

















Pozadí
Při výrobě desek plošných spojů se stále častěji používá proces via plněné pryskyřicí. Je běžný u desek s mnoha vrstvami a u vysoce přesných desek plošných spojů. Pryskyřicová výplň může vyřešit mnoho problémů, které pájení maskou nebo laminovací výplňové pryskyřice vyřešit nemohou. Zároveň mají pryskyřice používané v tomto procesu zvláštní vlastnosti. Tyto vlastnosti přinášejí mnoho obtížných bodů v krocích výroby desek.
Definice
Pryskyřičné zátky znamenají použití pryskyřice k vyplnění pohřbených průchodek na vnitřních vrstvách a následné laminování. Tato metoda se široce používá u vysokofrekvenčních desek a desek HDI. Existují dva hlavní typy: tradiční sítotisková pryskyřicová zátka a vakuová pryskyřicová zátka. Většina výrobků používá tradiční metodu sítotisku pryskyřice. Jedná se také o nejběžnější metodu v průmyslu.
Co je to “zapojená průchodka” na desce plošných spojů?
Prostřednictvím funkce a potřeby odvětví
Průchodka (plated through hole, PTH) spojuje různé vrstvy na desce. Růst elektronického průmyslu posouvá technologii desek plošných spojů vpřed. To také vyvolává potřebu lepší výroby desek a povrchové montáže. Zdá se, že proces zasouvané průchodky tyto potřeby splňuje. Zásuvný průchod musí splňovat tato pravidla:
Via musí mít uvnitř měď. Průchodka může být pod pájecí maskou vyplněna nebo nevyplněna.
Průchodka musí mít uvnitř pájku (cín) o určité tloušťce (např. 4 μm). Do otvoru se nesmí dostat pájecí barva a způsobit zachycení pájecích kuliček.
Průchodka musí být zakryta pájecí maskou, aby nepropouštěla světlo. V otvoru nesmí být pájecí kroužky ani pájecí kuličky. Vyplněný otvor musí být plochý.
S tím, jak se elektronické výrobky stávají lehčími, tenčími, kratšími a menšími, přechází i desky plošných spojů na vyšší hustotu a náročnost. To přináší mnoho SMT a BGA desky. Když zákazníci osazují součástky, často požadují zapojené průchodky. Zapojení slouží k pěti hlavním účelům:
Aby pájka neprocházela průchodkou při pájení vlnou a nezkratovala stranu dílu. To je klíčové, když je průchodka umístěna na BGA podložce. Pak se nejprve provede zasunutí a teprve potom pozlacení, aby se usnadnilo pájení BGA.
Aby se zabránilo zbytkům tavidla uvnitř průchodky.
Umožňuje vakuové vyzvednutí a umístění nebo vakuové testování po povrchové montáži a montáži. Pro fungování vakua je nutná uzavřená horní část.
Aby pasta nevytékala do průchodky a nezpůsobovala slabé pájecí spoje nebo špatné umístění.
Aby při pájení vlnou nevyskočily pájecí kuličky a nezpůsobily zkrat.
Výhody pryskyřicí plněných průchodek
Na vícevrstvých deskách s BGA může pryskyřičná zátka zmenšit mezeru mezi průchodkami. To pomáhá při směrování a rozvržení stop.
V případě zakopaných průchodek ve vnitřních vrstvách HDI pomáhá pryskyřičná výplň vyvážit kontrolu tloušťky prepregu během laminace a konstrukci pryskyřičné výplně zakopané průchodky.
U silných desek s velkými průchozími otvory zvyšuje pryskyřičná výplň spolehlivost výrobku.
Průchodky plněné pryskyřicí se často používají kvůli součástkám BGA. V tradičních BGA může průchodka vést od podložky až k zadní straně. Pokud je BGA hustý a průchodka nemůže vést ven, můžete vyvrtat průchodku v podložce a vést ji do jiné vrstvy. Poté otvor vyplníte pryskyřicí a měděnou destičkou, aby se z něj stala podložka. Tomuto postupu se říká VIP (via in pad). Pokud vyvrtáte průchodku do podložky a nepoužijete pryskyřičnou výplň, může dojít k úniku pájky a ke zkratu na zadní straně nebo ke špatnému spoji na podložce.
Procesní postup pro pryskyřicí plněné průchodky
Obecný proces plnění pryskyřicí:
Vrtání otvorů.
Průchozí otvory pokryjte mědí.
Vyplňte otvory pryskyřicí a zapečte.
Broušení nebo frézování na plocho (planarizace).
Po broušení nemá pryskyřičná část měď. Pak je třeba provést nový krok pokovení mědí, aby se z vyplněné plochy stala podložka. Tento krok pokovení se provádí před běžným vrtáním dalších otvorů. Stručně řečeno, nejprve zpracujte průchodky, které budou vyplněny, poté vyvrtejte další otvory a postupujte podle normálního postupu.
Níže jsou uvedeny některé klíčové kroky a stanice, které můžete v továrně vidět:
VIP pokovování a broušení panelů
Hliníkové plechové stínění / podložky
Montáž hliníkového plechu a podložky pro výrobu desek
Zkouška zarovnání tiskové fólie a míchání inkoustu
Zkušební tisk
Samokontrola linky NG, OK pro sériovou výrobu, vytvrzování sekcí
Odběr vzorků IPQC
Broušení keramických desek
Podmínky vnější vrstvy a fotografické fólie
Pokud práce s vnější vrstvou splňuje limity negativního filmu a poměr stran PTH ≤ 6:1:
Podmínky, které je třeba splnit: šířka čáry a mezera jsou dostatečně velké, maximální otvor PTH je menší než limit těsnění suché fólie, tloušťka desky je menší než maximální tloušťka suché fólie a neexistují žádné zvláštní požadavky, jako je místní elektrolytické zlato, desky s niklem a zlatem, desky s polovičními otvory, zásuvné desky, žádné prstencové otvory PTH nebo otvory se štěrbinami PTH.
Standardní zhotovení vnitřní vrstvy → laminace → hnědý oxid → laserové vrtání → odstranění hnědé → vnější vrtání → ponorná měď → galvanické pokovení výplně panelu → analýza průřezu → vnější vzor → vnější leptání kyselinou → vnější AOI → sledování normálního toku.
Pokud vnější vrstva odpovídá negativnímu filmu, ale poměr stran PTH > 6:1:
Při poměru stran > 6:1 nelze dosáhnout požadované tloušťky mědi v průchodce při plném pokovení průchodky. Po pokovení panelu je nutné provést druhé celoplošné galvanické pokovení, aby se zvýšila tloušťka mědi v průchodce. Průtok:
zhotovení vnitřní vrstvy → laminování → hnědý oxid → laserové vrtání → odstranění hnědé → vnější vrtání → ponorná měď → galvanické pokovení panelu → galvanické pokovení celého panelu → analýza průřezu → vnější vzor → vnější kyselý lept → následný normální tok.
Pokud se vnější vrstva nesetkává s negativní fólií, ale šířka čáry/mezera ≥ a a poměr stran vnějšího PTH ≤ 6:1:
zhotovení vnitřní vrstvy → laminace → hnědý oxid → laserové vrtání → odstranění hnědé → vnější vrtání → ponorná měď → galvanické pokovení panelu → analýza průřezu → vnější vzor → vnější galvanický lept → vnější alkalický lept → vnější AOI → následný normální tok.
Pokud se vnější vrstva neshoduje s negativní fólií nebo šířka čáry/mezera 6:1:
zhotovení vnitřní vrstvy → laminace → hnědý oxid → laserové vrtání → odstranění hnědé → ponorná měď → galvanické pokovení výplně panelu → analýza průřezu → redukce mědi → vnější vrtání → ponorná měď → galvanické pokovení celého panelu → vnější vzor → galvanické pokovení vzoru → vnější alkalické leptání → vnější AOI → sledování normálního toku.
Poznámky k průřezu a kvalitě
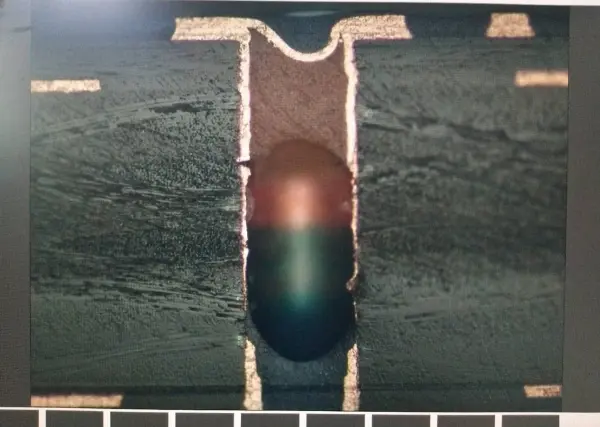
Průřez pryskyřicové zátky
Z analýzy příčného řezu vyplývá, že dobrá zátka pryskyřice a inkoustu je plně vyplněna pryskyřicí. Pryskyřice vyplní otvor do 100%. Povrch pryskyřice je nahoře i dole rovnoměrně mírně vypouklý. Poté se k vyrovnání povrchu použije broušení keramických desek.

Kvalita plnění a kontroly
Pryskyřičná výplň musí být plná, bez dutin.
Povrch zátky musí být po broušení rovný.
Měděná průchodka musí po konečném galvanickém pokovení splňovat pravidla pro tloušťku.
Zkontrolujte, zda nejsou zachyceny pájecí kuličky nebo pájecí kroužky. Ty se nesmí vyskytovat.
Zkontrolujte, zda zástrčka nepropouští světlo po masce nebo krytu.
Praktické poznámky a osvědčené postupy
Při práci s VIP (via in pad) proveďte vyplnění via a zhotovení podložky na těchto místech před běžným vrtáním a dalšími kroky. Tím se zabrání chybnému postupu a pomůže to konečné kvalitě pokovení.
Pokud má deska mnoho zakopaných nebo slepých průchodek, naplánujte kroky pro podložky a výplně, abyste udrželi stabilní tloušťku laminace.
Použijte správný typ pryskyřice a vytvrzovací profil. Volba pryskyřice ovlivňuje tok, vytvrzování a broušení.
Pro potvrzení kvality mědi uvnitř průchodky a kvality výplně pryskyřicí použijte odběr vzorků IPQC a kontrolu průřezu po vyplnění panelu.
Použijte AOI a další závěrečné testy, abyste se ujistili, že nezůstaly žádné problémy s pájecí maskou nebo pastou.
Souhrn
Průchodky plněné pryskyřicí jsou klíčovým procesem pro moderní desky HDI a BGA. Pomáhá při směrování, zvyšuje spolehlivost a chrání před vadami pájky. Vyžaduje pečlivou kontrolu vrtání, pokovování, plnění pryskyřicí, zapékání a broušení. Při dobrém naplánování umožňuje zalévání pryskyřicí používat návrhy VIP a splnit těsné požadavky na podložky BGA.