
















Denne note forklarer, hvorfor PCB-paneler kan ændre størrelse under behandlingen, og hvordan man kontrollerer dette. Fra den første overførsel af det indre lags mønster på PCB-basismateriale, Gennem flere lamineringscyklusser og derefter til overførslen af det ydre lags mønster kan panelet udvide sig eller krympe forskelligt i X- og Y-retningen. Ved at gennemgå det fulde PCB-produktionsflowdiagram kan vi finde de procestrin og årsager, der fører til unormal paneludvidelse eller dårlig størrelseskonsistens.
1. Hovedårsager til udvidelse og krympning af PCB-størrelse
1.1 Indgående materialestabilitet og batch-til-batch-konsistens
Den vigtigste faktor er størrelsesstabiliteten af det indgående PCB-basismateriale. Vær særlig opmærksom på, hvor ensartet materialet er mellem lamineringscyklusser fra den samme leverandør. Selv om hvert parti opfylder materialespecifikationen, kan dårlig konsistens mellem partierne skabe problemer. For eksempel kan et prøvekort i første omgang blive justeret med en rimelig kompensation for det indre lag. Senere, når produktionen bruger et andet parti grundmateriale, kan den endelige mønsterstørrelse gå ud af tolerance.
Der er et andet unormalt tilfælde. Nogle partier viser normale røntgen- og yderlagsoverførselsforhold efter yderlagslaminering. Men senere, før kontureringen, viser det sig, at panelet er krympet. I et produktionstilfælde viste nogle partier en alvorlig krympning efter overførsel af det ydre lag. Panelbredden i forhold til den afsendte enhedslængde, i forhold til skalaen for overførsel af det ydre lag, krympede med hele 3,6 mil pr. 10 tommer. Vi sporede dette parti. Røntgendataene efter laminering af det yderste lag og overførselsskalaen for det yderste lag var stadig inden for kontrolgrænserne. På nuværende tidspunkt har proceskontrollen ikke en pålidelig overvågningsmetode til at fange denne form for skift tidligt.
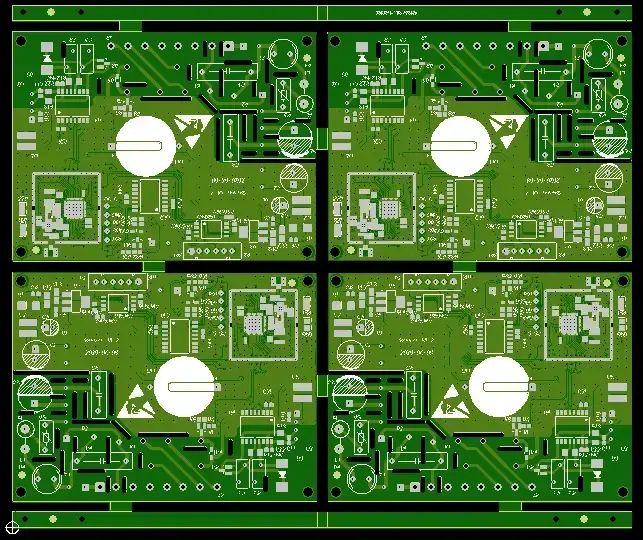
1.2 Designfaktorer for panelisering (array)
Standardpaneler er normalt designet med symmetriske layouts. Når overførselsskalaen er normal, påvirker symmetriske layouts ikke den endelige mønsterstørrelse ret meget. Men nogle kunder eller designere bruger ikke-symmetriske panellayouts for at forbedre materialeforbruget og sænke omkostningerne. Ikke-symmetriske layouts kan forårsage tydelige forskelle i mønsterstørrelsen på tværs af forskellige områder af panelet. Under bearbejdningen kan du opleve dårligere registreringskontrol for ikke-symmetriske paneler. Det gælder for laser blind-via-boring, eksponering af ydre lag, eksponering af loddemasker og udskrivning af mærkater. I disse trin er ikke-symmetriske paneler sværere at justere og forbedre end symmetriske.
1.3 Overførselsfaktorer for det første indre lags mønster
Den første overførsel af det indre lags mønster er et vigtigt skridt for den endelige printkortstørrelse. Hvis filmskaleringen eller filmkompensationen for den første overførsel af det indre lag er forkert, opfylder det færdige printmønster måske ikke kundens behov. Forkert skalering af første lag kan også forårsage senere problemer. For eksempel er laserblind vias måske ikke på linje med deres landingspuder. Det kan reducere lag-til-lag-isoleringen og endda forårsage kortslutninger. Det kan også give problemer med registrering af gennemgående eller blinde vias under overførslen til det ydre lag.
2. Målrettede overvågnings- og forbedringsmetoder
På baggrund af ovenstående analyse kan vi indføre specifikke overvågnings- og forbedringsmetoder.
2.1 Overvåg det indgående grundmateriales størrelsesstabilitet og batchkonsistens
- Periodiske tests. Test regelmæssigt størrelsesstabilitet for basismateriale fra forskellige leverandører. Spor forskellene i kæde og skud (X og Y) mellem partier af samme materialekvalitet. Brug simpel statistik til at analysere testdataene. Det hjælper med at finde leverandører, hvis materiale er mere stabilt over tid.
- Brug data til valg af leverandør. Giv størrelsesdataene til SQE (Supplier Quality Engineering) og indkøb. Det giver bedre dokumentation for valg af leverandør.
- Opdag alvorlige forskydninger. For enkelte dårlige partier, der forårsager alvorlig krympning efter overførsel af yderlag, er den eneste praktiske detektion i dag måling af de første produktionspaneler ved outline-routing eller inspektion ved forsendelsesgennemgang. Sidstnævnte metode kræver streng kontrol af partiet. I en stor batchproduktion med mange partier kan der ske forvekslinger, og det gør det sværere at opdage.
2.2 Brug symmetriske paneldesigns, når det er muligt
- Regel for design. Prøv at anvende symmetriske paneldesigns. Symmetri hjælper med at holde ekspansion og krympning ensartet på tværs af alle leverede enheder i panelet.
- Marker panelets positioner. Hvis det er muligt, skal du bede kunden om at tillade proceskantmærker som f.eks. ætsemærker eller trykt tekst til at markere hver leveret enheds position på panelet. For ikke-symmetriske designs er denne mærkning mere nyttig. Hvis en enhed i et panel senere viser en afvigende størrelse eller en lokal blind-via bundpudefejl, kan du identificere den dårlige enhed og fjerne den før forsendelse. På den måde undgår man fejlmontering og klager fra kunderne.
2.3 Lav et pilotboard for at indstille overførselsskalaen og validere
- Fremstil et “skala-pilot”-board. Lav et første pilotboard for at bestemme den korrekte filmskalering til den første overførsel af det indre lag. Dette trin er afgørende, når du skifter leverandør af basismateriale eller P-film for at reducere omkostningerne eller af andre årsager.
- Håndter paneler, der er ude af kontrol, forsigtigt. Hvis du finder paneler, der er ude af kontrol, skal du kontrollere, om enhedens via-huller stammer fra sekundær boring. For paneler, der følger et rutinemæssigt boreflow, kan du frigive dem til overførsel til ydre lag og justere filmskaleringen efter behov. Men for paneler med sekundært borede huller skal du håndtere de unormale paneler med ekstra forsigtighed. Du skal sikre, at de færdige mønsterdimensioner og afstanden fra target til via-hullet (sekundært boret) opfylder specifikationen. Hold styr på det: Indsaml skaleringsdata for det første bord for sekundære lamineringspaneler, så du har en reference.
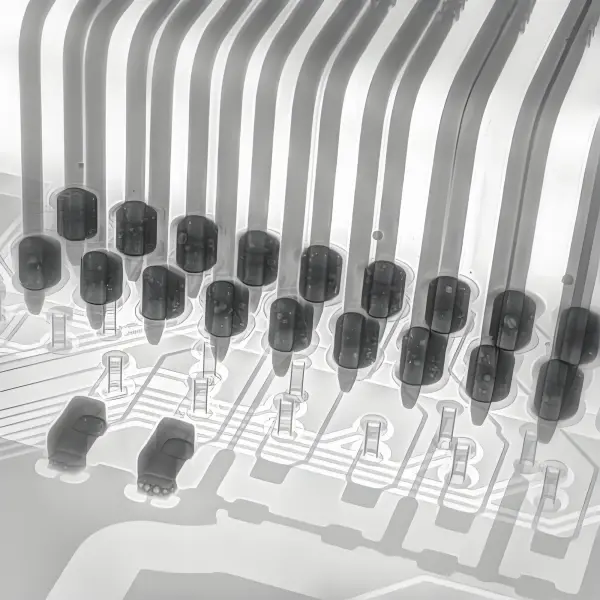
2.4 Processtyring ved hjælp af registreringsdata for indre røntgenlag
- Brug røntgenregistrering. Efter laminering skal du bruge røntgenmålinger af mål i det indre lag i panelet til at få registreringsdata for de borede via-positioner. Sammenlign disse målte målnumre i det indre lag med de accepterede pilotkortdata. Denne sammenligning viser, om panelstørrelsen har en unormal udvidelse eller krympning.
- Stram tolerance for skalering. Teoretisk analyse viser, at skaleringen her bør kontrolleres inden for ca. ±0,025% for at opfylde størrelseskravene til standardpaneler. Hold tolerancen stram for at undgå senere registreringsproblemer.
3. Sammenfatning og endelig rådgivning
Ved at analysere de vigtigste årsager til udvidelse og svind af printkortstørrelsen kan vi finde praktiske overvågningspunkter og forbedringsmetoder. De vigtigste tiltag er:
- Test og spor indgående materialestabilitet på tværs af batches.
- Foretræk symmetriske panellayouts, og tilføj positionsmærker, når layoutet skal være asymmetrisk.
- Brug pilotplader til at indstille det første indre lags filmskalering, og registrer dataene.
- Brug røntgenregistrering efter laminering for at opdage størrelsesforskydninger tidligt.
- Behandl paneler med sekundære boringer anderledes og mere omhyggeligt.
Jeg håber, at PCB-udøvere finder disse ideer nyttige. Kombiner disse metoder med dine egne produktionsforhold. Vælg derefter de forbedringer, der passer til din fabrik og dine produkter. Hvis du ønsker det, kan jeg udarbejde en kort tjekliste eller en skabelon til materialetest og pilotboard-registreringer, som du kan bruge på værkstedsgulvet.
4. Philifasts fordele inden for PCB-størrelseskontrol og processtabilitet
4.1 Produktion og kvalitetskontrol
Philifast har stærke praktiske fordele ved at kontrollere PCB-størrelsesændringer og ved at levere stabile, pålidelige boards. Virksomheden har eksisteret i mange år og bruger avancerede produktionslinjer og inspektionsværktøjer. Den har vigtige kvalitetscertifikater og har et dygtigt ingeniørteam, der håndterer pilotkort, indgående materialekontrol og procesopsætning. Philifast har flere SMT linjer, røntgen-, AOI- og SPI-inspektion og en komplet PCBA linje, som alle hjælper med at spotte og forhindre størrelses- og registreringsproblemer tidligt i forløbet.
4.2 Proceskontrolforanstaltninger og serviceintegration
Philifast foretager streng kontrol af indgående materiale, registrerer skaleringsdata for pilotplader og bruger røntgenregistrering til at overvåge mål i det indre lag efter laminering. Disse trin reducerer risikoen for senere krympning eller udvidelse og gør det lettere at finde eventuelle dårlige enheder i et panel inden forsendelse. Philifast tilbyder også one-stop PCB- og PCBA-tjenester fra prototype til masseproduktion, så det samme team, der opretter printmønsteret, kan følge det gennem montering og test for at opnå ensartede resultater.

