
پیشزمینه
فرآیند ویای پرشده با رزین در ساخت PCB بهطور فزایندهای مورد استفاده قرار میگیرد. این روش در بردهای چندلایه و PCBهای با دقت بالا رایج است. پر کردن با رزین میتواند بسیاری از مشکلاتی را که مسدود شدن ماسک لحیمکاری یا رزینهای پرکننده لمینیت قادر به حل آنها نیستند، برطرف کند. در عین حال، رزینهای بهکاررفته در این فرآیند دارای خواص ویژهای هستند. این خواص نقاط سخت متعددی را در مراحل ساخت برد ایجاد میکنند.
تعریف
پر کردن با رزین به معنای استفاده از رزین برای پر کردن ویایهای مدفون در لایههای داخلی و سپس انجام لمینیت است. این روش بهطور گسترده در بردهای فرکانس بالا و بردهای HDI استفاده میشود. دو نوع اصلی وجود دارد: پر کردن با رزین به روش چاپ سیلک سنتی و پر کردن با رزین تحت خلأ. بیشتر محصولات از روش چاپ سیلک سنتی استفاده میکنند. این روش رایجترین روش در صنعت است.
“ویای مسدودشده” روی یک برد مدار چاپی چیست؟
از طریق عملکرد و نیاز صنعت
ویا (سوراخ عبوری آبکاریشده، PTH) لایههای مختلف روی یک برد را به هم متصل میکند. رشد صنعت الکترونیک فناوری برد مدار چاپی (PCB) را به جلو میراند. این امر همچنین نیاز به ساخت برد بهتر و مونتاژ سطحی را افزایش میدهد. فرآیند پر کردن ویای عبوری به نظر میرسد این نیازها را برآورده سازد. پر کردن باید از این قوانین پیروی کند:
ویا باید داخلش مسی باشد. ویا میتواند زیر ماسک لحیمکاری پر شود یا نشود.
مسیر باید در داخل خود لحیم (قلع-سرب) با ضخامت مشخص (برای مثال ۴ میکرومتر) داشته باشد. جوهر ماسک لحیم نباید وارد سوراخ شود و باعث ایجاد دانههای لحیم گرفتار شود.
مسیر باید با ماسک لحیمکاری پوشانده شود تا نور نتواند عبور کند. سوراخ نباید حلقههای لحیم یا دانههای لحیم داشته باشد. سوراخ پرشده باید صاف باشد.
با سبکتر، نازکتر، کوتاهتر و کوچکتر شدن محصولات الکترونیکی، بردهای مدار چاپی نیز به سمت چگالی بالا و پیچیدگی بیشتر حرکت میکنند. این امر مشکلات زیادی را به همراه دارد. SMT و BGA بردها. وقتی مشتریان قطعات را مونتاژ میکنند، اغلب درخواست ویای مسدودشده میکنند. مسدودسازی پنج هدف اصلی دارد:
برای جلوگیری از عبور قلع از طریق ویای حفرهای در حین لحیمکاری موج و اتصال کوتاه شدن سمت قطعات. این امر زمانی حیاتی است که ویای حفرهای روی پد BGA قرار گیرد. سپس ابتدا مسدودسازی انجام میشود و سپس آبکاری طلا صورت میگیرد تا لحیمکاری BGA آسانتر شود.
برای جلوگیری از باقیماندهٔ فلکس داخل ویای.
برای امکان انجام مراحل برداری و جایگذاری با وکیوم یا تست وکیومی پس از نصب سطحی و مونتاژ. برای عملکرد وکیوم به درپوشی کاملاً آببندیشده نیاز است.
برای جلوگیری از ورود خمیر لحیم به ویای مسی و ایجاد اتصالات ضعیف یا قرارگیری نادرست.
برای جلوگیری از بیرون پریدن توپهای لحیم در حین لحیمکاری موج و ایجاد اتصال کوتاه.
مزایای ویای پرشده با رزین
در بردهای چندلایه با BGA، پر کردن با رزین میتواند فاصله بین ویاسها را کاهش دهد. این امر به مسیریابی و چیدمان ردیه کمک میکند.
برای ویایهای مدفون در لایههای داخلی HDI، پرکنندهٔ رزین به متعادلسازی کنترل ضخامت پریپرگ در حین لمینیت و طراحی پرکنندهٔ رزین ویای مدفون کمک میکند.
برای بردهای ضخیم با سوراخهای عبوری بزرگ، پر کردن با رزین قابلیت اطمینان محصول را بهبود میبخشد.
ویاهای پرشده با رزین اغلب بهخاطر قطعات BGA استفاده میشوند. در BGA سنتی، یک ویا ممکن است از پد به سمت پشت برد مسیریابی شود. اگر چیدمان BGA متراکم باشد و ویا نتواند مسیریابی شود، میتوانید یک ویا در پد حفر کرده و آن را به لایهٔ دیگر مسیریابی کنید. سپس سوراخ را با رزین پر کرده و روی آن را با مس آبکاری میکنید تا به یک پد تبدیل شود. این فرآیند VIP (ویا در پد) نامیده میشود. اگر در پد یک ویا حفر کنید و از پر کردن با رزین استفاده نکنید، ممکن است قلع نشت کند و باعث اتصال کوتاه در پشت برد یا یک اتصال ضعیف روی پد شود.
جریان فرآیند برای ویای پرشده با رزین
فرآیند کلی ویای پرشده با رزین:
سوراخکاری کنید.
سوراخهای صفحه را با مس پر کنید.
سوراخها را با رزین پر کنید و بپزید.
آسیاب کردن یا کوبیدن تا صاف شدن (صافیسازی).
پس از تراشکاری، بخش رزین فاقد مس است. سپس یک مرحله آبکاری مس جدید لازم است تا ناحیه پرشده به پد تبدیل شود. این مرحله آبکاری قبل از سوراخکاری معمول سایر سوراخها انجام میشود. به طور خلاصه، ابتدا ویاسهایی را که قرار است پر شوند مدیریت کنید، سپس سایر سوراخها را سوراخکاری کرده و جریان معمول را دنبال کنید.
در زیر برخی از مراحل کلیدی و ایستگاههایی که ممکن است در یک کارخانه ببینید، آورده شده است:
صفحهکاری و سنگزنی پنل VIP
صفحهٔ توری ورق آلومینیوم / پدها
نصب ورق آلومینیوم و تخته پد برای ساخت تخته
آزمایش همترازی فیلم چاپ و مخلوط کردن جوهر
چاپ آزمایشی
خودتست خط NG، مناسب برای تولید انبوه، پخت بخش
نمونهبرداری IPQC
سنبادهزنی پنل سرامیکی
شرایط لایهٔ بیرونی و فیلم عکاسی
اگر کار لایهٔ بیرونی به محدودیتهای فیلم منفی برسد و نسبت ابعاد PTH ≤ 6:1 باشد:
شرایط قابل قبول: عرض خطوط و فاصلهها به اندازه کافی بزرگ هستند، حداکثر قطر سوراخ PTH کمتر از حد مجاز مهر و موم لایه خشک است، ضخامت برد کمتر از حداکثر ضخامت لایه خشک است، و هیچ الزام ویژهای مانند پوشش محلی طلای الکترولس، بردهای نیکل-طلا، بردهای نیمسوراخ، بردهای قابل نصب، عدم وجود سوراخهای حلقوی PTH یا سوراخهای شکافدار PTH وجود ندارد.
ساخت لایه داخلی استاندارد → لمینیت → اکسید قهوهای → سوراخکاری لیزری → پاکسازی اکسید قهوهای → سوراخکاری خارجی → آبکاری غوطهوری مس → پر کردن پنل با آبکاری الکتریکی → آنالیز مقطع عرضی → الگوی خارجی → حکاسی اسیدی خارجی → AOI خارجی → ادامه جریان عادی.
اگر لایهٔ بیرونی با فیلم منفی تماس پیدا کند اما نسبت ابعاد PTH > ۶:۱ باشد:
وقتی نسبت ابعاد > ۶:۱ باشد، با پر کردن ویای پنل کامل (fill plating) نمیتوان به ضخامت لازم مس در ویای آن رسید. پس از پر کردن پنل، برای افزایش ضخامت مس ویای، نیاز به الکتروپلیتینگ دوم روی کل برد است. جریان:
ساخت لایه داخلی → لمینیت → اکسید قهوهای → سوراخکاری لیزری → پاکسازی اکسید قهوهای → سوراخکاری خارجی → آبکاری غوطهوری مس → پر کردن پنل با آبکاری → آبکاری کل پنل → آنالیز مقطع عرضی → الگوی خارجی → حکاسی اسیدی خارجی → ادامه جریان عادی.
اگر لایهٔ بیرونی با فیلم منفی تماس نداشته باشد، اما عرض خط/فاصله ≥ a و نسبت ابعاد PTH بیرونی ≤ 6:1 باشد:
ساخت لایه داخلی → لمینیت → اکسید قهوهای → سوراخکاری لیزری → پاکسازی اکسید قهوهای → سوراخکاری خارجی → آبکاری غوطهوری مس → پر کردن پنل با آبکاری الکتریکی → آنالیز مقطع عرضی → الگوی خارجی → آبکاری الکتریکی خارجی → حکاکی قلیایی خارجی → AOI خارجی → ادامه جریان عادی.
اگر لایهٔ بیرونی با فیلم منفی مطابقت نداشته باشد، یا عرض خط/فاصله کمتر از a باشد، یا عرض خط/فاصله ≥ a باشد اما نسبت ابعاد PTH > 6:1:
ساخت لایه داخلی → لمینیت → اکسید قهوهای → سوراخکاری لیزری → زدودن رنگ قهوهای → آبکاری غوطهوری مس → پر کردن پنل با آبکاری الکتریکی → آنالیز مقطع عرضی → کاهش مس → سوراخکاری خارجی → آبکاری غوطهوری مس → آبکاری الکتریکی کل پنل → الگوی خارجی → آبکاری الکتریکی الگو → حک اسید قلیایی خارجی → AOI خارجی → ادامه جریان عادی.
برش عرضی و یادداشتهای کیفیت
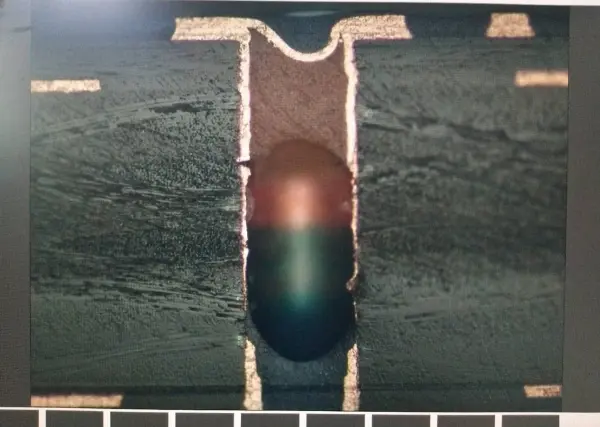
برش عرضی پلاگ رزینی
از تحلیل مقطع عرضی، یک نمونه پرشده با رزین-جوهر نشان میدهد که رزین بهطور کامل پر شده است. رزین حفره را تا 100% پر میکند. سطح رزین در بالا و پایین بهطور یکنواخت اندکی محدب است. پس از آن، برای تراز کردن سطح از سنگزنی پنل سرامیکی استفاده میشود.

کیفیت پر کردن و بررسیها
پرکنندهٔ رزین باید کاملاً پر باشد و هیچ حفرهای نداشته باشد.
سطح پلاگ پس از سنگزنی باید صاف باشد.
مس مسی باید پس از آبکاری نهایی، با مقررات ضخامت مطابقت داشته باشد.
وجود توپهای لحیم یا حلقههای لحیم گرفتار شده را بررسی کنید. این موارد نباید وجود داشته باشند.
اطمینان حاصل کنید که پس از قرار دادن ماسک یا پوشش، پلاگ نور را منتقل نمیکند.
یادداشتهای عملی و بهترین شیوهها
برای کارهای VIP (via in pad)، قبل از سوراخکاری معمولی و سایر مراحل، پر کردن ویای و ایجاد پد در آن نقاط را انجام دهید. این کار از خطاهای فرآیندی جلوگیری کرده و به بهبود کیفیت آبکاری نهایی کمک میکند.
وقتی برد دارای ویای مدفون یا کور فراوان است، مراحل طراحی پد و پر کردن را طوری برنامهریزی کنید که ضخامت لایهبندی ثابت بماند.
از نوع رزین مناسب و پروفایل پخت صحیح استفاده کنید. انتخاب رزین بر جریان، پخت و رفتار سنگزنی تأثیر میگذارد.
از نمونهبرداری IPQC و بررسیهای مقطعی پس از مرحله پر کردن پنل استفاده کنید تا کیفیت پر شدن مس درون ویای و کیفیت پر شدن با رزین را تأیید کنید.
از AOI و سایر آزمونهای نهایی استفاده کنید تا مطمئن شوید هیچ مشکلی در ماسک لحیمکاری یا خمیر لحیم باقی نمانده است.
خلاصه
مجرای پرشده با رزین یک فرایند کلیدی برای بردهای مدرن HDI و BGA است. این فرایند به مسیریابی کمک میکند، قابلیت اطمینان را بهبود میبخشد و در برابر عیوب لحیمکاری محافظت میکند. این فرایند نیازمند کنترل دقیق حفر، آبکاری، پر کردن با رزین، پخت و سنگزنی است. وقتی بهخوبی برنامهریزی شود، پر کردن با رزین امکان استفاده از طرحهای VIP و برآورده کردن نیازهای سختگیرانه پدهای BGA را فراهم میکند.