

















SMT er blevet en hjørnesten, der gør det muligt at producere kompakte, effektive og højtydende elektroniske enheder. For virksomheder som Philifast electronics manufacturing repræsenterer deres SMT-produktionslinje den perfekte blanding af avanceret teknologi, streng kvalitetskontrol og effektivt workflow. Gennem Philifasts SMT-proces, fra den første komponentindlæsning til den endelige automatiserede optiske inspektion (AOI), afdækkes den tekniske præcision og operationelle ekspertise, der definerer deres produktion. SMT-produktion forvandler design til pålidelige printkort af høj kvalitet.
Philifasts SMT-linje er designet til at håndtere mængder fra prototyper til masseproduktion med fokus på fleksibilitet og kvalitet. Alle maskiner, processer og teammedlemmer er tilpasset til at opfylde strenge industristandarder og levere printkort med en fejlprocent på næsten nul. Lad os nu dykke ned i den trinvise rejse gennem et printkort.
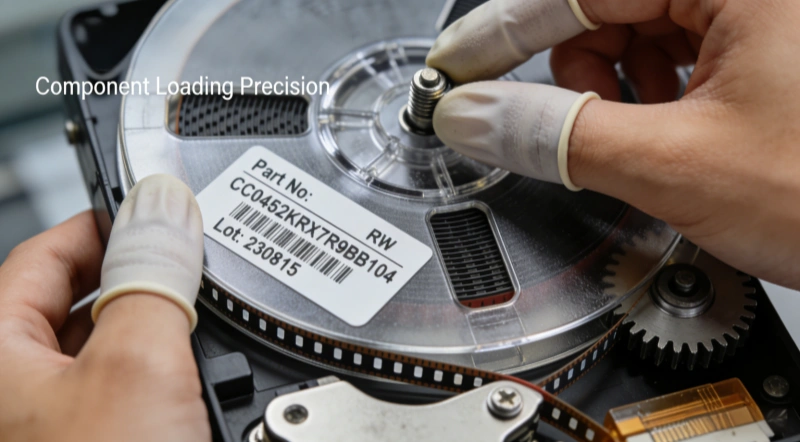
Fase 1: Forberedelse og ilægning af komponenter: Grundlaget for præcision
Ved komponentindlæsningsstationen, hvor råmaterialerne til den elektroniske samling forberedes. Komponenter som modstande, kondensatorer, integrerede kredsløb (IC'er) og andre overflademonterede enheder (SMD'er) lægges omhyggeligt på ruller eller bakker. Opbevaringsløsningerne er designet til at føre komponenterne præcist og konsekvent ind i SMT-maskinerne.
Komponenterne lægges på tape and reel carriers, en standardiseret emballage, der giver mulighed for automatisk indføring i SMT-maskiner. Philifasts operatører bruger præcisionsværktøjer til at lægge ruller på feeders, som derefter monteres på pick-and-place-maskinerne. Hver feeder er kalibreret til at matche komponentens størrelse og pitch (afstanden mellem komponenterne på rullen), hvilket sikrer nøjagtig opsamling.
Forberedelse af PCB
Mens komponenterne forberedes, rengøres printpladerne for at fjerne støv, olie eller snavs, der kan forstyrre loddepastaens vedhæftning. PCB'erne læsses derefter på paller eller transportbånd, klar til at komme ind i loddepastaprintstationen. Hvert printkort inspiceres for fejl (f.eks. ridser, bøjede puder), før man går videre - alle fejlbehæftede kort markeres og fjernes for at undgå spild af produktionstid.
Fase 2: Udskrivning af loddepasta: Grundlaget for SMT
Når komponenterne er sat i, går printpladerne videre til påføring af loddepasta. Loddepasta, en blanding af små loddekugler og flux, påføres printpladserne gennem en stencil ved hjælp af en loddepastaprinter. Denne proces sikrer, at hver pude får den præcise mængde loddepasta, der er nødvendig for at sætte komponenterne fast.
Kvaliteten af loddepastapåføringen har direkte indflydelse på loddefugenes integritet og dermed på den elektroniske enheds pålidelighed. Philifast bruger avancerede loddepastainspektionssystemer til at kontrollere nøjagtigheden og ensartetheden af loddepastapåføringen, hvilket minimerer risikoen for lodderelaterede defekter.
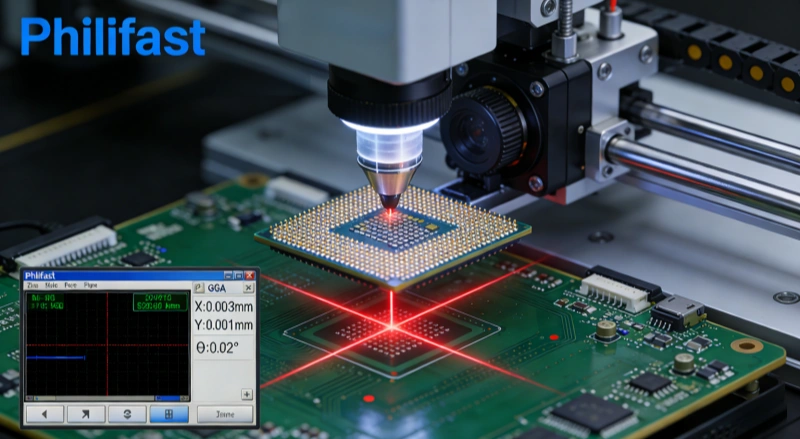
Fase 3: Pluk og placer - robotteknologi og præcision i stor skala
Efter udskrivning af loddepasta flyttes printkortet til pick-and-place-stationen, som er den mest automatiserede og hurtigste fase i SMT-processen. Philifast bruger en kombination af højhastigheds pick and place-maskiner og præcisionsplaceringsrobotter til at montere komponenter på printkortet med en nøjagtighed på mikroniveau.
Opsætning af maskine
Hver pick-and-place-maskine programmeres ved hjælp af printkortets CAD-fil, som kortlægger den nøjagtige placering af hver komponent. Maskinens feeders (fyldt med tape-and-reel-komponenter) justeres efter programmet, og robottens dyser vælges ud fra komponentstørrelsen - små dyser til 01005-chips (de mindste standard SMT-komponenter) og større dyser til IC'er eller konnektorer.
Placering af komponenter
Pick-and-place-robotten bruger optisk genkendelse til at identificere komponenter på feederen, samle dem op med vakuumdyser og placere dem præcist på de loddepastadækkede puder. Højhastighedsmaskiner kan placere op til 50.000 komponenter i timen, mens præcisionsmaskiner håndterer større og mere følsomme komponenter (f.eks. BGA-chips) med langsommere og mere kontrollerede bevægelser.
Philifasts serie omfatter flere pick-and-place-maskiner, der arbejder sammen - nogle med fokus på små passive komponenter (modstande, kondensatorer) og andre på aktive komponenter (IC'er, sensorer). Denne arbejdsdeling maksimerer hastigheden uden at gå på kompromis med nøjagtigheden.
Verifikation efter placering
Efter placeringen kontrollerer et visionssystem, at alle komponenter er placeret korrekt, at der ikke mangler dele, at de ikke er forskudt, og at de ikke er vendt forkert. Hvis en komponent er fejlplaceret, markerer maskinen printkortet til manuel inspektion. Dette trin sikrer, at komponenterne er klar til lodning, og reducerer risikoen for fejl under reflow.
Trin 4: Reflow-lodning - smeltning af pastaen for at skabe permanente bindinger
Når alle komponenter er placeret, kommer printet ind i reflow-ovnen, hvor loddepastaen smeltes (reflowes) for at skabe permanente elektriske og mekaniske bindinger mellem komponenterne og printet. Philifast bruger reflow-ovne med konvektion, den mest avancerede type, til ensartet opvarmning og præcis temperaturstyring.
Reflowprocessen følger en nøje kalibreret temperaturprofil med fire trin:
- Forvarmning: PCB'et opvarmes gradvist (1-3 °C pr. sekund) til 150-180 °C for at fordampe fugt og aktivere flussmiddel i loddepastaen (flussmiddel renser puderne og komponenterne for at forbedre loddets vedhæftning).
- Blødgør: Temperaturen holdes konstant i 60-90 sekunder for at sikre, at alle komponenter når samme temperatur, hvilket forhindrer termisk chok.
- Reflow: Temperaturen stiger hurtigt til 217-225°C (over loddepastaens smeltepunkt på ~183°C), hvilket smelter loddet og danner samlinger.
- Køling: PCB'et afkøles hurtigt (2-4 °C pr. sekund) for at få loddet til at størkne og skabe stærke, pålidelige samlinger.
Philifasts ingeniører justerer profilen ud fra printkortets størrelse, komponenttæthed og typen af loddepasta (blybaseret eller blyfri).
Inspektion efter tilbageløb
Efter afkøling gennemgår printkortet en visuel inspektion for at tjekke for loddefekter, som f.eks:
- Brobygning: Loddetin, der forbinder to tilstødende pads (et almindeligt problem med komponenter med fin pitch).
- Gravsten: Komponenter, der står oprejst på grund af ujævn påføring af loddepasta.
- Kolde samlinger: Kedelige, kornede loddefuger forårsaget af utilstrækkelig opvarmning.
Operatørerne bruger forstørrelsesglas eller digitale mikroskoper til manuelle inspektioner, mens automatiserede systemer kontrollerer store mængder. Defekte printkort sendes til omarbejdningsstationen for at blive repareret.
Fase 5: AOI-inspektion og kvalitetskontrol - sikre perfektion
Efter reflow-lodning gennemgår printpladerne en række inspektioner for at verificere kvaliteten og integriteten af loddesamlingerne og komponentplaceringen. Den første inspektion er typisk en manuel visuel inspektion, hvor uddannede teknikere inspicerer printpladerne visuelt for åbenlyse fejl eller uregelmæssigheder.
Men manuel inspektion er tidskrævende og udsat for menneskelige fejl. For at forbedre inspektionens nøjagtighed og effektivitet bruger Philifast AOI-systemer (Automated Optical Inspection). AOI-maskiner bruger kameraer med høj opløsning og avancerede billedbehandlingsalgoritmer til at opdage fejl som f.eks. forkert justerede komponenter, utilstrækkelig lodning, loddebroer og andre uregelmæssigheder, som måske ikke er synlige med det blotte øje. AOI er den sidste sikkerhedsforanstaltning, før printpladerne sendes til kunderne, og sikrer, at kun fejlfri produkter forlader fabrikken.
Sådan fungerer AOI
AOI-maskiner tager billeder i høj opløsning af printkortet fra flere vinkler og sammenligner dem med en “gylden prøve” (et perfekt printkort), der er gemt i systemet. Den AI-drevne software analyserer billederne for at identificere fejl som f.eks. manglende komponenter, forkert justerede dele, loddeproblemer og selv små ridser på printkortets overflade.
Philifast bruger 2D AOI-maskiner: Ideel til at kontrollere komponenternes tilstedeværelse, justering og grundlæggende loddefejl.
AOI-systemer klassificerer fejl efter sværhedsgrad (kritisk, større, mindre) og markerer dem til gennemgang. Kritiske defekter (f.eks. manglende IC-chips, kortslutninger) kræver øjeblikkelig omarbejdning eller bortskaffelse, mens mindre defekter (f.eks. små loddesprøjt) dokumenteres, men kan være acceptable baseret på kundens specifikationer. Philifasts kvalitetsteam gennemgår alle AOI-rapporter, og dataene bruges til at optimere tidligere stadier af processen (f.eks. justering af loddepastaprintparametre for at reducere brodannelse).
Mere end produktion: Philifasts engagement i kvalitet og innovation
Philifasts SMT-linje er mere end bare en række maskiner - det er et system, der er bygget op omkring løbende forbedringer og kundetilfredshed. Her er, hvad der adskiller deres proces:
Sporbarhed
Hvert printkort tildeles et unikt serienummer, så Philifast kan spore hver eneste komponent, maskine og operatør, der har været involveret i produktionen. Denne sporbarhed er afgørende for industrier som rumfart og medicinsk udstyr, hvor overholdelse af lovmæssige standarder er obligatorisk.
Fleksibilitet
Linjen er designet til at håndtere både prototyper i små mængder og masseproduktion i store mængder. Hurtig omstilling gør det muligt for Philifast at skifte mellem forskellige printkortdesigns, hvilket gør dem ideelle til kunder med forskellige eller skiftende behov.
Bæredygtighed
Philifast prioriterer miljøvenlig produktion og bruger blyfri loddepasta, energieffektive maskiner og genbrugsprogrammer for affaldsmaterialer. Deres reflow-ovne og AOI-systemer er kalibreret til at minimere energiforbruget, hvilket reducerer linjens CO2-fodaftryk.
Konklusion
Fra komponentindlæsning til AOI-inspektion er Philifasts SMT-produktionslinje et eksempel på den præcision, effektivitet og kvalitet, som moderne elektronikproduktion kræver. Ved at kombinere avanceret teknologi (AOI, højhastigheds pick-and-place-robotter) med streng kvalitetskontrol (PPI, post-reflow-inspektion, sporbarhed) leverer de printkort, der opfylder de mest krævende industristandarder.
Uanset om du er på udkig efter prototyper eller masseproduktion af PCB'er med høj pålidelighed, er Philifasts SMT-linje udstyret til at håndtere dine behov. Deres engagement i innovation og kundetilfredshed sikrer, at hvert produkt ikke bare er bygget til specifikationerne - men bygget til at holde.
Hvis du er interesseret i at lære mere om Philifasts SMT-kompetencer eller samarbejde med dem om dit næste projekt, kan du besøge vores hjemmeside på https://flj-pcb.com/ eller kontakt salgsteamet for et skræddersyet tilbud.
FAQ:Ofte stillede spørgsmål om Philifasts SMT-produktionslinje
Q1: Hvilke typer PCB-mængder kan Philifasts SMT-linje håndtere?
A1: Philifasts SMT-produktionslinje er designet til fuld fleksibilitet og dækker både behov for prototyper i små mængder og masseproduktion i store mængder. Med hurtige omstillingstider kan linjen nemt skifte mellem forskellige printkortdesigns, hvilket gør den velegnet til kunder med forskellige eller skiftende projektkrav, fra prototypeudvikling i små serier til kommercielle produktionskørsler i stor skala.
Spørgsmål 2: Bruger Philifast blyfri loddetin, og er det i overensstemmelse med branchestandarderne?
A2: Ja, Philifast prioriterer miljøvenlig produktion og bruger blyfri loddepasta som standard. Derudover overholder hele SMT-processen strenge industristandarder, herunder IPC-A-610. Denne overholdelse sikrer, at printkort opfylder pålideligheds- og kvalitetskravene til brancher som forbrugerelektronik, rumfart og medicinsk udstyr.
Q3: Hvad sker der, hvis der opdages en fejl under SMT-processen?
A3: Defekter behandles ved flere kontrolpunkter i hele SMT-processen for at minimere spild og sikre kvalitet. Hvis der opdages en defekt (f.eks. forkert justerede komponenter under verifikation efter placering, loddeproblemer under inspektion efter tilbagestrømning eller uregelmæssigheder i AOI), markeres printkortet til gennemgang. Kritiske fejl (f.eks. manglende IC-chips, kortslutninger) kræver øjeblikkelig omarbejdning eller bortskaffelse, mens mindre fejl dokumenteres og vurderes i forhold til kundens specifikationer. Alle fejldata bruges også til at optimere tidligere produktionsfaser (f.eks. justering af loddepastaprintparametre for at reducere brodannelse) med henblik på løbende forbedringer.

