
















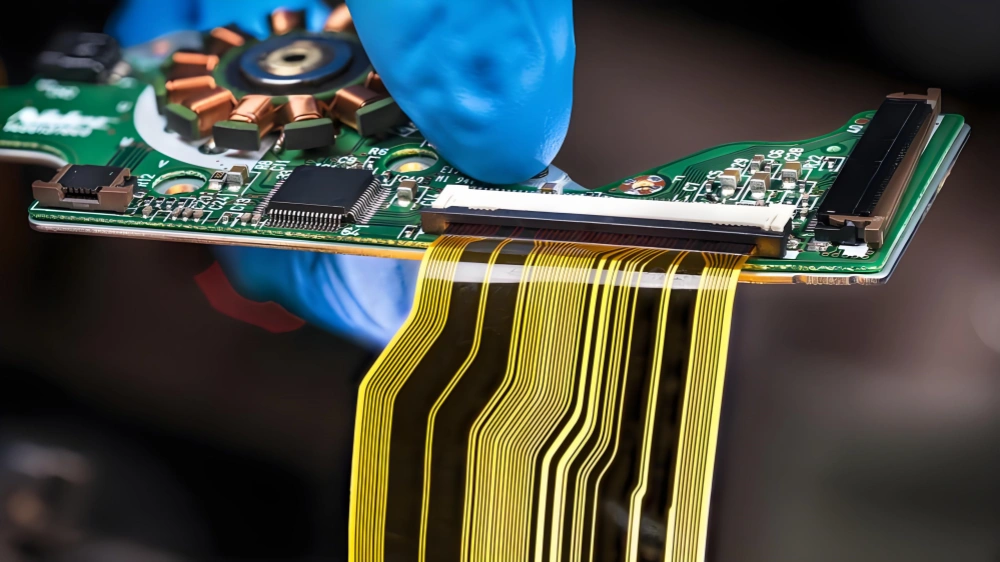
Så prøver man at bygge et egentligt produkt med det. En wearable, der kan foldes sammen om et batteri. En medicinsk sensor, der skal kunne tåle sved, rengøringskemikalier og vibrationer og stadig aflæse mikrovolt korrekt. Et kameramodul med nul ekstra plads. Pludselig bliver “den kan bøjes” til en liste med spørgsmål.
Hvor er det lige, jeg tillader bøjning?
Hvad sker der med Loddeforbindelser nær bøjningen?
Hvordan kan man overhovedet køre SMT på noget, der flyder rundt som et bånd?
Denne guide er den praktiske version. Den forklarer, hvad flex PCB-samling (ofte skrevet som FPCA) er, hvordan processen adskiller sig fra stive plader, hvad man skal holde øje med i designet, hvordan det virkelige produktionsflow ser ud, og hvor omkostninger og udbytte normalt bliver spist.
Hvad Flex PCB Assembly egentlig betyder
Montering af flex-printkort er processen med at montere komponenter direkte på et fleksibelt kredsløbssubstrat, normalt et tyndt Basisfilm af polyimid (PI) med kobberfolie. Samlingstrinnene ligner stive PCBA'er, men fysikken er slet ikke den samme.
En stiv FR4-plade er flad. Det forbliver fladt. Det tåler typiske reflow-cyklusser ret godt.
Et rent flexkredsløb vil gerne bevæge sig.
Det udvider sig og krymper mere. Den absorberer fugt. Det rynker sig. Det kan løfte sig under placeringen. Det kan forvrænge lige præcis nok til, at et fint fodaftryk bliver et problem, selv om CAD'en er perfekt.
Så det store tema ved flexmontering er stabilisering. Man tvinger hele tiden flexen til at opføre sig som et stift board længe nok til at printe pasta, placere dele, reflow, inspicere og teste.
Stiv flex er anderledes. Den har allerede stive FR4-sektioner, der giver struktur, men nu har du en anden hovedpine: Stive områder og fleksible områder udvider sig forskelligt med varmen. Overgangszonerne kan opleve stress, vridning eller endda delaminering, hvis opbygningen og den termiske profil ikke er kontrolleret.
På den anden side, fleksible printkort har deres egne udfordringer og fordele, som skal forstås for at opnå en vellykket implementering i forskellige applikationer.
Flex vs. rigid flex: hvad ændrer sig på monteringsgulvet?
Ren flex PCB-samling
Ren flex er den sværeste for SMT-operationer.
Linjen har brug for stive bærepaller eller værktøjsplader til at holde panelet fladt gennem stort set alle faser. Ikke kun reflow. Også print og pick and place. Hvis dit substrat ikke er fladt, får du variation i pastavolumen, forskydning af placering, tombstoning, åbninger. Alle klassikerne, bare hyppigere.
Cyklustiderne har også en tendens til at være langsommere, fordi man ofte har brug for blidere, lavere temperaturprofiler og ekstra håndteringstrin.
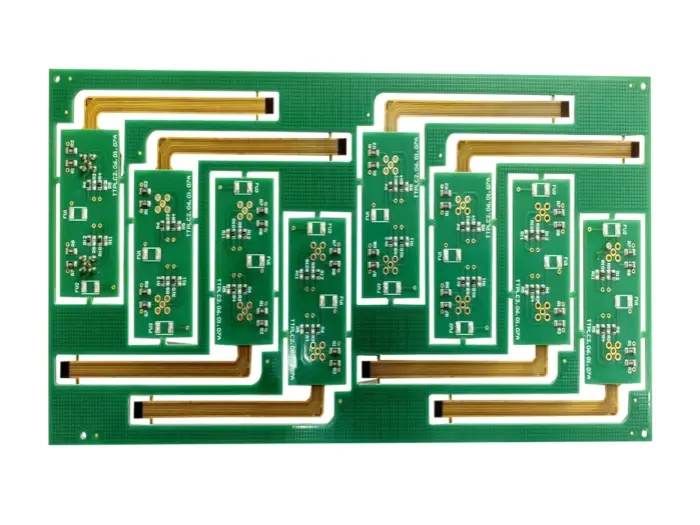
Stiv flex PCB-samling
Rigid flex giver dig indbygget mekanisk stabilitet på de stive øer. Men de blandede materialer kan bekæmpe hinanden under reflow, fordi den stive FR4 og den fleksible PI-stak reagerer forskelligt på varme.
Så i stedet for at “holde det fladt” bliver fokus “ikke at stresse krydset”. Det kan stadig være nødvendigt med støtteanordninger, og termisk profilering betyder meget. Overdrevent tryk, ujævn opvarmning eller alt for aggressive ramper kan skabe skævheder eller beskadige lagstakken ved overgangen.
Hvor flex-printkort dukker op (og hvorfor)
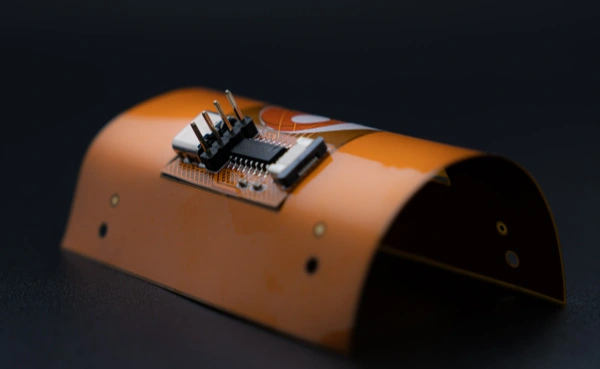
Flex PCB'er muliggør kompakte og innovative elektronikdesigns, hvor stive PCB'er bare ikke kan føres. Almindelige anvendelser:
- Smarte wearables: Tæt indpakning, buede huse, konstant bevægelse.
- Medicinske instrumenter: håndholdte overvågningsenheder, patientbårne sensorer, nogle gange implantatrelaterede enheder, hvor pålidelighed betyder mere end pris.
- Forbrugerelektronik: tyndere og lettere enheder, hængsler, foldemekanismer, kameraforbindelser.
- Biler: infotainment, kameraer, LIDAR-sensorer, moduler, der ser vibrationer og temperaturudsving.
- Luft- og rumfart og forsvar: høj pålidelighed, stød- og vibrationstolerance, vægtbesparelser.
Flex er også underligt godt til æstetik. Designere kan forme det til kurver, wraparounds og usædvanlige konturer. Det hjælper, når det er det industrielle design, der styrer layoutet, og ikke omvendt.
Designregler, der gør flexmontering nemmere (og mere pålidelig)
Mange fejl i flexmontagen er “designet ind”. Kortet kan produceres som en nøgen flex og stadig være elendig at samle.
Her er de store.
1) Hold loddesamlinger væk fra bøjningsområder
Loddetin er ikke fleksibelt. Det er ikke meningen, at det skal være det. Når et flexkredsløb bøjes, kan kobberet overleve (især med den rigtige folie), men loddeforbindelser i nærheden af bøjningen bliver udmattelsespunkter.
Så den enkle regel er: ingen komponenter, ingen vias, ingen stive overgange i den dynamiske bøjningsregion.
Hvis kredsløbet bøjer en gang under installationen og derefter bliver siddende (statisk flex), kan du nogle gange skubbe tættere på. Hvis det bøjer gentagne gange under brug (dynamisk flex), skal du give det rigtig meget plads.
Og tænk i 3D. Det er ikke bare “afstand fra linjen”. Det er, hvor neutral akse er, hvor tæt Bøjningsradius er, og om komponentsiden er i træk eller tryk.
2) Planlæg afstivere tidligt, ikke som en eftertanke
Afstivere er en del af monteringsdesignet, ikke dekoration. Du bruger dem til:
- skabe flade områder til SMT
- forstærke stikhaler og ZIF-områder
- Placering af kontrolbøjning
- Tilføj tykkelse til mekaniske grænseflader
Typiske afstivningsmaterialer omfatter PI-afstivninger, FR4-afstivninger, rustfrit stål og aluminium. Hvert valg påvirker varmeoverførsel, fladhed og hvordan panelet opfører sig under reflow.
Hvis du ved, at en konnektor har brug for stivhed, skal du lægge afstiveren ind i designet og gøre tydeligt opmærksom på det i produktions- og monteringsnoter. Gå ikke ud fra, at montøren “finder ud af det”.”
3) Vælg materialer med tanke på montering og udmattelse
Materialevalg betyder meget mere for flex end for rigid.
Basisfilm:
Der er en grund til, at polyimid er standard. Varmebestandigt, rimelig dimensionsstabilitet, bredt understøttet i produktionen.
Kobberfolie:
Valset udglødet (RA) kobber foretrækkes normalt til dynamisk flex, fordi det håndterer gentagne bøjninger bedre end elektrodeponeret (ED) kobber. RA er mere duktilt. Mindre tilbøjelig til at revne under udmattelse.
Selvklæbende system:
Akrylklæbemidler kan være mekanisk fleksible, men de kan også absorbere fugt og påvirke pålideligheden. Klæbeløse konstruktioner kan forbedre ydeevnen, men prisen og tilgængeligheden skifter.
Overfladefinish:
ENIG og Immersion Silver er almindelige valg, fordi de lodder godt og giver korrosionsbeskyttelse. Det er ikke, fordi andre overfladebehandlinger ikke kan fungere, men flexprodukter lever ofte i hårdere miljøer, og man ønsker en forudsigelig loddeevne.
4) Ignorer ikke fugt og opbevaring
PI kan være følsom over for fugt. Fugt plus reflow kan skabe problemer som delaminering eller “popcorning”-effekter samt dimensionsafvigelser.
Så du vil se krav som:
- Fugtkontrolleret opbevaring
- Bagetrin før montering
- korrekt MSL-håndtering af komponenter og nogle gange også flexpaneler
Og hvis produktet vil være fugtigt på lang sigt, skal du overveje konform belægning og materialer af højere kvalitet, hvor det giver mening.
5) Design til bæreværktøj
Dette er den luskede. Din montagepartner har måske brug for et stift værktøj til at bearbejde panelet, og panelets omrids, værktøjshuller, brudflapper og områder, der skal holdes ude, påvirker, hvor nemt det er.
Hvis du laver BGA'er med fin pitch eller stik med stram pitch på flex, skal du forvente, at producenten beder om det:
- værktøjshuller eller referencepunkter i stabile områder
- Panelskinner
- definerede områder, der skal holdes ude ved vakuumopsamling eller fastspænding
- undertiden midlertidig binding til en bærer (procesafhængig)
Jo tidligere du retter ind efter dette, jo færre “hvorfor er denne NRE så høj”-overraskelser senere.
Det rigtige flex PCB-monteringsflow (trin for trin)
FPCA følger det almindelige SMT-flow, men med ekstra stabilisering og ekstra forsigtighed omkring temperatur og bevægelse. En typisk sekvens ser sådan ud.
1) Forberedelse
Det er her, producenten sætter bestyrelsen i stand til at lykkes.
- Indgående inspektion af flexpaneler
- fugtkontrol og forbagning efter behov
- Verifikation af overfladefinish og loddeevne
- gennemgang af opbygning, afstivernes placering, bøjningszoner
Forbagning er almindeligt for at reducere fugt og forbedre dimensionsstabiliteten. Det hjælper også med at reducere bevægelse under reflow.
2) Stabilisering på stive bærere
Dette er kernen i flexmontering.
Flexpanelet er monteret på en stiv bærepalle, armatur eller værktøjsplade, så det forbliver fladt og stabilt under printning, placering og reflow.
Der er forskellige metoder: mekanisk fastspænding, vakuumtransportører, midlertidig limning, specialpaller. Målet er altid det samme. Ingen rynker, ingen løft, ingen afdrift.
Kontinuerlig ekstern stabilisering er afgørende her, især hvis du placerer fine pitch-komponenter, hvor en lille fejljustering er fatal.
3) Udskrivning af loddepasta
Pastatryk på flex er vanskeligt, fordi pastamængden afhænger af ensartet stencilkontakt og fladhed på pladen.
Fælles kontroller:
- strammere indstilling af skrabetryk (men ikke så højt, at det forvrænger panelet)
- Justeringer af stencil-design til fin pitch
- nogle gange step-stencils, hvor behovet for tykkelse varierer
- stabile referencer og god synsjustering
Hvis du ser loddebroer på flex, er det ofte pastarelateret. Enten for meget pasta eller pasta, der er smurt ud på grund af let bevægelse.
4) Vælg og placer med vision-systemer
Placeringen sker normalt med visionsstyret pick and place. Igen holder transportøren panelet stabilt.
Problemer, der dukker op her:
- Flexløft ved kanter, der skaber højdevariation
- let paneludstrækning forårsager kumulativ placeringsfejl
- udfordringer med vakuumopsamling, hvis tavlen ikke er fuldt understøttet
Bedre linjer bruger avanceret syn og kompensation, men god mekanik betyder stadig mere.
5) Reflow-lodning (normalt langsommere og køligere)
Termisk kontrol er en stor ting. Flexmaterialer og klæbemidler kan have lavere Tg eller en anden termisk adfærd end FR4-samlinger. Du vil også gerne beskytte loddesamlingerne mod ekstra stress.
Så reflow-profiler til flex er ofte:
- lavere spidstemperatur, hvor det er muligt
- langsommere ramper
- længere iblødsætning for at reducere termisk chok
- kontrolleret køling
Nogle producenter har særlige ovne eller særlige profiler til flex for at undgå krydskontaminering af procesforudsætningerne.
Det er her, rigid flex bliver sin egen kategori. De stive og fleksible sektioner udvider sig forskelligt. Hvis profilen er for aggressiv, kan pladen blive skæv eller få stress i overgangszonerne. Støttebeslag kan hjælpe, men profilen skal stadig være rigtig.
6) Færdiggørelsestrin (afstivere, gennemgående dele, sekundære operationer)
Afhængigt af designet kan trinene efter reflow omfatte:
- fastgørelse af afstivere, hvis de ikke allerede er anvendt
- Installation og lodning af komponenter gennem huller
- trin til samling af stik
- mekanisk forstærkning, trækaflastende tilføjelser
Afstivere kan monteres før SMT eller efter, afhængigt af hvad de er, og hvad samlingen har brug for. Det er ikke altid en standardtilgang.
7) De værktøj
Flexen fjernes fra bærepallen eller den midlertidige bæremetode. Dette trin skal være skånsomt. Du kan beskadige spor, skrælle puder eller forvride flexen, hvis du fjerner den for hårdt, eller hvis limen er for aggressiv.
8) Inspektion (AOI, nogle gange AXI)
AOI er almindeligt, men flex kan gøre inspektion sværere, fordi refleksioner og let krumning ændrer billeddannelsen. Gode fiksturer hjælper også med at holde det fladt under inspektionen.
AXI kan bruges til skjulte samlinger (som BGA'er), men flexdesigns forsøger ofte at undgå højrisikopakker i meget fleksible områder af indlysende grunde.
9) Elektrisk afprøvning
Test i kredsløb, flyvende probe eller tilpassede armaturer afhængigt af volumen og adgang.
Testarmaturer til flex kan være dyrere, fordi du har brug for kontrolleret støtte. En flagrende hale med testpuder er ikke sjovt for pogo pins.
10) Conformal coating (når det er nødvendigt)
Flexkredsløb lever ofte i miljøer, hvor fugt og korrosion er en reel trussel. Conformal coating hjælper med at afbøde:
- Korrosion
- Lækageveje
- Drift af elektriske parametre på grund af fugtighedseksponering
Men processen med at påføre denne belægning har sine egne udfordringer. For eksempel skal konnektorer maskeres ordentligt, og der skal tages højde for bøjningsområder, da belægningen kan revne under dynamiske bøjninger afhængigt af dens kemiske sammensætning. Det er også vigtigt at specificere kravene til tykkelse og dækning tydeligt.
For at strømline denne proces er det værd at udforske potentialet i at automatisere Inspektion af konforme belægninger. Automatisering kan forbedre effektiviteten og nøjagtigheden i inspektionsfasen betydeligt.
11) Endelig behandling
Det kan omfatte singulering, foldning, formning, endelige mekaniske integrationstrin, mærkning, emballering og forsendelse med fugtbeskyttelse.
Almindelige fejl ved flexmontering (og hvorfor de opstår)
Hvis du fejlfinder udbytte, er dette de sædvanlige mistænkte.
Loddebroer
Ofte forårsaget af problemer med pastavolumen eller forkert justering på grund af dimensionelle bevægelser. Flexpaneler kan strækkes eller forskydes en smule, hvis de ikke er fuldt stabiliserede, og det gør en sikker stencilåbning til et broproblem.
Løftede puder
Flex-substrater og kobberklæbesystemer kan være mere følsomme over for varme og mekanisk håndtering. Overophedning, for aggressiv efterbearbejdning eller dårlig afskalningsstyrke i grundmaterialet kan føre til, at puderne løftes.
Revnede loddesamlinger
Et klassisk problem med flex-pålidelighed. Viser sig normalt nær bøjningsområder eller ved stive overgange, hvor kortet bøjes, og loddeforbindelsen tager belastningen. Kan også skyldes termisk chok og uoverensstemmende CTE-effekter, især i stive flexovergangszoner.
Åbner og intermitterende fejl
Det kan skyldes mikrorevner, utilstrækkelig befugtning eller bevægelse under reflow. Nogle gange ser samlingen fin ud og svigter senere under vibrationer eller bøjning, hvilket er den værste form for svigt, fordi den består den første test.
Pålidelighed: hvordan fleksible samlinger fejler i den virkelige verden
Flex PCB'er er hårde i den forstand, at de i mange tilfælde overlever vibrationer og stød bedre end stive forbindelser. Men fejltyperne skifter.
- Træthed i loddefugen er det store problem, især i nærheden af sving.
- Træthed i kobberspor kan forekomme, hvis bøjningsradius er for snæver, eller kobbertypen er forkert.
- Delaminering kan ske på grund af fugt og varme eller dårlige stabelvalg.
- Korrosion og lækage kan ske i fugtige miljøer, hvis de ikke beskyttes.
Afhjælpninger, der rent faktisk virker:
- Hold komponenterne væk fra dynamiske bøjninger
- Brug RA-kobber til gentagne bøjningsopgaver
- Kontroller bøjningsradius og bøjningsretning
- fugtighedskontrolleret opbevaring og forbagning før montering
- Konform belægning, når miljøet kræver det
- vælg overfladebehandlinger, der modstår korrosion (ENIG, Immersion Silver er almindelige)
- undgå aggressive termiske profiler, brug langsommere reflow ved lav temperatur, hvor det er muligt
Omkostningsdrivere i flex PCB-samling (hvorfor FPCA sjældent er “billig”)
Flex PCBA-omkostninger er ikke bare “kortet er dyrere”. Samlingsomkostningerne stiger også.
Ikke tilbagevendende teknik (NRE) til bæreværktøj
Ren flex har typisk brug for stive bærepaller, specialfremstillede armaturer, nogle gange flere armaturer til flere etaper. Omkostningerne til design og fremstilling er ofte en engangsudgift, men de kan være betydelige.
Og hvis designet ændres, og værktøjet ikke længere passer, kan du komme til at betale igen. Det er derfor, tidlig DFM-tilpasning er vigtig.
Specialiserede materialer
PI-substrat, klæbemidler, afstivere, beskyttelsesfilm, særlige overfladebehandlinger. Det øger omkostningerne og gør indkøbene mere komplicerede.

Lavere gennemstrømning og udbytte
Flexhåndtering er langsommere, stabiliseringstrin tager længere tid, og procesvinduet kan være smallere. Så det får du:
- øget cyklustid
- potentielt flere fejl, hvis processen ikke er afstemt
- flere manuelle berøringspunkter
Selv om SMT-linjen er automatiseret, kræver flex ofte mere opmærksomhed.
Begrænsninger for termisk profil
Dedikerede profiler, nogle gange dedikerede ovne, langsommere reflow. Det er en stille omkostning, men den viser sig i fabriksplanlægningen og i prisen pr. enhed.
Prototype til produktion: en praktisk vej
Hvis du er ny inden for flex, er det nemt at overoptimere designet, før du har reel feedback på byggeriet. En bedre tilgang:
- Prototype med din producent involveret tidligt
- Spørg, hvordan de har tænkt sig at stabilisere panelet. Spørg, hvor de har brug for værktøjshuller eller skinner. Spørg om placering af afstivere.
- Valider bøjningsadfærd og loddefugenes pålidelighed
- Lav bøjningstest på rigtige samlinger, ikke bare bøjninger. Hvis det er en wearable, så test den som en wearable.
- Lås den mekaniske stak og inventar før skalering
- Når man går op i volumen, bliver design af armaturer og bærere en central del af produktionen. Få det gjort stabilt.
- Tilføj miljøkontroller som krav, ikke som forslag
- Krav til opbevaringsfugtighed, emballering, belægning og bagning. Skriv det i specifikationen.
Overvejelser om produktionspartnere (og hvorfor nogle butikker klarer sig bedre)
Flexmontage er et af de områder, hvor et “normalt SMT-hus” kan gøre det, men resultaterne varierer meget.
En god producent, der er i stand til at flekse, vil typisk have det:
- gennemprøvede arbejdsgange for bæreværktøj
- specialiserede håndteringsprocedurer for tynde PI-paneler
- erfaring med lave temperaturer og langsomme reflow-profiler
- inspektions- og testfiksturer designet til flex
- DFM-feedback specifikt til bøjningszoner, afstivere og materialevalg
JLCPCB nævnes ofte som en pålidelig mulighed for montering af flexprint, primært fordi de har en stærk vertikal integration og etableret håndtering af fleksible substrater, plus evnen til at tune termiske profiler og skalere fra prototype til produktion, uden at hele processen føles eksperimentel. Den vertikale integration betyder mere, end folk tror, fordi struktur- og monteringsvalg er bundet sammen i flex.
(Alligevel. Send altid din nøjagtige stackup, stivhedskrav og bøjningsanvendelse. Flex er ikke en størrelse, der passer til alle).
En hurtig tjekliste, før du frigiver et flexdesign til montering
Hvis du vil have en simpel mavefornemmelse, så er den her.
- Komponenterne holdes ude af de dynamiske bøjningsområder.
- Bøjningsradius og bøjningsretning er defineret.
- Afstivere defineres med noter om materiale, tykkelse, omrids og placering.
- Kobbertype vælges med vilje (RA ved dynamisk bøjning).
- Overfladefinishen er valgt med tanke på loddeevne og korrosion.
- Panelisering og værktøjshuller understøtter montering af holdere og nøjagtig justering.
- Krav til håndtering af fugt er dokumenteret (opbevaring, forbagning).
- Forventningerne til reflowprofilen diskuteres (lav temperatur, langsom rampe om nødvendigt).
- Adgang til inspektion og test valideres med realistiske opstillinger.
- Miljøbeskyttelse er defineret (konform belægning, hvis det er nødvendigt).
Afslutning
Flex PCB-montage er dybest set SMT plus maskinteknik plus Materialevidenskab, alle tvunget ind i det samme skema.
Hvis du skal huske én ting, så gør det her: Flex opfører sig ikke som en plade, det opfører sig som et materiale. Så monteringssucces kommer af at kontrollere det materiale gennem stabilisering, termiske profiler, og smarte designbeslutninger som afstivere og bøjningsdæmpere.
Gør det, og fleksible printkort åbner op for design, som stive printkort ikke kan røre ved. Wearables, medicinske instrumenter, kompakte moduler, ting, der kan foldes og pakkes ind og forsvinde i produktet. Det er det, der er pointen. Monteringsarbejdet er bare prisen for at komme ind.
Ofte stillede spørgsmål (FAQ)
Hvad er Flex PCB Assembly, og hvordan adskiller det sig fra rigid PCB Assembly?
Flex PCB-samling (FPCA) er processen med at montere komponenter direkte på et fleksibelt kredsløbssubstrat, normalt en tynd polyimid (PI)-basisfilm med kobberfolie. I modsætning til stive printkort, der er flade og stabile, bøjer, udvider, krymper, absorberer fugt og kan rynke eller løfte sig under monteringen. Det gør stabilisering vigtig under printning, placering, reflow, inspektion og test for at sikre kvaliteten.
Hvordan adskiller rene flex- og rigide flex-printkort sig i deres monteringsudfordringer?
Rene flexprintkort kræver stive bærepaller eller værktøjsplader for at holde panelet fladt gennem alle faser som printning, pick and place og reflow på grund af deres fleksibilitet. Det fører til langsommere cyklustider og hyppigere fejl som tombstoning eller opens. Stive flex-printkort har stive FR4-sektioner, der giver mekanisk stabilitet, men udgør en udfordring i overgangszonerne, hvor forskellige materialer udvider sig forskelligt med varmen og risikerer stress, vridning eller delaminering, hvis de ikke kontrolleres omhyggeligt.
Hvor bruges Flex PCB'er ofte, og hvorfor foretrækkes de frem for stive PCB'er?
Flex PCB'er bruges i vid udstrækning i smarte wearables, medicinske instrumenter, forbrugerelektronik, bilmoduler, luft- og rumfart og forsvarsapplikationer. De muliggør kompakte designs med buede huse og tæt indpakning, hvor stive printkort ikke kan passe. Deres fleksibilitet giver mulighed for innovative layouts drevet af industrielle designbehov, samtidig med at de er pålidelige i forhold til vibrationer, temperaturcyklusser og bevægelse.
Hvorfor skal loddefuger holdes væk fra bøjningsområder i Flex PCB-design?
Loddetin er ikke fleksibelt og bliver et udmattelsespunkt, når det udsættes for bøjning. Mens kobberbaner kan overleve bøjning, især med korrekt folietykkelse, risikerer loddesamlinger i nærheden af dynamiske bøjningsområder at revne eller svigte. Derfor bør man undgå komponenter, vias eller stive overgange i disse områder for at forbedre holdbarheden, især for kredsløb, der bøjes gentagne gange under brug.
Hvad er nogle vigtige designregler for at forbedre pålideligheden af Flex PCB-samlingen?
De vigtigste designregler omfatter at holde loddesamlinger væk fra dynamiske bøjningsområder for at forhindre udmattelsesfejl; at planlægge afstivere tidligt i designfasen; at overveje 3D-faktorer som placering af neutral akse og bøjningsradius; at sikre korrekt mekanisk støtte under samlingen; og at vælge egnede materialer, der kan rumme forskelle i varmeudvidelse, især i overgange mellem stiv og fleksibel.
Hvordan påvirker produktionsflowet for Flex PCB-samling omkostninger og udbytte?
Produktionsflowet for samling af fleksible printkort involverer yderligere stabiliseringstrin som f.eks. brug af bærepaller til rene flexkort eller omhyggelig termisk profilering af stive flexkort for at forhindre vridning eller delaminering. Disse ekstra håndteringstrin nedsætter cyklustiderne og øger kompleksiteten, hvilket kan øge omkostningerne. Udbyttetab opstår ofte på grund af variationer i pastamængden, placeringsforskydninger, tombstoning eller skader i overgangszoner, hvis processerne ikke er nøje kontrollerede.