

















Introduktion
PCBA står for Trykt kredsløb + samling. Det refererer til hele processen, hvor et nøgent printkort gennemgår SMT (overflademonteringsteknologi) placering eller indsættelse af gennemgående huller (DIP), efterfulgt af komplet samling. I Kina bruges ofte udtrykket “PCBA”, mens standardnotationen i Europa og USA er “PCB'A” med apostrof - det er det officielle konventionelle udtryk.
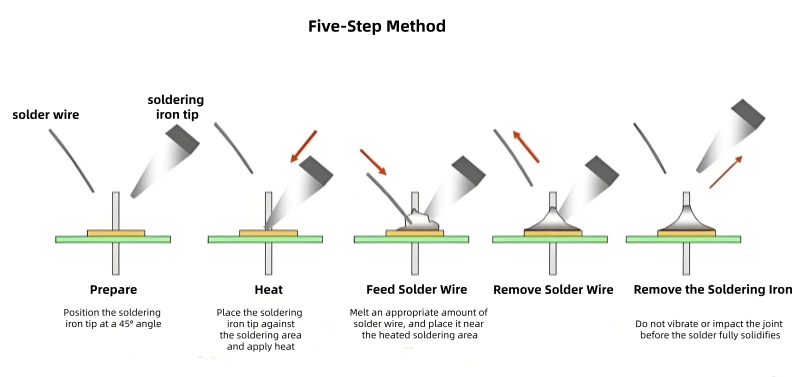
1. Fem trin til manuel PCBA-lodning
- Forbered dig: Placer loddekolbens spids i en vinkel på 45° i forhold til loddefugen.
- Varme: Rør jernspidsen mod loddefugen, og påfør varmen jævnt.
- Fremføring af loddetråd: Tilfør loddetråd til den opvarmede samling, og lad loddet smelte i passende mængde.
- Fjern loddetråd: Når tilstrækkeligt loddetin er smeltet og har dækket samlingen, skal du først trække loddetråden væk.
- Fjern strygejernet: Undgå enhver vibration eller påvirkning af samlingen, før loddet er størknet helt. Fjern derefter forsigtigt loddekolben.
2. Grundlæggende principper for PCBA-lodning
2.1 Boardets og loddets overfladespænding
Kohæsionen i tin-bly-lod er ekstremt stærk, hvilket får smeltet lod til at danne en sfærisk form. For en given volumen har en kugle det mindste overfladeareal, hvilket stemmer overens med kravet om lavenergitilstand. Flux fungerer på samme måde som et rengøringsmiddel på fedtede metaloverflader. Derudover er overfladespændingen meget afhængig af metallets renhed og dets temperatur. Ideel befugtning (loddeadhæsion) forekommer kun, når befugtningsenergien væsentligt overstiger loddets overfladeenergi (kohæsion).
2.2 Dannelse af intermetalliske forbindelser
Kobber og tin danner intermetalliske korn under lodning. Formen og størrelsen af disse korn bestemmes af varigheden og intensiteten af den varme, der tilføres samlingen. Lavere varmetilførsel har en tendens til at give en fin krystallinsk struktur, som giver loddesamlinger med optimal styrke. Omvendt resulterer overdreven varme eller forlænget loddetid i grove, grynede og skøre korn, hvilket fører til reduceret forskydningsstyrke i samlingen.
2.3 Befugtningsvinkel på pladen
Når printpladens overflade opvarmes til ca. 35 °C over loddets eutektiske punkt, og en dråbe lod placeres på den varme, fluxede overflade, dannes der en menisk (buet væskeoverflade). Metallets befugtningsevne kan delvist vurderes ud fra formen på denne menisk:
- Hvis menisken har en tydelig underskæring, ligner en vanddråbe på en fedtet metaloverflade eller har tendens til at være kugleformet, er metallet ikke befugtningsdygtigt.
- God befugtning indikeres af en lille meniskvinkel på mindre end 30°.
2.4 Vådgørende virkning
Befugtning refererer til den proces, hvor varmt flydende loddetin opløses og spredes på den metaloverflade, der skal sammenføjes. Loddetin og kobber blandes på molekylært niveau for at danne en ny legeringsfase (delvist kobber, delvist loddetin). Denne proces skaber intermetalliske bindinger mellem komponenterne, hvilket er kernen i lodning af høj kvalitet og bestemmer loddesamlingens styrke. For effektiv befugtning:
- Kobberoverfladen skal være ren og fri for luftdannede oxidlag.
- Loddet og arbejdsemnets overflade skal have den rette temperatur.
2.5 Egenskaber ved intermetalliske lag
PCBA bruger kobber som grundmetal og tin-bly som loddelegering. Mens bly ikke danner intermetalliske forbindelser med kobber, diffunderer tin ind i kobber og skaber intermetalliske forbindelser (Cu₃Sn og Cu₆Sn₅) ved grænsefladen mellem loddemetal og kobber. Vigtige egenskaber:
- Det intermetalliske lag (bestående af η-fase og ε-fase) skal være ekstremt tyndt.
- Ved lasersvejsning er den intermetalliske lagtykkelse i størrelsesordenen 0,1 mm; ved bølgelodning og manuel lodning har en samling af høj kvalitet typisk en intermetallisk lagtykkelse på over 0,5 µm.
- Loddeforbindelsens forskydningsstyrke falder, når det intermetalliske lag bliver tykkere. Derfor bør loddetiden minimeres for at holde lagtykkelsen under 1 µm.
3. Forholdsregler for manuel PCBA-lodning
3.1 Kontrol af elektrostatisk afladning (ESD)
Brug altid en ESD-håndledsrem. Menneskekroppen kan akkumulere over 10.000 volt statisk elektricitet, mens mange IC'er (Integrated Circuits) kan blive beskadiget af spændinger på over 300 V. Håndledsremmen sikrer statisk afladning til jorden og beskytter dermed følsomme komponenter.
3.2 Håndtering af printkort og komponenter
- Brug handsker eller fingerbeskyttere; rør ikke ved PCB'et eller komponentens guldfingre med bare hænder (olie og fugt fra huden kan forårsage forurening eller korrosion).
- Hold kun printet i kanterne for at undgå at beskadige komponenter eller lodninger på printet.
3.3 Loddeparametre og teknik
- Brug den korrekte loddetemperatur, jernvinkel og loddesekvens; hold en passende loddetid.
- Foretrækker lavtemperaturlodning, når det er muligt: Høje temperaturer fremskynder oxidation af jernspidsen - ved 470 °C er oxidationshastigheden dobbelt så høj som ved 380 °C, hvilket forkorter spidsens levetid betydeligt.
- Anvend ikke for stort tryk: Overtryk kan beskadige eller deformere jernspidsen. Varmen overføres effektivt, hvis spidsen har fuld kontakt med loddefugen. Vælg en jernspidsstørrelse, der passer til loddepladen, for at opnå optimal varmeledning.
- Undgå at slå eller svinge med jernspidsen: Det kan beskadige varmekernen, forårsage loddesprøjt (som kan skabe kortslutninger på printet) og reducere kernens levetid.
3.4 Vedligeholdelse af jernspids
- Rengør jernspidsen med en fugtig svamp for at fjerne oxid og overskydende loddemetal. Svampen skal være fugtig (ikke gennemblødt eller tør):
- Alt for våde svampe forårsager pludselige temperaturfald (termisk chok), hvilket fører til kolde loddefuger eller åbne kredsløb; vandrester kan også korrodere printkortet eller forårsage kortslutninger.
- Tørre svampe fjerner ikke oxid, hvilket resulterer i dårlig fortinning af spidsen og efterfølgende loddefejl.
- Tjek svampens fugtniveau regelmæssigt, og rens den for lodderester mindst tre gange om dagen.
- Hold jernspidsen fortinnet (belagt med et tyndt lag loddemetal) for at reducere oxidering og forlænge dens levetid.
3.5 Brug af loddetin og flux
- Brug den rigtige mængde loddetin: For meget loddemetal forårsager kortslutninger (brodannelse) eller skjuler defekter; for lidt loddemetal resulterer i svage samlinger og accelereret oxidering, hvilket fører til svigt i samlingen over tid.
- Brug den rigtige mængde flux: Overskydende flux kan korrodere PCBA'en og forårsage elektrisk lækage; utilstrækkelig flux fjerner ikke oxider eller fremmer befugtning.
- Reducer loddesprøjt: Undgå at smelte loddetråd direkte på den varme jernspids (flussmiddel opvarmes hurtigt og sprøjter). Før i stedet loddetråden hen til den opvarmede samling.
3.6 Undgå varmeskader
Lad ikke loddekolben brænde plastisoleringen på ledninger i nærheden eller på komponenternes overflader - det er især vigtigt ved tætpakkede eller komplekst formede printplader.
3.7 Selvinspektion efter lodning
Efter lodning skal du inspicere hver samling ud fra følgende tjekliste:
- a. Er der nogen manglende loddesamlinger?
- b. Er loddesamlingerne glatte, fyldige og blanke?
- c. Er der restflux omkring samlingen?
- d. Er der nogen loddebroer (utilsigtede forbindelser mellem pads)?
- e. Er der puder, der er løftet eller revet af printkortet?
- f. Er der nogen revner i loddesamlingerne?
- g. Er der nogen samlinger, der er nåleformede (trækkede spidser) eller ujævne?
3.8 Sikkerhed og ventilation
- Brug en maske for at undgå at indånde skadelige dampe fra loddetin og flusmiddel.
- Brug en udsugningsventilator eller emhætte til at opretholde god ventilation ved loddearbejdspladsen.
4. Tips til praktisk arbejde og forbedring af færdigheder
- Øv dig i at holde hånden i ro og styre varmen præcist.
- Tilpas jernspidsens størrelse til loddefugen/paddens størrelse for effektiv varmeoverførsel.
- Juster loddekolbens temperatur ud fra komponenterne og loddetypen (f.eks. lavere temperaturer til varmefølsomme komponenter).
- Vælg den passende fluxtype til opgaven (f.eks. no-clean flux til PCB-samlinger).
- Hold arbejdsområdet rent og organiseret for at forhindre forurening eller beskadigelse af komponenter.
- Uddan operatørerne i standardprocedurer for at undgå dårlige vaner, der går ud over kvaliteten.
5. Opsummering: Vigtige regler at følge
- Brug en ESD-håndledsrem, og jord dig selv for at beskytte følsomme komponenter.
- Brug handsker eller fingerbeskyttere - rør aldrig ved komponenter eller PCB'er med bare hænder.
- Oprethold den korrekte loddevinkel, temperatur, rækkefølge og tid.
- Hold PCB'et i kanterne for at undgå at beskadige komponenterne.
- Prioriter lavtemperaturlodning, når det er muligt.
- Undgå at trykke eller slå på loddekolben; brug den rigtige spidsstørrelse.
- Rengør jernspidsen regelmæssigt med en korrekt fugtet svamp.
- Brug den rigtige mængde loddetin og flux - undgå for meget eller for lidt.
- Hold jernspidsen fortinnet for at reducere oxidering.
- Undgå loddesprøjt ved at tilføre loddetinnet til samlingen (ikke jernspidsen).
- Undgå varmeskader på ledninger og komponenter i nærheden.
- Kontrollér alle samlinger efter lodning ved hjælp af den medfølgende tjekliste.
- Brug sikkerhedsudstyr (maske, røgsuger) for at sikre et sundt arbejdsmiljø.
- Invester i uddannelse og kontrol af færdigheder for løbende at forbedre loddekvaliteten.
Sidste bemærkning
Manuel PCBA-lodning er en kombination af dygtighed og proceskontrol. Loddeforbindelser af høj kvalitet er afhængige af korrekt varmestyring, præcis timing, passende valg af flusmiddel, rene metaloverflader og omhyggelig håndtering. Ved at minimere varmeeksponeringen for at kontrollere væksten af intermetalliske lag, forhindre ESD-skader og følge standard rengørings- og inspektionsprocedurer kan du konsekvent producere stærke, pålidelige loddesamlinger og forbedre den samlede produktkvalitet.

