

















Pozadina
Proces ispunjavanja via smolom sve se više koristi u proizvodnji tiskanih pločica. Uobičajen je kod pločica s mnogo slojeva i kod visokopreciznih tiskanih pločica. Ispunjavanje smolom može riješiti mnoge probleme koje zapaljivanje maske za lemljenje ili laminacijske smole ne mogu riješiti. Istovremeno, smole koje se koriste u ovom procesu imaju posebna svojstva. Ta svojstva donose mnoge kritične točke u koracima izrade pločica.
Definicija
Zaptivanje smolom podrazumijeva upotrebu smole za popunjavanje zakopanih viasa na unutrašnjim slojevima, a zatim laminaciju. Ova se metoda široko koristi u visokofrekventnim pločama i HDI pločama. Postoje dvije glavne vrste: tradicionalno zaptivanje smolom putem sitotiska i vakuumsko zaptivanje smolom. Većina proizvoda koristi tradicionalnu metodu zaptivanja smolom putem sitotiska. To je također najčešća metoda u industriji.
Šta je “zapušen viја” na štampanoj pločici?
Putem funkcije i potreba industrije
Via (presvučena provorna rupa, PTH) povezuje različite slojeve na ploči. Rast elektroničke industrije potiče tehnologiju tiskanih pločica (PCB). Također povećava potrebu za boljim izradom ploča i površinskim montažnim radovima. Proces zaptivanja via čini se da zadovoljava ove potrebe. Zaptivanje mora zadovoljiti ova pravila:
Via mora imati bakar unutra. Via može biti ispunjena ili neispunjena ispod maske za lemljenje.
Staza mora imati lem (kalaj-olovo) unutra s određenom debljinom (na primjer 4 μm). Tinta za masku za lem ne smije ući u rupu i uzrokovati zarobljene kapljice lema.
Staza mora biti prekrivena maskom za lemljenje tako da svjetlost ne može proći. Rupa ne smije imati prstenove od olova ili kapljice olova. Ispunjena rupa mora biti ravna.
Kako elektronički proizvodi postaju lakši, tanji, kraći i manji, PCB-ovi također prelaze na visoku gustoću i veću složenost. Ovo donosi mnogo SMT i BGA pločama. Kada kupci sastavljaju dijelove, često traže začepljene viase. Začepljivanje služi pet glavnih svrha:
Da se spriječi prolazak kalaja kroz viju tokom talasnog kalajenja i kratko spajanje na strani komponenti. Ovo je ključno kada je vij postavljena na BGA pad. Prvo se vrši zapušenje, a zatim pozlatba, kako bi se olakšalo BGA kalajenje.
Da bi se izbjegli ostaci fluksa unutar via-e.
Da bi se omogućili vakuumski pick-and-place ili vakuumski testni koraci nakon površinskog montažiranja i sklapanja. Za rad vakuuma potrebna je zapečaćena gornja strana.
Da se spriječi protok paste u via i izazivanje slabih lemnih spojeva ili lošeg postavljanja.
Da se spreči ispadanje kalajnih kuglica tokom talasnog lemljenja i nastanak kratkih spojeva.
Prednosti viasa ispunjenih smolom
Na višeslojnim pločama s BGA, zaptivanje smolom može smanjiti razmak između via. To pomaže pri rutiranju i rasporedu tragova.
Za zakopane viae u unutrašnjim HDI slojevima, punjenje smolom pomaže uravnotežiti kontrolu debljine preprega tokom laminacije i dizajn punjenja smolom zakopanog viaa.
Za debele ploče s velikim prolaznim rupama, punjenje smolom poboljšava pouzdanost proizvoda.
Via ispunjene smolom često se koriste zbog BGA komponenti. U tradicionalnom BGA, via može voditi od pad-a do stražnje strane. Ako je BGA gusto postavljen i via ne može izaći, možete izbušiti via unutar pad-a i usmjeriti je na drugi sloj. Zatim rupu ispunjavate smolom i presvučete bakrom kako biste stvorili novi pad. Ovo se naziva VIP proces (via in pad). Ako izbušite via u padu i ne upotrijebite punjenje smolom, kalaj može procuriti i uzrokovati kratki spoj na poleđini ili loš spoj na padu.
Tok procesa za viase ispunjene smolom
Opći proces punjenja rupa smolom:
Bušiti rupe.
Probušite ploču rupama za bakar.
Ispunite rupe smolom i ispecite.
Mljeti ili ravnati (planarizirati).
Nakon brušenja, smolni dio nema bakra. Zatim je potreban novi korak bakrenog presvlačenja kako bi se popunjeno područje pretvorilo u pad. Ovaj korak presvlačenja se izvodi prije uobičajenog bušenja ostalih rupa. Ukratko, prvo obradite viae koje će biti popunjene, zatim izbušite ostale rupe i slijedite uobičajeni tok.
Ispod su neki ključni koraci i stanice koje možete vidjeti u fabrici:
VIP poliranje i brušenje panela
Aluminijska mreža u listovima / jastučići
Postavite aluminijsku ploču i podlogu za izradu ploča
Testirajte poravnanje filmskog filma za printanje i pomiješajte tintu
Probni otisak
Samoprovjera NG linije, u redu za serijsku proizvodnju, sušenje sekcije
IPQC uzorkovanje
Brusenje keramičkih panela
Vanjski sloj i uslovi za fotofilm
Ako rad vanjskog sloja zadovoljava granice negativne filmske maske i omjer stranica PTH je ≤ 6:1:
Uslovi koje treba ispuniti: širina trake i razmak su dovoljno veliki, maksimalni PTH otvor je manji od ograničenja debljine suhog filma, debljina ploče je manja od maksimalne debljine suhog filma, i nema posebnih zahtjeva kao što su lokalno elektroless zlato, nikl-zlatne ploče, ploče s polu-otvorima, plug-in ploče, nema prstenastih PTH otvora ili PTH utornih otvora.
Standardna izrada unutrašnjeg sloja → laminacija → smeđi oksid → lasersko bušenje → uklanjanje smeđeg sloja → vanjsko bušenje → uranjanje u bakar → elektro-galvanizacija punjenja panela → analiza poprečnog presjeka → vanjski uzorak → vanjsko kiselo žrtvovanje → vanjska AOI → nastaviti prema uobičajenom toku.
Ako vanjski sloj dođe u kontakt s negativnim filmom, ali omjer stranica PTH je veći od 6:1:
Kada je omjer stranica veći od 6:1, puna pločica putem popunjavanja platingom ne može postići potrebnu debljinu bakra u via. Nakon popunjavanja platingom pločice, potrebna je druga elektro-galvanizacija cijele ploče kako bi se povećala debljina bakra u via. Tok:
izrada unutrašnjeg sloja → laminacija → smeđi oksid → lasersko bušenje → uklanjanje smeđe boje → vanjsko bušenje → uranjanje u bakar → elektroizolacija ispuna panela → elektroizolacija cijelog panela → analiza poprečnog presjeka → vanjski uzorak → vanjsko kiselo žarenje → slijediti normalni tok.
Ako vanjski sloj ne dodiruje negativni film, ali je širina linije/razmak ≥ a i omjer stranica vanjskog PTH ≤ 6:1:
izrada unutrašnjeg sloja → laminacija → smeđi oksid → lasersko bušenje → uklanjanje smeđeg sloja → vanjsko bušenje → uranjanje u bakar → elektroizrada punjenja panela → analiza poprečnog presjeka → vanjski uzorak → vanjska elektroizrada → vanjsko alkalno graviranje → vanjska AOI → nastaviti po normalnom toku.
Ako vanjski sloj ne dodiruje negativni film, ili širina linije/razmak je manji od a, ili širina linije/razmak je ≥ a, ali omjer stranica PTH je veći od 6:1:
izrada unutrašnjeg sloja → laminacija → smeđi oksid → lasersko bušenje → uklanjanje smeđeg sloja → uranjanje u bakar → elektrodepozicija punjenja panela → analiza poprečnog presjeka → redukcija bakra → vanjsko bušenje → uranjanje u bakar → elektrodepozicija cijelog panela → vanjski uzorak → elektrodepozicija uzorka → vanjsko alkalno žrtvovanje → vanjska AOI → nastaviti prema normalnom toku.
Poprečni presjek i napomene o kvalitetu
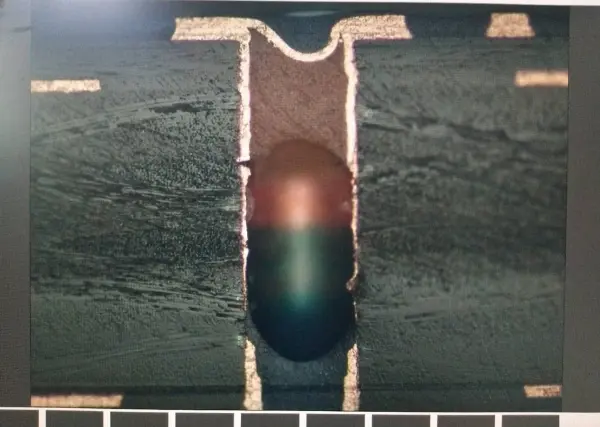
Poprečni presjek smolne čepa
Iz analize poprečnog presjeka, dobar začepljen kanal smolom i tintom pokazuje potpuno popunjavanje smolom. Smola popunjava rupu do 100%. Površina smole na vrhu i dnu je ravnomjerno blago konveksna. Nakon toga se površina izravnava brušenjem keramičkog panela.

Kvalitet punjenja i provjere
Punjenje smolom mora biti potpuno, bez praznina.
Površina čepa mora biti ravna nakon brušenja.
Bakrena traka mora zadovoljiti propise o debljini nakon završne elektroforeze.
Provjerite da li postoje zarobljene kuglice kalaja ili prstenovi kalaja. Ne smiju postojati.
Provjerite da utikač ne propušta svjetlost nakon maske ili poklopca.
Praktične bilješke i najbolje prakse
Za VIP (via in pad) rad, napunite via i napravite pad na tim mjestima prije uobičajenog bušenja i ostalih koraka. To sprječava pogrešne procese i poboljšava kvalitetu konačnog pozlatarenja.
Kada ploča ima mnogo zakopanih ili slijepih viasa, isplanirajte korake za pripremu padova i popunjavanje kako bi debljina laminacije ostala stabilna.
Koristite odgovarajući tip smole i profil stvrdnjavanja. Izbor smole utječe na protok, stvrdnjavanje i ponašanje pri brušenju.
Koristite IPQC uzorkovanje i provjere poprečnog presjeka nakon koraka punjenja panela kako biste potvrdili kvalitetu bakra unutar vije i kvalitetu punjenja smolom.
Koristite AOI i druge završne testove kako biste osigurali da ne ostanu problemi sa maskom za lemljenje ili pastom za lemljenje.
Sažetak
Via ispunjena smolom je ključni proces za moderne HDI i BGA ploče. Pomaže pri rutiranju, poboljšava pouzdanost i štiti od nedostataka lemljenja. Zahtijeva pažljivu kontrolu bušenja, pozlatnog procesa, punjenja smolom, pečenja i brušenja. Kada je dobro isplanirano, punjenje smolom omogućava upotrebu VIP dizajna i zadovoljavanje strogih zahtjeva za BGA padovima.