1. Baggrund for processen
Efterhånden som PCBA-komponenterne bliver mindre og mere tætte, bliver afstanden mellem delene og deres afstandshøjde, som er afstanden mellem delen og printkortet, også mindre. Samtidig har miljømæssige faktorer en større og større effekt på PCBA. På grund af dette har elektroniske produkter nu brug for et højere niveau af pålidelighed.
PCBA-dele ændrer sig fra store til små og fra løst layout til tæt layout. Under tendensen til miniaturisering og høj tæthed bliver fejlproblemer forårsaget af miljøet mere og mere alvorlige. Derfor er conformal coating blevet en nøgleproces til at beskytte PCBA'ens pålidelighed under brug.
2. Effekten af forskellige miljøfaktorer på PCBA
Almindelige miljøfaktorer som fugt, støv, salttåge og skimmel kan alle forårsage forskellige former for PCBA-fejl. De vigtigste effekter er som følger.
2.1 Effekt af luftfugtighed
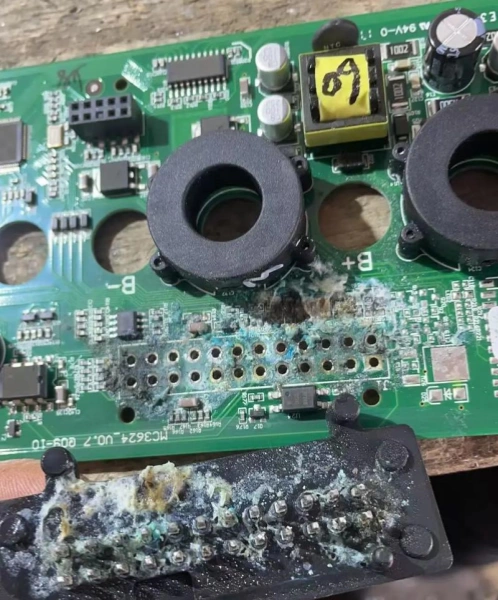
De fleste elektroniske printkort, der bruges i et åbent miljø, er udsat for risiko for korrosion. Vand er det vigtigste medium, der forårsager korrosion. Vandmolekyler er meget små, så de kan passere gennem de molekylære huller i nogle polymermaterialer og trænge ind i materialet. De kan også gå gennem huller i belægningen og nå metallaget nedenunder og derefter forårsage korrosion.
Når luften når et vist fugtighedsniveau, kan det forårsage elektrokemisk migration på printkortet, lækstrøm og signalforvrængning i højfrekvente kredsløb.
Damp eller fugt + ionforurenende stoffer som salte og fluxaktivatorer = ledende elektrolyt + stressspænding = elektrokemisk migration

Når den relative luftfugtighed når 80%, kan der dannes en vandfilm med en tykkelse på 5 til 20 molekyler. På dette tidspunkt kan mange molekyler bevæge sig frit. Hvis der er kulstof til stede, kan der ske elektrokemiske reaktioner. Når den relative luftfugtighed når 60%, kan der dannes en vandfilm med en tykkelse på 2 til 4 molekyler på enhedens overflade. Hvis forurenende stoffer opløses i den, kan der ske kemiske reaktioner. Når den relative luftfugtighed er lavere end 20%, stopper næsten al korrosion.
Derfor er fugtbeskyttelse en vigtig del af produktbeskyttelsen.
For elektronisk udstyr findes fugt i tre former: regnvand, kondens og vanddamp. Vand er en elektrolyt. Det kan opløse mange ætsende ioner og derefter korrodere metal. Når temperaturen i et område på udstyret er lavere end dugpunktet, vil der dannes kondens på den pågældende overflade. Det kan ske på konstruktionsdele eller på PCBA'en.
2.2 Effekt af støv
Støv findes i luften. Støv kan absorbere ionforurenende stoffer og derefter sætte sig i elektronisk udstyr. Det kan forårsage fejl. Dette er et almindeligt problem for udendørs elektronisk udstyr.
Støv kan opdeles i to typer. Groft støv er uregelmæssige partikler med en diameter på 2,5 til 15 mikrometer. Det forårsager normalt ikke fejl eller lysbuer, men det kan påvirke kontakten på stikkene. Fint støv er uregelmæssige partikler med en diameter på mindre end 2,5 mikrometer. Fint støv, der falder på et PCBA-kort, har en vis vedhæftning, så det kan kun fjernes med en antistatisk børste.
Støvets skadevirkninger er som følger:
a. Når støv lægger sig på overfladen af PCBA'en, kan det forårsage elektrokemisk korrosion og øge enhedens fejlrate.
b. Kombinationen af støv, varme og fugtighed og saltspray forårsager mest skade på PCBA. Elektronisk udstyr nær kysten, i ørkenområder eller salt- og alkaliland, i regntiden syd for Huai-floden og nær kemiske anlæg eller mineområder har den højeste fejlrate.
Derfor er støvbeskyttelse en vigtig del af produktbeskyttelsen.
2.3 Effekt af saltspray
Saltspray dannes af bølger, tidevand, atmosfærisk cirkulation såsom monsun, lufttryk og sollys. Det kan drive ind i landet med vinden. Koncentrationen bliver lavere, når afstanden fra kysten øges. Normalt er koncentrationen 1 km fra kysten kun 1% af værdien ved kysten. I tyfonsæsoner kan saltspray drive længere ind i landet.
Skadevirkningerne af saltspray er som følger:
a. Det beskadiger pletteringslaget på konstruktionsdele af metal.
b. Det fremskynder elektrokemisk korrosion, som kan få metaltråde til at knække og dele til at gå i stykker.
Lignende korrosionskilder er også almindelige:
a. Menneskesved indeholder salt, urinstof, mælkesyre og andre kemiske stoffer. Disse kan forårsage den samme form for korrosion som salttåge på elektroniske enheder. Derfor skal man bære handsker under montering og brug, og man må ikke røre ved belagte overflader med bare hænder.
b. Flux indeholder halogen og sure stoffer. PCBA skal rengøres, og niveauet af fluxrester skal kontrolleres nøje.
Derfor er beskyttelse mod salttåge en vigtig del af produktbeskyttelsen.
2.4 Effekt af skimmelsvamp
Skimmelsvamp er en fællesbetegnelse for trådformede svampe. Det betyder “skimmelsvampe”. De danner ofte forgrenet og tæt mycelium, men de danner ikke store frugtlegemer som svampe. På varme og fugtige steder vokser mange ting i synlige lodne, bomuldslignende eller spindelvævslignende kolonier. Det er skimmelsvamp.
Skimmelsvampens skadevirkninger er som følger:
a. Skimmelsvamp æder og vokser på organiske materialer. Det kan nedsætte materialets isoleringsevne og forårsage skader og svigt.
b. Skimmelsvampens stofskifteprodukter er organiske syrer. De kan påvirke isoleringen og den dielektriske styrke og kan forårsage problemer med lysbuer.
Derfor er beskyttelse mod skimmelsvamp en vigtig del af produktbeskyttelsen.
3. Oversigt over Conformal Coating-processen
På grund af den fulde effekt af fugtighed, støv, salttåge, mug og andre miljømæssige korrosionsfaktorer skal PCBA'en isoleres fra det ydre miljø så meget som muligt for at forbedre pålideligheden. Det er grunden til, at conformal coating-processen blev introduceret.
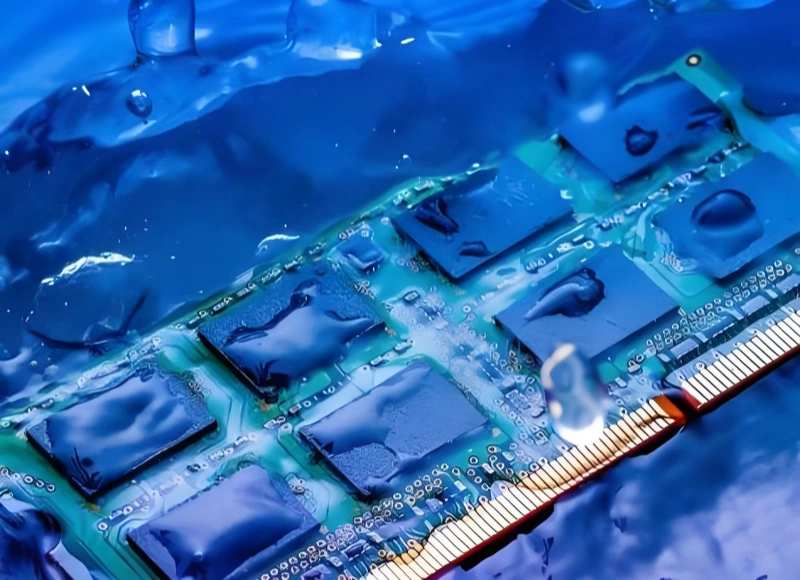
Conformal coating kaldes også overfladebelægning eller conformal coating. Dets engelske navn er coating eller conformal coating. Det er nu den mest almindelige metode til overfladebeskyttelse af printkort efter lodning. Denne proces påfører et tyndt isolerende beskyttelseslag på printkortets overflade. Det adskiller følsomme elektroniske dele fra barske miljøer, forbedrer i høj grad sikkerheden og pålideligheden af elektroniske produkter og forlænger produktets levetid.
Conformal coating kan beskytte kredsløb og dele mod fugt, forurenende stoffer, korrosion, stress, stød, mekaniske vibrationer og termisk cykling. Det kan også forbedre den mekaniske styrke og isoleringsevnen. Efter belægningen dannes der en gennemsigtig beskyttelsesfilm på printkortets overflade. Denne film kan forhindre vanddråber og fugt i at trænge ind, og den kan forhindre lækage og kortslutningsfejl.
4. Nøglepunkter i Conformal Coating-processen baseret på IPC-A-610E
4.1 Klassificering af belægningsområder
4.1.1 Områder, hvor belægning ikke er tilladt
Disse omfatter områder, der har brug for elektrisk forbindelse, såsom guldpuder, guldfingre, gennemgående huller og testhuller; batterier og batteriholdere; stik; sikringer og huse; kølelegemer; jumpere; kameralinser i optiske enheder; potentiometre; sensorer; kontakter uden forseglede strukturer; og alle områder, hvor belægning vil påvirke ydeevnen eller den normale drift.
4.1.2 Områder, der skal belægges
Alle loddesamlinger, stifter og ledende dele af komponenter skal være belagt.
4.1.3 Valgfrie belægningsområder
Disse områder har ikke noget klart krav om obligatorisk overfladebehandling. De kan overfladebehandles ud fra produktbehov og kundestandarder.
4.2 Standard for belægningstykkelse og testmetode
Belægningens tykkelse skal måles på en flad, udækket, hærdet overflade af det trykte kredsløb. Den kan også måles på et ledsagende printkort, der er lavet i samme proces som samlingen. Følgepladen kan være lavet af det samme materiale som printkortet, eller det kan være et ikke-porøst materiale som metal eller glas. Vådfilmtykkelsesmåling kan også bruges som en valgfri måde at kontrollere belægningstykkelsen på. I dette tilfælde skal forholdet mellem tør og våd film være kendt på forhånd, og optegnelserne skal opbevares.
Testmetoder for tykkelse:
- Måling af tørfilmstykkelse: Der kan bruges et mikrometer i henhold til IPC-CC-830B-standarden. En jernholdig tørfilmstykkelsesmåler kan også bruges.
- Måling af vådfilmtykkelse: Brug en vådfilmtykkelsesmåler til at måle vådfilmtykkelsen, og konverter den derefter til den faktiske tørfilmtykkelse baseret på belægningsmaterialets faststofindhold.
4.3 Krav til kantopløsning
Definition: Kanten af en linje, der sprøjtes med en normal sprøjteventil, kan ikke være helt lige. Der vil være små grater. Bredden af disse grater kaldes kantopløsning.
Proceskrav: Jo mindre kantopløsningsværdi, jo højere belægningspræcision. Der er ingen fast standard. Den behøver kun at opfylde kundens tilpassede krav.
4.4 Krav om ensartethed
Den konforme belægning skal danne en komplet film på produktets overflade. Filmen skal være jævn i tykkelsen, glat og klar. Belægningen skal være ensartet på tværs af hele produktet. Efter belægningen må produktoverfladen ikke have revner, lagadskillelse, appelsinskal, forurening, kapillareffekt, bobler eller andre procesfejl.
5. Fuld konform belægningsproces og vigtigste metoder
5.1 Tidlig forberedelse
Forbered PCBA-produktet, conformal coating-materialet og andre hjælpematerialer. Identificer de områder, der har brug for lokal maskeringsbeskyttelse. Bekræft og fastlås alle vigtige procesdetaljer.
5.2 Rengøringsproces
Rengøringen skal ske så hurtigt som muligt, efter at PCBA-lodningen er afsluttet. På den måde undgår man, at lodderesterne bliver svære at fjerne, når de er hærdet. Først skal du vurdere, om forureningen er polær eller upolær, og derefter matche den med det rigtige rengøringsmiddel.
Hvis der bruges et alkoholbaseret rengøringsmiddel, skal arbejdsområdet have god ventilation. Efter rengøringen skal der tørres omhyggeligt, så rester af opløsningsmiddel ikke forårsager en eksplosion i ovnen, når det fordamper. Hvis der anvendes en vandvaskeproces, skal du bruge en let alkalisk emulgeret rengøringsvæske til at fjerne fluxrester og derefter skylle helt med rent vand. Sørg for, at standarden for rengøringskvalitet er opfyldt.
5.3 Maskering af beskyttelsesprocessen
Når der ikke anvendes selektivt belægningsudstyr, skal de områder, der ikke skal belægges, maskeres før belægningen. Brug selvklæbende tape, der ikke efterlader rester eller overfører lim. Til IC-dele skal der først bruges antistatisk papirtape. Alle dele skal maskeres og beskyttes nøje i henhold til tegningen.
5.4 Affugtningsprocessen
Efter rengøring og maskering skal PCBA'en forbages og affugtes før coating. Baseret på den maksimale temperatur, som PCBA'en kan tåle, skal du vælge den rigtige forbagningstemperatur og holdetid. På den måde fjernes fugten helt fra printet og inde i komponenterne.
5.5 De vigtigste belægningsmetoder
Den konforme coatingproces kan vælges fleksibelt ud fra PCBA'ens beskyttelsesniveau, produktionsudstyret og den tekniske opsætning. De vigtigste metoder er følgende fire typer.
5.5.1 Manuel belægning med børste
Børstelakering har et bredt anvendelsesområde. Den er primært velegnet til små serier, produkter med komplekse og tætte PCBA-strukturer og produkter med strenge krav til maskeringsbeskyttelse. Den giver stærk manuel kontrol og kan undgå områder uden belægning meget præcist, så den kan forhindre forurening.
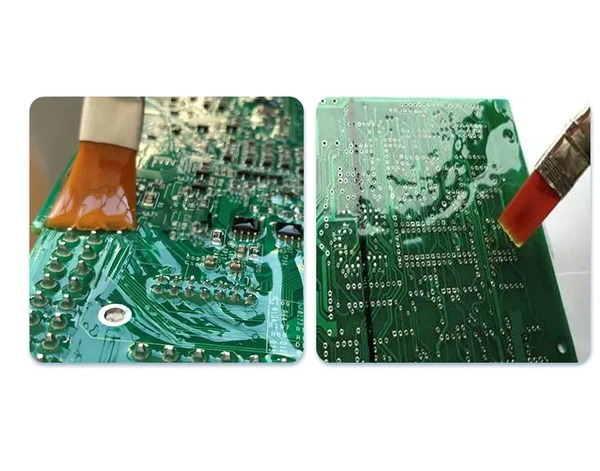
Denne proces bruger meget lidt belægningsmateriale, så den er velegnet til dyre tokomponentbelægninger. Den kræver et højt niveau af færdigheder fra operatøren. Før arbejdet starter, skal operatøren forstå kravene til overfladebehandling på tegningen, identificere forskellige komponenter, kende de områder, der ikke må overfladebehandles, tydeligt og gøre mærkerne lette at se. Under hele arbejdsprocessen må man ikke røre ved de trykte plug-in-dele med bare hænder, så man undgår sekundær kontaminering.
5.5.2 Manuel dyppebelægning
Dypbelægning kan danne et ensartet, kontinuerligt og komplet belægningslag. Den samlede belægningseffekt er meget god. Det er dog ikke egnet til PCBA-produkter, der har justerbare kondensatorer, justerbare magnetiske kerner, potentiometre, kopformede magnetiske kerner eller dele med dårlig forsegling.
De vigtigste procesparametre for dyppebelægning er: Juster viskositeten af den konforme belægning nøjagtigt; kontroller PCBA-løftehastigheden nøje; løftehastigheden må ikke være mere end 1 meter i sekundet, så der ikke dannes bobler i belægningen.
5.5.3 Manuel sprøjtelakering
Denne metode passer til produkter med komplekse strukturer, mange typer og små seriestørrelser, hvor masseproduktion med automatisk udstyr ikke er mulig. Den kan dække specielle hjørner og mellemrum meget godt.
Arbejdsnoter: Spraytåge kan let forurene områder uden belægning, såsom PCB-stikdele, IC-sokler, præcisionskontakter og jordingsområder. Derfor skal der foretages afskærmning før sprøjtning. Operatører må ikke røre ved trykte stik med bare hænder, så kontaktfladen ikke bliver snavset.
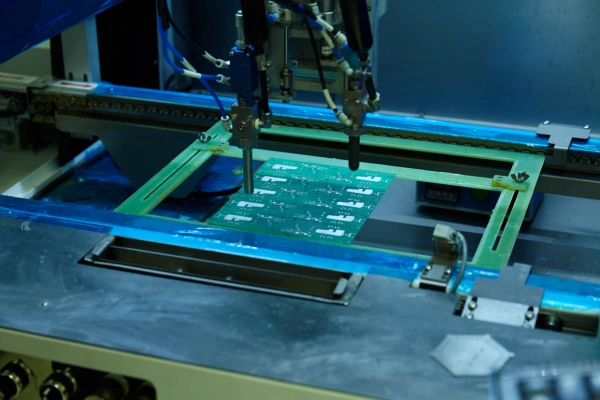
5.5.4 Automatisk sprøjtebelægning
Denne metode bruger normalt selektivt automatisk belægningsudstyr. Den er velegnet til standardiseret produktion i stor skala. Den har fordelene ved god belægningskonsistens, høj præcision og mindre miljøforurening. Efterhånden som industrien opgraderes, lønomkostningerne stiger, og miljøreglerne bliver strengere, erstatter automatisk sprøjteudstyr langsomt traditionel manuel belægning. Det er ved at blive den vigtigste metode i industrien.