäisen levyn skaalaustiedot, jotta sinulla on vertailukohtia.
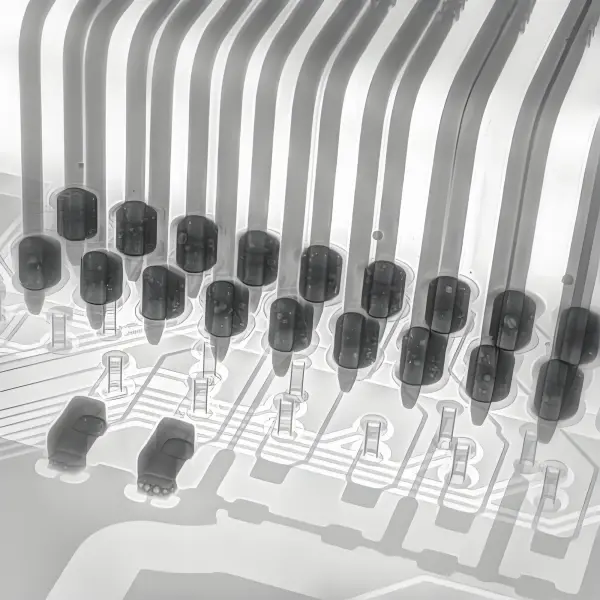
2.4 Prosessin ohjaus röntgenkuvan sisäisen kerroksen rekisteröintitietojen avulla
- Käytä röntgenrekisteröintiä. Käytä laminoinnin jälkeen paneelin sisäkerroksen kohteiden röntgenmittauksia saadaksesi rekisteröintitietoja porattujen läpivientien sijainneista. Vertaa näitä mitattuja sisäkerroksen kohteiden lukumääriä hyväksyttyihin pilottilevyn tietoihin. Tämä vertailu osoittaa, onko paneelin koossa epänormaalia laajenemista tai kutistumista.
- Tiukka skaalautumistoleranssi. Teoreettinen analyysi osoittaa, että skaalaus olisi säädettävä noin ±0,025%:n tarkkuudella, jotta vakiopaneelien kokovaatimukset täyttyisivät. Pidä toleranssi tiukkana myöhempien rekisteröintiongelmien välttämiseksi.
3. Yhteenveto ja loppuneuvonta
Analysoimalla piirilevyn koon laajentumisen ja kutistumisen tärkeimmät syyt voimme löytää käytännön seurantapisteitä ja parannusmenetelmiä. Tärkeimmät toimet ovat:
- Testaa ja seuraa saapuvan materiaalin vakautta erien välillä.
- Suosi symmetrisiä paneelien asetteluja ja lisää sijaintimerkkejä, jos asettelun on oltava epäsymmetrinen.
- Aseta ensimmäisen sisäkerroksen kalvon skaalaus ja kirjaa tiedot pilottilevyjen avulla.
- Käytä röntgenkuvan rekisteröintiä laminoinnin jälkeen, jotta voit havaita kokomuutokset ajoissa.
- Käsittele paneeleita, joissa on sekundaariporaus, eri tavalla ja tarkemmin.
Toivon, että PCB-alan ammattilaiset pitävät näitä ajatuksia hyödyllisinä. Yhdistä nämä menetelmät omiin tuotanto-olosuhteisiisi. Valitse sitten tehtaallesi ja tuotteillesi sopivat parannukset. Halutessasi voin laatia lyhyen tarkistuslistan tai mallin materiaalitestausta ja koelevyjen kirjaamista varten, jota voit käyttää tuotantotiloissa.
4. Philifastin edut piirilevyn koon hallinnassa ja prosessin vakaudessa
4.1 Tuotanto- ja laadunvalvontakapasiteetti
Philifastilla on vahvat käytännön edut piirilevyn koon muutoksen hallinnassa ja vakaiden, luotettavien levyjen toimittamisessa. Yritys on toiminut useita vuosia ja käyttää edistyksellisiä tuotantolinjoja ja tarkastustyökaluja. Sillä on keskeiset laatusertifikaatit, ja sillä on ammattitaitoinen insinööritiimi, joka huolehtii koelevyistä, saapuvan materiaalin tarkastuksista ja prosessin asetuksista. Philifastilla on useita SMT linjat, röntgen-, AOI- ja SPI-tarkastus sekä täydellinen PCBA linja, jotka kaikki auttavat havaitsemaan ja ehkäisemään koko- ja rekisteröintiongelmat jo varhaisessa vaiheessa.
4.2 Prosessinvalvontatoimenpiteet ja palvelujen integrointi
Philifast tekee tiukkoja saapuvan materiaalin tarkastuksia, tallentaa koekartongin skaalaustiedot ja käyttää röntgenrekisteröintiä sisäisen kerroksen kohteiden seurantaan laminoinnin jälkeen. Nämä toimenpiteet vähentävät myöhemmän kutistumisen tai laajenemisen riskiä ja helpottavat paneelin huonojen yksiköiden löytämistä ennen toimitusta. Philifast tarjoaa myös yhden luukun piirilevy- ja PCBA-palveluja prototyypistä massatuotantoon, joten sama tiimi, joka laatii piirilevyn mallin, voi seurata sitä kokoamisen ja testauksen läpi yhdenmukaisten tulosten saavuttamiseksi.

