1. Hintergrund des Prozesses
Da PCBA-Bauteile immer kleiner und dichter werden, verringern sich auch der Abstand zwischen den Bauteilen und die Abstandshöhe der Bauteile, also der Abstand zwischen dem Bauteil und der Leiterplatte. Gleichzeitig haben Umweltfaktoren einen immer größeren Einfluss auf PCBA. Aus diesem Grund müssen elektronische Produkte heute ein höheres Maß an Zuverlässigkeit aufweisen.
PCBA-Bauteile werden immer kleiner, und die Anordnung wird immer dichter. Angesichts des Trends zur Miniaturisierung und hohen Packungsdichte nehmen durch die Umgebung bedingte Ausfallprobleme immer mehr zu. Aus diesem Grund ist die Schutzbeschichtung zu einem entscheidenden Verfahren geworden, um die Zuverlässigkeit von PCBA im Einsatz zu gewährleisten.
2. Einfluss verschiedener Umweltfaktoren auf die Leiterplattenbestückung
Häufige Umwelteinflüsse wie Feuchtigkeit, Staub, Salznebel und Schimmel können verschiedene Arten von Ausfällen bei Leiterplattenbaugruppen verursachen. Die wichtigsten Auswirkungen sind folgende:.
2.1 Einfluss der Luftfeuchtigkeit
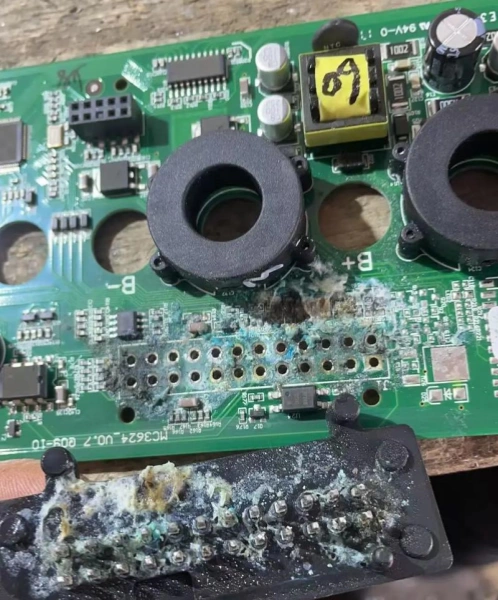
Die meisten elektronischen Leiterplattenbaugruppen, die in einer offenen Umgebung eingesetzt werden, sind der Gefahr von Korrosion ausgesetzt. Wasser ist der Hauptfaktor, der Korrosion verursacht. Wassermoleküle sind sehr klein, sodass sie durch die Molekülspalten einiger Polymerwerkstoffe dringen und in das Innere des Materials gelangen können. Sie können auch durch winzige Löcher in der Beschichtung eindringen, die darunterliegende Metallschicht erreichen und dort Korrosion verursachen.
Wenn die Luftfeuchtigkeit einen bestimmten Wert erreicht, kann dies zu elektrochemischer Migration auf der Leiterplatte, Leckstrom und Signalverzerrungen in Hochfrequenzschaltungen führen.
Dampf oder Feuchtigkeit + ionische Schadstoffe wie Salze und Flussmittelaktivatoren = leitfähiger Elektrolyt + Spannungsbelastung = elektrochemische Migration

Wenn die relative Luftfeuchtigkeit 80 % erreicht, kann sich ein Wasserfilm mit einer Dicke von 5 bis 20 Molekülen bilden. Zu diesem Zeitpunkt können sich viele Moleküle frei bewegen. Ist Kohlenstoff vorhanden, können elektrochemische Reaktionen auftreten. Wenn die relative Luftfeuchtigkeit 60 % erreicht, kann sich auf der Oberfläche des Geräts ein Wasserfilm mit einer Dicke von 2 bis 4 Molekülen bilden. Wenn sich Schadstoffe darin lösen, können chemische Reaktionen auftreten. Wenn die relative Luftfeuchtigkeit unter 20 % liegt, kommt fast jegliche Korrosion zum Stillstand.
Aus diesem Grund ist der Feuchtigkeitsschutz ein wichtiger Bestandteil des Produktschutzes.
Bei elektronischen Geräten tritt Feuchtigkeit in drei Formen auf: Regenwasser, Kondenswasser und Wasserdampf. Wasser ist ein Elektrolyt. Es kann viele korrosive Ionen lösen und dadurch Metall angreifen. Wenn die Temperatur an einer Stelle des Geräts unter den Taupunkt fällt, bildet sich an dieser Oberfläche Kondenswasser. Dies kann an Bauteilen oder auf der Leiterplatte (PCBA) geschehen.
2.2 Auswirkungen von Staub
In der Luft befindet sich Staub. Staub kann ionische Schadstoffe aufnehmen und sich anschließend in elektronischen Geräten absetzen. Dies kann zu Ausfällen führen. Dies ist ein häufiges Problem bei elektronischen Geräten im Außenbereich.
Staub lässt sich in zwei Arten unterteilen. Grobstaub besteht aus unregelmäßigen Partikeln mit einem Durchmesser von 2,5 bis 15 Mikrometern. Er verursacht in der Regel keine Ausfälle oder Lichtbögen, kann jedoch den Kontakt an Steckverbindern beeinträchtigen. Feiner Staub besteht aus unregelmäßigen Partikeln mit einem Durchmesser von weniger als 2,5 Mikrometern. Feiner Staub, der auf eine PCBA-Platine fällt, haftet etwas, sodass er nur mit einer antistatischen Bürste entfernt werden kann.
Staub hat folgende schädliche Auswirkungen:
a. Wenn sich Staub auf der Oberfläche der Leiterplatte absetzt, kann dies zu elektrochemischer Korrosion führen und die Ausfallrate des Bauteils erhöhen.
b. Die Kombination aus Staub, Hitze, Feuchtigkeit und Salznebel verursacht die größten Schäden an Leiterplattenbaugruppen. Elektronische Geräte in Küstennähe, in Wüstengebieten oder auf salz- und alkalihaltigen Böden, während der Regenzeit südlich des Huai-Flusses sowie in der Nähe von Chemiewerken oder Bergbaugebieten weisen die höchste Ausfallrate auf.
Aus diesem Grund ist der Staubschutz ein wichtiger Bestandteil des Produktschutzes.
2.3 Auswirkungen von Salznebel
Salznebel entsteht durch Wellenbewegung, Gezeiten, atmosphärische Strömungen wie den Monsun, Luftdruck und Sonneneinstrahlung. Er kann mit dem Wind landeinwärts getragen werden. Die Konzentration nimmt mit zunehmender Entfernung von der Küste ab. In der Regel beträgt die Konzentration in 1 km Entfernung von der Küste nur 11 % des Wertes an der Küste. Während der Taifun-Saison kann Salznebel weiter ins Landesinnere gelangen.
Die schädlichen Auswirkungen von Salznebel sind folgende:
a. Es beschädigt die Beschichtung auf metallischen Bauteilen.
b. Es beschleunigt die elektrochemische Korrosion, was zum Bruch von Metalldrähten und zum Ausfall von Bauteilen führen kann.
Ähnliche Korrosionsursachen sind ebenfalls häufig anzutreffen:
a. Menschlicher Schweiß enthält Salz, Harnstoff, Milchsäure und andere chemische Substanzen. Diese können an elektronischen Geräten die gleiche Art von Korrosion verursachen wie Salznebel. Aus diesem Grund sollten bei der Montage und beim Gebrauch Handschuhe getragen werden, und die beschichteten Oberflächen dürfen nicht mit bloßen Händen berührt werden.
b. Flussmittel enthält Halogene und säurehaltige Substanzen. Die Leiterplatte muss gereinigt werden, und der Gehalt an Flussmittelrückständen muss streng kontrolliert werden.
Aus diesem Grund ist der Schutz vor Salznebel ein wichtiger Bestandteil des Produktschutzes.
2.4 Auswirkungen von Schimmel
“Schimmel” ist eine gebräuchliche Bezeichnung für Fadenpilze. Der Begriff bedeutet „schimmelbildende Pilze“. Sie bilden oft verzweigte und dichte Myzelien, aber keine großen Fruchtkörper wie Pilze. An warmen und feuchten Orten bilden sich auf vielen Gegenständen sichtbare, flaumige, watteartige oder netzartige Kolonien. Das ist Schimmel.
Schimmelpilze haben folgende schädliche Auswirkungen:
a. Schimmel ernährt sich von organischen Materialien und wächst auf ihnen. Dies kann die Dämmleistung des Materials beeinträchtigen und zu Schäden und Ausfällen führen.
b. Die Stoffwechselprodukte von Schimmelpilzen sind organische Säuren. Diese können die Isolierung und die Durchschlagfestigkeit beeinträchtigen und zu Lichtbogenbildung führen.
Aus diesem Grund ist der Schutz vor Schimmelbefall ein wichtiger Bestandteil des Produktschutzes.
3. Überblick über den Prozess der konformen Beschichtung
Angesichts der umfassenden Auswirkungen von Feuchtigkeit, Staub, Salznebel, Schimmel und anderen korrosionsfördernden Umwelteinflüssen muss die Leiterplatte so weit wie möglich von der Außenumgebung abgeschirmt werden, um die Zuverlässigkeit zu verbessern. Aus diesem Grund wurde das Verfahren der Schutzbeschichtung eingeführt.
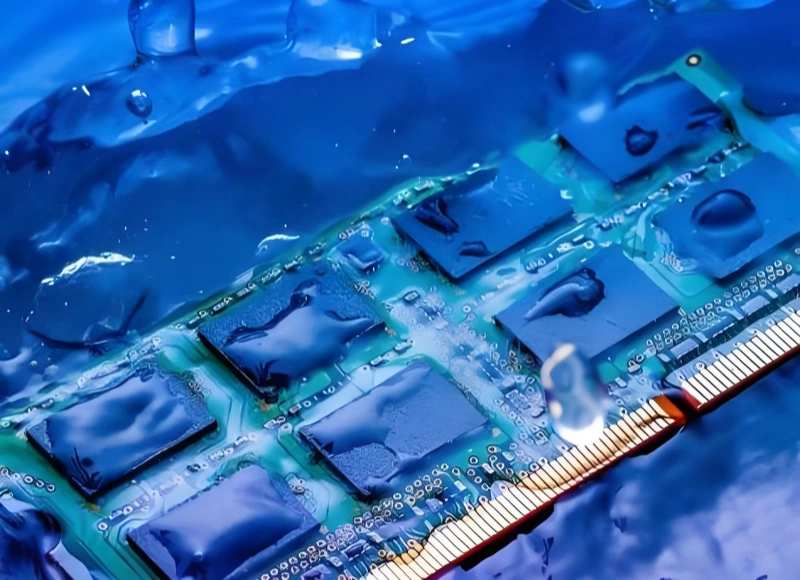
Die Schutzbeschichtung wird auch als Oberflächenbeschichtung oder Conformal Coating bezeichnet. Ihr englischer Name lautet „coating“ oder „conformal coating“. Sie ist heute die gängigste Methode zum Schutz der Leiterplattenoberfläche nach dem Löten. Bei diesem Verfahren wird eine dünne isolierende Schutzschicht auf die Leiterplattenoberfläche aufgetragen. Sie schützt empfindliche elektronische Bauteile vor rauen Umgebungsbedingungen, verbessert die Sicherheit und Zuverlässigkeit elektronischer Produkte erheblich und verlängert deren Lebensdauer.
Eine konforme Beschichtung schützt Schaltkreise und Bauteile vor Feuchtigkeit, Schadstoffen, Korrosion, Belastungen, Stößen, mechanischen Schwingungen und Temperaturwechselbeanspruchung. Zudem kann sie die mechanische Festigkeit und die Isolationsleistung verbessern. Nach dem Beschichten bildet sich auf der Oberfläche der Leiterplatte ein transparenter Schutzfilm. Dieser Film verhindert das Eindringen von Wassertropfen und Feuchtigkeit und beugt damit Leckagen und Kurzschlüssen vor.
4. Wesentliche Punkte des Konformbeschichtungsprozesses auf der Grundlage von IPC-A-610E
4.1 Klassifizierung der Beschichtungsflächen
4.1.1 Bereiche, in denen eine Beschichtung nicht zulässig ist
Dazu gehören Bereiche, die einen elektrischen Anschluss erfordern, wie beispielsweise Goldpads, Goldfinger, durchkontaktierte Löcher und Testlöcher; Batterien und Batteriehalter; Steckverbinder; Sicherungen und Gehäuse; Kühlkörper; Jumper; Kameralinsen in optischen Geräten; Potentiometer; Sensoren; Schalter ohne versiegelte Bauweise; sowie alle Bereiche, in denen eine Beschichtung die Leistung oder den normalen Betrieb beeinträchtigen würde.
4.1.2 Zu beschichtende Flächen
Alle Lötstellen, Stifte und leitenden Teile der Bauteile müssen beschichtet sein.
4.1.3 Optionale Beschichtungsbereiche
Für diese Bereiche gibt es keine eindeutigen verbindlichen Beschichtungsvorschriften. Sie können je nach Produktanforderungen und Kundenstandards beschichtet werden.
4.2 Norm für die Schichtdicke und Prüfverfahren
Die Schichtdicke sollte auf einer ebenen, unbedeckten und ausgehärteten Oberfläche der Leiterplattenbaugruppe gemessen werden. Sie kann auch auf einer Begleitplatine gemessen werden, die im gleichen Verfahren wie die Baugruppe hergestellt wurde. Die Begleitplatine kann aus demselben Material wie die Leiterplatte bestehen oder aus einem nicht porösen Material wie Metall oder Glas. Die Messung der Nassschichtdicke kann ebenfalls als optionale Methode zur Überprüfung der Beschichtungsdicke verwendet werden. In diesem Fall muss das Umrechnungsverhältnis von Trocken- zu Nassschicht im Voraus bekannt sein, und die Aufzeichnungen müssen aufbewahrt werden.
Verfahren zur Dickenprüfung:
- Messung der Trockenfilmdicke: Gemäß der Norm IPC-CC-830B kann ein Mikrometer verwendet werden. Alternativ kann auch ein Messgerät für die Trockenfilmdicke auf Eisenbasis verwendet werden.
- Messung der Nassschichtdicke: Messen Sie die Nassschichtdicke mit einem Nassschichtdickenmessgerät und rechnen Sie diese anschließend anhand des Feststoffgehalts des Beschichtungsmaterials in die tatsächliche Trockenschichtdicke um.
4.3 Anforderungen an die Kantenauflösung
Definition: Die Kante einer durch ein normales Sprühventil aufgesprühten Linie kann nicht vollkommen gerade sein. Es entstehen kleine Grate. Die Breite dieser Grate wird als Kantenauflösung bezeichnet.
Prozessanforderung: Je kleiner der Wert für die Kantenauflösung ist, desto höher ist die Beschichtungsgenauigkeit. Es gibt keinen einheitlichen Standard. Es muss lediglich den individuellen Anforderungen des Kunden entsprechen.
4.4 Anforderung an die Gleichmäßigkeit
Die Schutzbeschichtung muss einen lückenlosen Film auf der Produktoberfläche bilden. Der Film muss eine gleichmäßige Dicke aufweisen, glatt und klar sein. Die Beschichtungsdichte muss über das gesamte Produkt hinweg gleichmäßig sein. Nach der Beschichtung darf die Produktoberfläche keine Risse, Schichtablösungen, Orangenhaut, Verunreinigungen, Kapillareffekte, Blasen oder andere Verarbeitungsfehler aufweisen.
5. Der gesamte Prozess der konformen Beschichtung und die wichtigsten Verfahren
5.1 Rechtzeitige Vorbereitung
Bereiten Sie die Leiterplatte, das Schutzlackmaterial und sonstige Hilfsmittel vor. Ermitteln Sie die Bereiche, die lokal abgeklebt werden müssen. Überprüfen und legen Sie alle wichtigen Prozessdetails fest.
5.2 Reinigungsvorgang
Die Reinigung sollte so bald wie möglich nach Abschluss des Lötvorgangs an der Leiterplatte erfolgen. So lässt sich vermeiden, dass Lötrückstände nach dem Aushärten schwer zu entfernen sind. Stellen Sie zunächst fest, ob es sich um polare oder unpolare Verunreinigungen handelt, und wählen Sie dann das passende Reinigungsmittel aus.
Bei Verwendung eines Reinigungsmittels auf Alkoholbasis muss der Arbeitsbereich gut belüftet sein. Nach der Reinigung muss gründlich getrocknet werden, damit beim Verdunsten keine Lösungsmittelrückstände eine Ofenexplosion verursachen. Bei einem Nassreinigungsverfahren sollten Sie eine leicht alkalische, emulgierte Reinigungsflüssigkeit verwenden, um Flussmittelrückstände zu entfernen, und anschließend gründlich mit klarem Wasser spülen. Stellen Sie sicher, dass die Reinigungsqualitätsstandards eingehalten werden.
5.3 Verfahren zum Schutz durch Abdecken
Wenn keine selektiven Beschichtungsanlagen verwendet werden, müssen die nicht zu beschichtenden Bereiche vor dem Beschichten abgeklebt werden. Verwenden Sie Klebeband, das keine Rückstände hinterlässt und keinen Klebstoff abgibt. Bei IC-Bauteilen sollte zunächst antistatisches Papierklebeband verwendet werden. Alle Bauteile müssen streng gemäß der Zeichnung abgeklebt und geschützt werden.
5.4 Entfeuchtungsprozess
Nach der Reinigung und dem Abkleben muss die Leiterplatte vor dem Beschichten vorgebacken und entfeuchtet werden. Wählen Sie die richtige Vorbacktemperatur und Haltezeit entsprechend der Höchsttemperatur, die die Leiterplatte verträgt. Dadurch wird die Feuchtigkeit vollständig aus der Leiterplatte und aus dem Inneren der Bauteile entfernt.
5.5 Wichtigste Beschichtungsverfahren
Das Verfahren zur konformen Beschichtung kann je nach Schutzgrad der Leiterplatte, der Produktionsausrüstung und den technischen Gegebenheiten flexibel gewählt werden. Die wichtigsten Verfahren sind die folgenden vier Arten.
5.5.1 Manuelles Auftragen mit dem Pinsel
Das Pinselbeschichten hat ein breites Anwendungsspektrum. Es eignet sich vor allem für die Kleinserienfertigung, für Produkte mit komplexen und dichten Leiterplattenstrukturen sowie für Produkte, bei denen strenge Anforderungen an den Maskierungsschutz bestehen. Es ermöglicht eine gute manuelle Kontrolle und lässt sich sehr präzise auf Bereiche anwenden, die nicht beschichtet werden sollen, wodurch Verunreinigungen vermieden werden können.
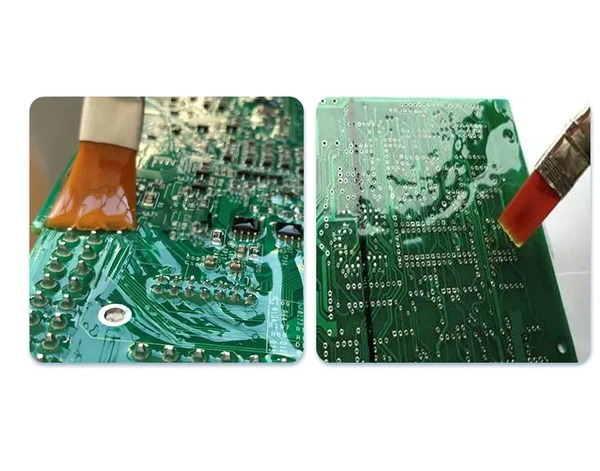
Bei diesem Verfahren wird nur sehr wenig Beschichtungsmaterial verbraucht, weshalb es sich für kostenintensive Zweikomponentenbeschichtungen eignet. Es erfordert ein hohes Maß an Fachkenntnis seitens des Bedieners. Vor Arbeitsbeginn muss der Bediener die in der Zeichnung festgelegten Beschichtungsanforderungen verstehen, die verschiedenen Bauteile identifizieren, die nicht zu beschichtenden Bereiche genau kennen und die Markierungen gut sichtbar anbringen. Während des gesamten Arbeitsprozesses dürfen die bedruckten Einbauteile nicht mit bloßen Händen berührt werden, um eine Sekundärverunreinigung zu vermeiden.
5.5.2 Manuelles Tauchbeschichten
Durch das Tauchbeschichten lässt sich eine gleichmäßige, durchgehende und lückenlose Beschichtungsschicht erzielen. Das Beschichtungsergebnis ist insgesamt sehr gut. Dieses Verfahren eignet sich jedoch nicht für PCBA-Produkte, die über einstellbare Kondensatoren, einstellbare Magnetkerne, Potentiometer, becherförmige Magnetkerne oder Teile mit unzureichender Abdichtung verfügen.
Die wichtigsten Prozessparameter für das Tauchbeschichten sind: die Viskosität der Schutzbeschichtung genau einzustellen; die Hubgeschwindigkeit der Leiterplatte streng zu kontrollieren; die Hubgeschwindigkeit darf nicht mehr als 1 Meter pro Sekunde betragen, damit sich keine Blasen in der Beschichtung bilden.
5.5.3 Manuelles Sprühbeschichten
Dieses Verfahren eignet sich für Produkte mit komplexen Strukturen, vielen verschiedenen Ausführungen und kleinen Losgrößen, bei denen eine Massenproduktion mit automatisierten Anlagen nicht möglich ist. Es deckt spezielle Ecken und Spaltbereiche sehr gut ab.
Hinweise zur Arbeit: Sprühnebel kann leicht Bereiche verunreinigen, die nicht beschichtet werden sollen, wie z. B. Steckverbinder auf Leiterplatten, IC-Sockel, Präzisionskontakte und Erdungsbereiche. Daher muss vor dem Sprühen ein Schutzabdeckung angebracht werden. Das Bedienpersonal darf bedruckte Steckverbinder nicht mit bloßen Händen berühren, damit die Kontaktfläche nicht verschmutzt wird.
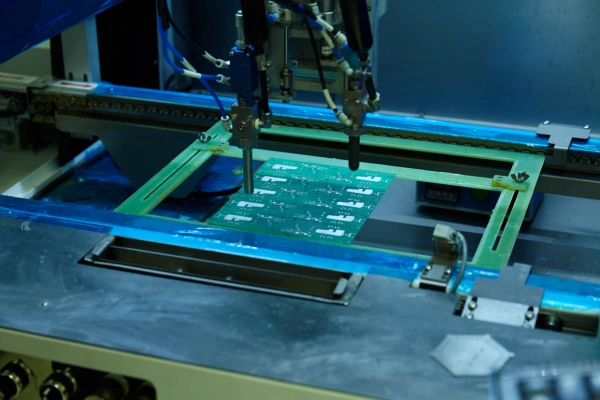
5.5.4 Automatische Sprühbeschichtung
Bei diesem Verfahren kommen in der Regel selektive automatische Beschichtungsanlagen zum Einsatz. Es eignet sich für die groß angelegte Serienfertigung. Zu seinen Vorteilen zählen eine gleichmäßige Beschichtung, hohe Präzision und eine geringere Umweltbelastung. Angesichts des technologischen Fortschritts in der Branche, steigender Arbeitskosten und strengerer Umweltauflagen verdrängen automatische Sprühanlagen nach und nach die herkömmliche manuelle Beschichtung. Sie entwickeln sich zur vorherrschenden Methode in der Branche.