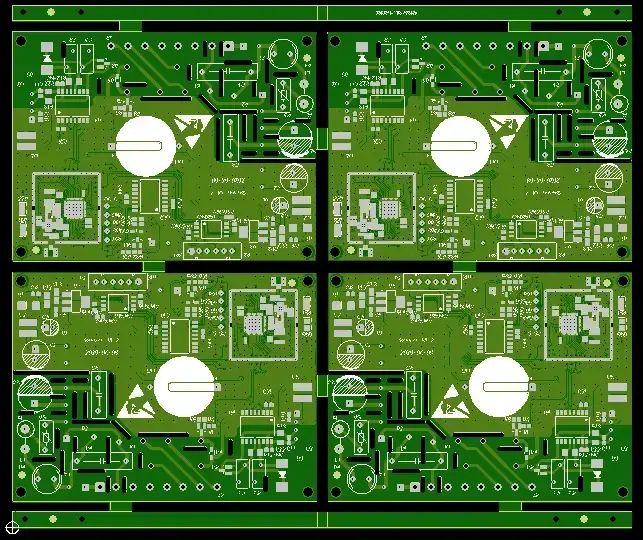
این یادداشت توضیح میدهد که چرا پنلهای PCB ممکن است در حین پردازش اندازهٔ خود را تغییر دهند و چگونه میتوان این موضوع را کنترل کرد. از اولین انتقال الگوی لایهٔ داخلی روی مواد پایه برد مدار چاپی, از طریق چندین چرخه لامیناسیون و سپس انتقال الگو به لایه بیرونی، پنل میتواند در جهات X و Y بهطور متفاوت منبسط یا منقبض شود. با بررسی نمودار جریان کامل تولید PCB میتوان مراحل فرآیند و علل منجر به انبساط غیرعادی پنل یا عدم ثبات اندازه را شناسایی کرد.
۱. علل اصلی افزایش و کاهش اندازه PCB
۱.۱ پایداری ورودی ماده و یکنواختی بین دستهای
عامل اصلی، پایداری ابعاد مادهٔ پایهٔ PCB ورودی است. توجه ویژهای به یکنواختی ماده بین چرخههای لمینیت از یک تأمینکننده داشته باشید. حتی اگر هر دسته با مشخصات ماده مطابقت داشته باشد، عدم یکنواختی بین دستهها میتواند مشکلساز شود. برای مثال، ممکن است برد آزمایشی اولین سری با جبران مناسب لایهٔ داخلی تنظیم شود. سپس، وقتی تولید از دستهٔ متفاوتی از مادهٔ پایه استفاده میکند، اندازهٔ نهایی الگو ممکن است از حد مجاز خارج شود.
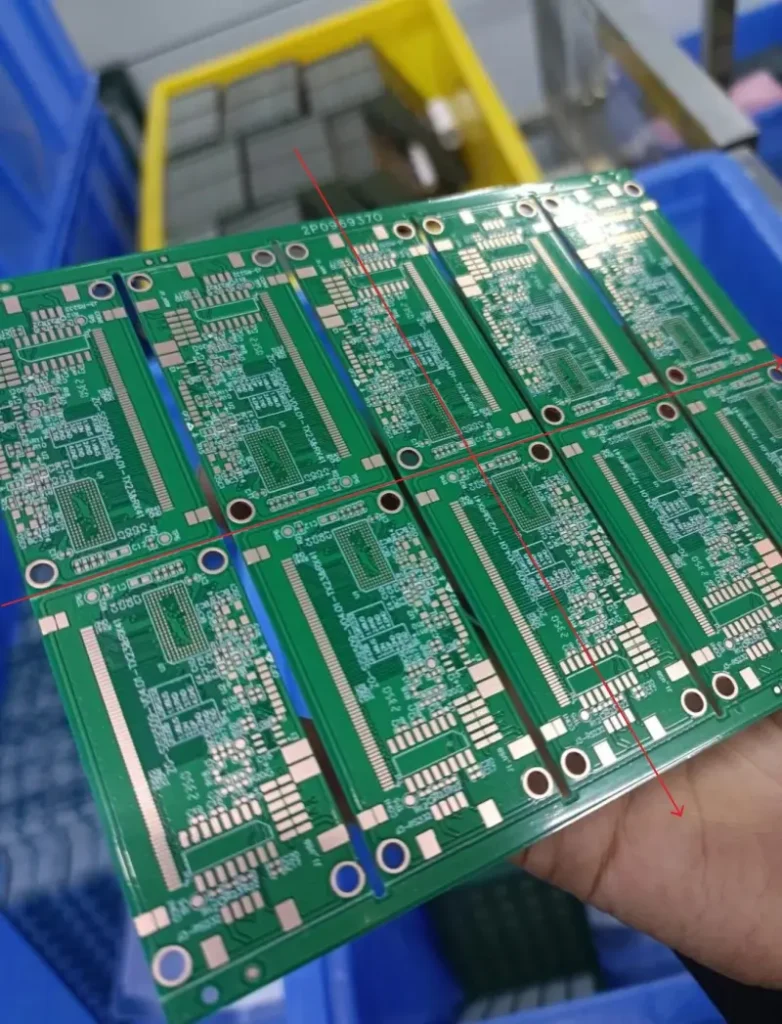
یک مورد غیرعادی دیگر نیز وجود دارد. برخی از دستهها پس از لمینیت لایه بیرونی، نتایج اشعه ایکس و نسبتهای انتقال لایه بیرونی نرمالی را نشان میدهند. اما بعداً، قبل از برش حاشیهها، مشخص میشود که پنل منقبض شده است. در یک مورد تولیدی، برخی دستهها پس از انتقال لایه بیرونی دچار انقباض شدیدی شدند. عرض پنلبندیشده در مقابل طول واحد ارسالشده، نسبت به مقیاس انتقال لایه بیرونی، تا ۳.۶ میل در هر ۱۰ اینچ کاهش یافته بود. ما این دسته را ردیابی کردیم. دادههای اشعه ایکس پس از لمینیت لایه بیرونی و مقیاس انتقال لایه بیرونی هنوز در محدوده کنترل بودند. در حال حاضر، کنترل فرآیند روش نظارت قابل اعتمادی برای تشخیص زودهنگام این نوع تغییر ندارد.
۱.۲ عوامل طراحی آرایهای (پانلبندی)
پنلهای استاندارد معمولاً با چیدمانهای متقارن طراحی میشوند. وقتی مقیاس انتقال طبیعی باشد، چیدمانهای متقارن تأثیر چندانی بر اندازه نهایی الگو ندارند. اما برخی مشتریان یا طراحان از چیدمانهای غیرمتقارن پنل برای بهبود استفاده از مواد و کاهش هزینه استفاده میکنند. طرحهای غیرمتقارن میتوانند باعث تفاوتهای آشکار در اندازه الگو در نواحی مختلف پنل شوند. در حین پردازش ممکن است شاهد کنترل ثبت ضعیفتری برای پنلهای غیرمتقارن باشید. این موضوع در مورد سوراخکاری بلایند-ویا با لیزر، نوردهی انتقال لایه بیرونی، نوردهی ماسک لحیم و چاپ نشانی صادق است. در این مراحل، همترازی و بهبود پنلهای غیرمتقارن دشوارتر از نمونههای متقارن است.
۱.۳ عوامل انتقال الگوی لایهٔ درونی اول
اولین انتقال الگو در لایهٔ داخلی، گامی کلیدی برای تعیین اندازهٔ نهایی PCB است. اگر مقیاسدهی فیلم یا جبران فیلم برای انتقال لایهٔ داخلی اول نادرست باشد، اندازهٔ الگوی PCB نهایی ممکن است نیازهای مشتری را برآورده نکند. مقیاسدهی نادرست لایه اول میتواند مشکلات بعدی را نیز به همراه داشته باشد. برای مثال، ویاسهای کور لیزری ممکن است با پدهای فرود خود همتراز نباشند. این امر میتواند عایق بین لایهها را کاهش دهد و حتی باعث ایجاد اتصال کوتاه شود. همچنین میتواند در حین انتقال لایه بیرونی، مشکلات همترازی برای ویاسهای عبوری یا کور ایجاد کند.
۲. روشهای پایش و بهبود هدفمند
بر اساس تحلیل فوق، میتوانیم روشهای خاص نظارت و بهبود را اتخاذ کنیم.
۲.۱ پایش پایداری اندازه و یکنواختی دستهای ماده پایه ورودی
- آزمایشهای دورهای. بهطور منظم پایداری اندازهٔ مادهٔ پایه را از تأمینکنندگان مختلف آزمایش کنید. تفاوتهای تار و پود (X و Y) را بین دستههای مختلف از همان درجهٔ ماده پیگیری کنید. از آمار ساده برای تحلیل دادههای آزمایش استفاده کنید. این کار به یافتن تأمینکنندگانی کمک میکند که موادشان در طول زمان پایداری بیشتری دارند.
- از دادهها برای انتخاب تأمینکننده استفاده کنید. دادههای اندازهگیری را در اختیار SQE (مهندسی کیفیت تأمینکننده) و واحد خرید قرار دهید. این امر شواهد بهتری برای انتخاب تأمینکننده فراهم میکند.
- تغییرات شدید را شناسایی کنید. برای تکتک دستههای معیوب که پس از انتقال لایهٔ بیرونی موجب انقباض جدی میشوند، تنها روش عملی شناسایی در حال حاضر اندازهگیری اولین پنلهای تولیدی در مسیریابی کلی یا بازرسی هنگام بررسی محموله است. روش دوم نیازمند کنترل دقیق دستهها است. در تولید دستهای بزرگ با دستههای متعدد، ممکن است اشتباهاتی رخ دهد و این امر شناسایی را دشوارتر میکند.
۲.۲ در صورت امکان از طرحهای پنلی متقارن استفاده کنید
- قاعده طراحی. سعی کنید از طرحهای پنلی متقارن استفاده کنید. تقارن به یکنواخت نگه داشتن انبساط و انقباض در تمام واحدهای ارسالشده در پنل کمک میکند.
- موقعیت پنلها را علامتگذاری کنید. در صورت امکان از مشتری بخواهید اجازه دهد نشانههای حاشیهی فرآیند مانند علائم حکاکی یا متن چاپشده برای نشانهگذاری موقعیت هر واحد ارسالشده روی پنل استفاده شود. برای طرحهای غیرمتقارن این علامتگذاری مفیدتر است. اگر یکی از واحدها در پنل بعداً دارای اندازهٔ نامتعارف یا نقص پد زیر blind-via موضعی باشد، میتوانید واحد معیوب را شناسایی کرده و قبل از ارسال آن را حذف کنید. این کار از خرابیهای مونتاژ و شکایات مشتری جلوگیری میکند.
۲.۳ ساخت یک برد پایلوت برای تنظیم مقیاس انتقال و اعتبارسنجی
- یک برد “پایلوت مقیاسی” تهیه کنید. یک برد پایلوت اولیه بسازید تا مقیاسبندی صحیح فیلم برای اولین انتقال لایه داخلی مشخص شود. این مرحله زمانی که برای کاهش هزینه یا دلایل دیگر تأمینکننده مواد پایه یا فیلم P را تغییر میدهید، حیاتی است.
- با دقت با پنلهای خارج از کنترل برخورد کنید. اگر پنلهایی را یافتید که از کنترل خارج شدهاند، بررسی کنید که آیا سوراخهای ویای واحد از حفاری ثانویه هستند یا خیر. برای پنلهایی که طبق جریان حفاری معمول هستند، میتوانید آنها را برای انتقال به لایه بیرونی آزاد کنید و در صورت نیاز مقیاس فیلم را تنظیم کنید. اما برای پنلهایی که دارای سوراخهای حفرشده ثانویه هستند، با احتیاط بیشتری با پنلهای غیرعادی برخورد کنید. شما باید اطمینان حاصل کنید که ابعاد الگوی نهایی و فاصله از هدف تا حفره ویای ثانویه (دریلشده ثانویه) مطابق با مشخصات باشد. یک سوابق نگهداری کنید: دادههای مقیاسدهی برد اول را برای پنلهای لمینیت ثانویه جمعآوری کنید تا یک مرجع داشته باشید.
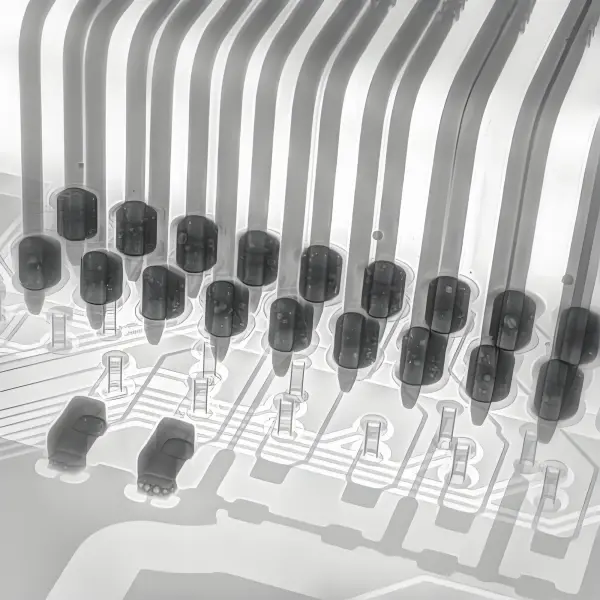
۲.۴ کنترل فرآیند با استفاده از دادههای همترازی لایهٔ درونی اشعه ایکس
- از ثبت اشعه ایکس استفاده کنید. پس از لمینیت، از اندازهگیریهای اشعه ایکس نقاط هدف لایه داخلی در پنل برای بهدستآوردن دادههای ثبت موقعیت ویای سوراخشده استفاده کنید. این اعداد اندازهگیریشده نقاط هدف لایه داخلی را با دادههای برد پیلوت پذیرفتهشده مقایسه کنید. این مقایسه نشان میدهد که آیا اندازه پنل دچار انبساط یا انقباض غیرعادی شده است یا خیر.
- تحمل تنگ مقیاس. تحلیل نظری نشان میدهد که مقیاسبندی باید در حدود ±0.025% کنترل شود تا الزامات ابعادی پنلهای استاندارد برآورده گردد. تحمل را تنگ نگه دارید تا از بروز مشکلات همترازی در مراحل بعدی جلوگیری شود.
۳. خلاصه و توصیه نهایی
با تحلیل علل اصلی افزایش و کاهش اندازه PCB میتوان نقاط عملیاتی پایش و روشهای بهبود را یافت. اقدامات کلیدی عبارتند از:
• آزمون و ردیابی پایداری مواد ورودی در سرتاسر دستهها.
• از چیدمانهای متقارن پنل استفاده کنید و زمانی که چیدمان باید نامتقارن باشد، علائم موقعیت اضافه کنید.
• از بردهای پایلوت برای تعیین مقیاس اولیه فیلم لایه داخلی استفاده کرده و دادهها را ثبت کنید.
• از ثبت اشعه ایکس پس از لمینیت برای تشخیص زودهنگام جابجاییهای اندازه استفاده کنید.
• پنلهای دارای سوراخ ثانویه را به طور متفاوت و با دقت بیشتری بررسی کنید.
امیدوارم متخصصان PCB این ایدهها را مفید بیابند. این روشها را با شرایط تولید خود ترکیب کنید. سپس بهبودهایی را که با کارخانه و محصولات شما سازگارند، انتخاب کنید. اگر مایل باشید، میتوانم یک فهرست کوتاه یا الگویی برای آزمون مواد و سوابق بردهای نمونه (پایلوت) تهیه کنم که در خط تولید بتوانید از آن استفاده کنید.
۴. مزایای فیلیفست در کنترل اندازه PCB و پایداری فرآیند
۴.۱ قابلیتهای تولید و کنترل کیفیت
Philifast دارای مزایای عملی قوی در کنترل تغییر اندازه PCB و در تحویل بردهای پایدار و قابلاعتماد است. این شرکت سالهاست فعالیت میکند و از خطوط تولید پیشرفته و ابزارهای بازرسی بهره میبرد. این شرکت دارای گواهیهای کلیدی کیفیت است و یک تیم مهندسی ماهر را اداره میکند که به ساخت بردهای آزمایشی، بازرسی مواد ورودی و راهاندازی فرآیند میپردازد. Philifast دارای چندین SMT خطوط، بازرسی با اشعه ایکس، AOI و SPI، و یک کامل برد مدار چاپی مونتاژشده خط، که همگی به شناسایی و جلوگیری از مشکلات اندازه و ثبت در مراحل اولیه جریان کمک میکنند.
۴.۲ اقدامات کنترل فرآیند و یکپارچهسازی خدمات
Philifast کنترلهای سختگیرانهای بر مواد ورودی اعمال میکند، دادههای اندازهگیری برد نمونه را ثبت میکند و از ثبت با اشعه ایکس برای نظارت بر اهداف لایه داخلی پس از لمینیت استفاده میکند. این مراحل خطر انقباض یا انبساط بعدی را کاهش داده و یافتن هر واحد معیوب در یک پنل را پیش از ارسال آسانتر میکند. Philifast همچنین خدمات یکجا PCB و PCBA را از نمونه اولیه تا تولید انبوه ارائه میدهد، بنابراین همان تیمی که الگوی برد را تنظیم میکند میتواند آن را در مراحل مونتاژ و تست دنبال کند تا نتایج یکنواختی حاصل شود.

