
پیشگفتار
تحقیقات در زمینه فناوری BGA از دههٔ ۱۹۶۰ آغاز شد. شرکت آیبیام در ایالات متحده نخستین بار از آن استفاده کرد. اما BGA تنها در اوایل دههٔ ۱۹۹۰ به صورت عملیاتی درآمد.
در دههٔ ۱۹۸۰، مردم مدارهای الکترونیکی کوچکتر و پینهای ورودی/خروجی بیشتری میخواستند. فناوری نصب سطحی (SMT) به مونتاژ مدار ویژگیهای سبک، نازک، کوتاه و کوچک بودن را بخشید. SMT همچنین نیازهای بالاتری را برای فاصلهی پینها و همصفحی بودن برای قطعات با پایههای متعدد به همراه آورد. با این حال، به دلیل محدودیتها در دقت ماشینکاری، قابلیت ساخت، هزینه و فرآیند مونتاژ، حد فاصلهی مجاز برای قطعات QFP (Quad Flat Pack) عموماً 0.3 میلیمتر در نظر گرفته میشد. این محدودیت، توسعه مونتاژ با چگالی بالا را به شدت محدود میکرد. همچنین، قطعات QFP با گام ریز به فرآیندهای مونتاژ دقیقی نیاز داشتند. این امر استفاده از آنها را محدود میکرد. به همین دلیل، برخی شرکتهای آمریکایی بر توسعه و استفاده از قطعات BGA تمرکز کردند. آنها BGA را برای نیازهای چیدمان با چگالی بالا، برتر از QFP میدانستند.
BGA چیست؟
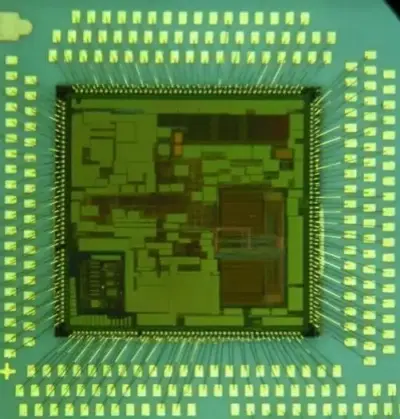
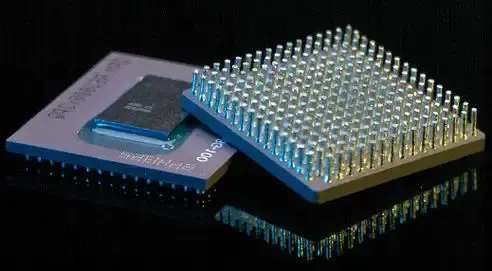
BGA مخفف Ball Grid Array است. در این بسته، گویهای لحیم در کف زیرلایه بسته به صورت شبکهای قرار میگیرند. این گویها بهعنوان اتصالات ورودی/خروجی بین دستگاه و برد مدار چاپی (PCB) عمل میکنند. قطعات بستهبندیشده با این روش، دستگاههای نصب سطحی (SMD) هستند. پردازندههای مرکزی اولیه از بستههای DIP استفاده میکردند، مانند برخی میکروکنترلرهای بسیار ابتدایی امروزی.
امروزه با رشد سریع صنعت الکترونیک، کامپیوترها و تلفنهای همراه رایج هستند. مردم از محصولات الکترونیکی عملکردهای بیشتر و قدرت پردازش بالاتری میخواهند، اما در عین حال خواهان ابعاد کوچکتر و وزن کمتر هستند. این امر محصولات را به سمت عملکردهای بیشتر، قدرت پردازش بالاتر و ابعاد کوچکتر سوق میدهد. برای رسیدن به این هدف، تراشههای IC باید کوچکتر و پیچیدهتر شوند. سپس تعداد پینهای ورودی/خروجی مدار افزایش یافته و تراکم پینهای بستهبندی بالا میرود. برای پاسخ به این روند، فناوریهای پیشرفته بستهبندی با چگالی بالا توسعه یافتند. بستهبندی BGA یکی از این فناوریها است.
در میان تمامی انواع بستهبندیهای مدار مجتمع، BGA بین سالهای ۱۹۹۶ تا ۲۰۰۱ سریعترین رشد را تجربه کرد. در سال ۱۹۹۹، تولید BGA حدود یک میلیارد واحد بود. تا به امروز، این فناوری همچنان عمدتاً برای دستگاههای با چگالی بالا و عملکرد بالا به کار میرود. این فناوری به سمت فاصلههای پیچ ریزتر و تعداد پینهای ورودی/خروجی بالاتر حرکت میکند. بستهبندی BGA عمدتاً برای چیپستهای رایانههای شخصی، ریزپردازندهها/کنترلکنندهها، مدارهای مجتمع اختصاصی (ASIC)، آرایههای دروازهای، حافظه، پردازندههای سیگنال دیجیتال (DSP)، دستیارهای دیجیتال شخصی (PDA)، برنامهپذیرهای منطقی در محل (PLD) و دستگاههای مشابه استفاده میشود.
انواع BGA بر اساس جنس بسته
بسته به جنس بسته، دستگاههای BGA عمدتاً شامل موارد زیر هستند:
پیبیجیای (بیجیای پلاستیکی)
سیبیجیای (بیجیای سرامیکی)
سیسیبیجیای (بیجیای ستونی سرامیکی)
تیبیجیای (تیپ بیجیای)
CSP (بسته در مقیاس تراشه یا μBGA)
پیبیجیای — آرایهٔ شبکهای توپی پلاستیکی
PBGA از رزین BT/لامینت شیشه بهعنوان زیرلایه استفاده میکند. این بسته با پلاستیک (یک ترکیب قالبگیری اپوکسی) مهر و موم میشود. گویچههای لحیم میتوانند از آلیاژهای سربدار (برای مثال 63Sn37Pb، 62Sn36Pb2Ag) یا آلیاژهای بدون سرب (برای مثال Sn96.5Ag3Cu0.5) باشند. گویچههای لحیم و بدنهٔ بسته بدون افزودن لحیم اضافی به هم متصل میشوند.
برخی از بستههای PBGA دارای حفره هستند. آنها در نسخههای “حفره رو به بالا” و “حفره رو به پایین” عرضه میشوند. این بستههای PBGA با حفره، دفع حرارت را بهبود میبخشند و به آنها BGA بهبودیافته از نظر حرارتی یا EBGA گفته میشود. برخی نیز آنها را CPBGA (Cavity Plastic BGA) مینامند.
مزایای PBGA:
مطابقت حرارتی خوبی با PCB وجود دارد. لمینت رزین/شیشه BT در PBGA ضریب انبساط حرارتی (CTE) حدود ۱۴ قسمت در میلیون در هر درجه سانتیگراد دارد. بسیاری از PCBها CTE حدود ۱۷ قسمت در میلیون در هر درجه سانتیگراد دارند. این دو مقدار به هم نزدیک هستند. بنابراین مطابقت حرارتی خوب است.
در حین لحیمکاری جریانی (reflow)، PBGA از اثر همترازی خودکار گویهای لحیم استفاده میکند. تنش سطحی لحیم مذاب به همتراز شدن گویها با پدها کمک میکند.
هزینهٔ کم.
عملکرد الکتریکی خوب.
معایب PBGA:
حساس به رطوبت. برای دستگاههایی که نیاز به آببندی هرمتیک یا قابلیت اطمینان بسیار بالا دارند مناسب نیست.
CBGA — آرایهٔ شبکهٔ توپی سرامیکی
CBGA طولانیترین تاریخچه را در میان خانوادههای BGA دارد. زیرلایهٔ آن سرامیک چندلایه است. درپوش فلزی با قلع آببندی به زیرلایه متصل میشود تا از تراشه، سیمبندیها و پدها محافظت کند. مادهٔ توپ قلع برای بسته، آلیاژی با دمای بالا است که در متن منبع با نام 10Sn90Pb مشخص شده است. اتصال بین توپها و بدنهٔ بسته با آلیاژی با دمای پایینتر مانند 63Sn37Pb انجام میشود.
مزایای CBGA:
هوابندی خوب و مقاومت بالا در برابر رطوبت. این امر قابلیت اطمینان بلندمدت بالایی را فراهم میکند.
عایق الکتریکی بهتر از PBGA.
تراکم بسته بالاتر از PBGA.
پراکندگی گرمایی بهتر از PBGA.
معایب CBGA:
CTE زیرلایه سرامیکی و PCB تفاوت زیادی دارد. ناسازگاری حرارتی ضعیف است. خستگی محل لحیمکاری حالت خرابی اصلی است.
هزینه بالاتر از PBGA.
همترازی توپهای لحیم در نزدیکی لبهٔ بسته دشوارتر میشود.
TBGA — آرایهٔ توپی چسباندهشده روی نوار
TBGA یک بسته حفرهای است. دو روش برای اتصال تراشه به زیرلایه در TBGA وجود دارد: لحیمکاری فلپچیپ و سیمکشی. در فلپچیپ، تراشه روی یک نوار انعطافپذیر چندلایه سیمکشی متصل میشود. توپهای لحیم آرایه پیرامونی که بهعنوان پایانه ورودی/خروجی مدار عمل میکنند، زیر نوار انعطافپذیر قرار میگیرند. یک درپوش آببندی ضخیم هم به عنوان هیت سینک و هم به عنوان تقویتکننده عمل میکند. این امر باعث همصفحهتر شدن توپهای لحیم زیر بستر انعطافپذیر میشود. تراشه در محفظه به یک پخشکننده حرارتی مسی متصل میشود. پدهای تراشه و پدهای نوار انعطافپذیر توسط سیمهای اتصال به هم متصل میشوند. یک ماده آببندیکننده، تراشه، سیمها و پدهای نوار انعطافپذیر را (از طریق ریختهگری یا پوششدهی) در بر میگیرد.
مزایای TBGA:
نوار انعطافپذیر داخل بسته بهتر با انبساط حرارتی PCB مطابقت دارد.
لحیمکاری مجدد میتواند از اثر خودتراز شدن لحیم استفاده کند. تنش سطحی گویهای مذاب به تراز شدن آنها با پدها کمک میکند.
TBGA اقتصادیترین بسته BGA است.
پراکندگی گرمایی بهتر از PBGA.
معایب TBGA:
حساس به رطوبت.
چندین لایهٔ مواد در بسته میتوانند قابلیت اطمینان را کاهش دهند.
سایر انواع BGA
سایر اشکال بستهبندی عبارتند از:
MCM-PBGA (ماژول چندچیپ PBGA)
μBGA (مایکرو BGA)، یک بسته در مقیاس تراشه
اسبیجیای (ماتریس شبکهای توپی چیده شده)
etBGA (BGA فوقالعاده نازک) که در آن ارتفاع بسته حدود ۰.۵ میلیمتر است، نزدیک به ضخامت تراشه
CTBGA، CVBGA (BGA آرایه چیپ نازک و بسیار نازک) — BGAs نازک و بسیار نازک
اصلاح استاندارد
اصول سیستمهای استاندارد بازکاری SMD:
آنها از هوای گرم برای متمرکز کردن حرارت روی پینها و پدهای قطعات سطحی نصب (SMD) استفاده میکنند. این کار باعث ذوب اتصالات لحیم یا دوباره روان شدن خمیر لحیم میشود تا قطعات قابل جداسازی یا لحیمکاری باشند. سیستمهای بازکاری تولیدکنندگان مختلف عمدتاً از نظر منبع گرما و الگوی جریان هوای گرم با هم تفاوت دارند. برخی نازلها هوای گرم را بالای قطعات SMD میدمند. از دیدگاه محافظت از قطعه، بهتر است جریان هوا در اطراف برد مدار چاپی (PCB) گردش کند. برای جلوگیری از تابخوردن PCB، سیستمی را انتخاب کنید که بتواند برد را پیشگرم کند.
تعمیرات مجدد BGA
این بخش مراحل بازکاری BGA را با استفاده از سیستم HT996 بهعنوان مثال خلاصه میکند.
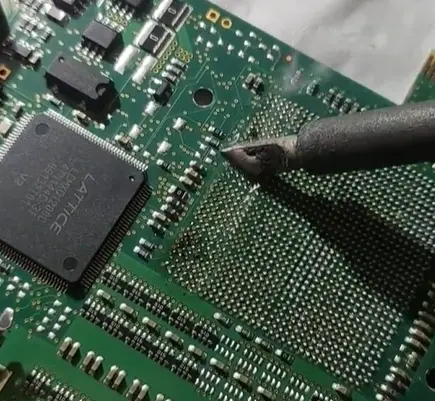
برداشتن BGA
با هویه، قلع اضافی روی پدهای PCB را تمیز و همسطح کنید. در صورت نیاز از سیم قلعزدایی و نوک هویه صاف استفاده کنید. هنگام تمیز کردن مراقب باشید که به پدها یا ماسک قلعگیری آسیب نرسانید.
برای از بین بردن باقیماندههای فلاکس از پاککنندهٔ ویژه استفاده کنید.
خشککردن (پختن)
قطعات PBGA به رطوبت حساس هستند. قبل از مونتاژ، بررسی کنید که آیا قطعه رطوبت جذب کرده است. اگر مرطوب بود، برای حذف رطوبت آن را در فر بپزید.
چاپ خمیر لحیم
چون سایر اجزا قبلاً روی برد قرار دارند، از شابلون کوچک ویژه BGA استفاده کنید. ضخامت شابلون و اندازه دهانه آن بستگی به قطر و فاصلهی توپچهها دارد. پس از چاپ، کیفیت چاپ را بررسی کنید. اگر مناسب نبود، PCB را تمیز و خشک کرده، سپس دوباره چاپ کنید. برای CSP با فاصلهی کمتر از 0.4 میلیمتر، چاپ خمیر قلع ممکن است حذف شود. در این صورت، مستقیماً خمیر فلاکس را روی پدهای PCB اعمال کنید.
برد PCB را در فر ریفلو قرار دهید تا قطعه برداشته شود. برنامه ریفلو را اجرا کنید. در دمای اوج، از مکندهٔ خلاء برای برداشتن قطعه استفاده کنید. بگذارید برد PCB خنک شود.
پاکسازی پد
از هویه و سیمجوش برای تمیز کردن و همسطح کردن باقیماندههای قلع روی پدهای PCB استفاده کنید. مراقب باشید به پدها یا ماسک قلعکاری آسیب نرسانید.
کمآبی (دوباره)
از آنجا که PBGA به رطوبت حساس است، قبل از مونتاژ هر قسمت مرطوب را بررسی و پخت کنید.
چاپ خمیر لحیم (دوباره)
همانند قبل، از یک شابلون کوچک مخصوص BGA استفاده کنید. ضخامت و دهانه شابلون باید با اندازه و فاصلهی توپچهها مطابقت داشته باشد. پس از چاپ، کیفیت چاپ را بررسی کنید. اگر قابل قبول نبود، PCB را تمیز و خشک کرده و دوباره چاپ کنید. برای CSP با فاصلهی کمتر از 0.4 میلیمتر، میتوانید چاپ را حذف کرده و خمیر فلیکس را روی پدها اعمال کنید.
قرار دادن BGA
اگر BGA جدید است، میزان رطوبت آن را بررسی کنید. اگر مرطوب است، قبل از قرار دادن آن را در فر بپزید.
بهطور کلی، قطعات BGA جداشده را میتوان دوباره استفاده کرد. اما ابتدا باید دوباره سربهکاری شوند. مراحل قرار دادن BGA:
الف. PCB با خمیر لحیم چاپشده را روی میز کار قرار دهید.
B. یک نازل مناسب انتخاب کنید و پمپ خلأ را روشن کنید. BGA را با نازل بردارید، کف BGA را با پدهای PCB همتراز کنید، نازل را پایین بیاورید و BGA را روی PCB قرار دهید، سپس خلأ را خاموش کنید.
لحیمکاری مجدد
پروفایل ریفلو را بر اساس اندازه دستگاه و ضخامت برد مدار چاپی تنظیم کنید. دماهای ریفلو برای BGA معمولاً حدود ۱۵ درجه سانتیگراد بالاتر از قطعات SMD سنتی است.
بازرسی
کیفیت محل لحیمکاری BGA معمولاً با دستگاههای اشعه ایکس یا فراصوت بازرسی میشود. اگر این ابزارها را ندارید، از آزمونهای عملکردی یا بازرسیهای چشمی با افراد باتجربه استفاده کنید.
برد مدار چاپی نهایی را در مقابل نور نگه دارید و لبههای BGA را بررسی کنید. ببینید آیا نور از آن عبور میکند، آیا فاصله بین BGA و برد مدار چاپی در اطراف یکنواخت است، آیا خمیر قلع کاملاً ذوب شده است، آیا شکل گویهای قلع منظم است و میزان فروپاشی گویها چقدر است.

اگر محل لحیمکاری شفاف نباشد، ممکن است پلوار شدن یا گلولههای لحیم بین پدها وجود داشته باشد.
اگر شکل گوی نامنظم یا کج باشد، ممکن است دما بیش از حد پایین باشد. لحیمکاری ناقص میتواند مانع از اثر همترازی خودکار در حین ریفلو شود.
میزان فروریختگی توپچه بستگی به دمای ریفلو، مقدار خمیر و اندازه پد دارد. با طراحی صحیح پد، فروریختگی معمولی پس از ریفلو حدود ۱/۵ تا ۱/۳ ارتفاع توپچه قبل از ریفلو است. اگر فروریختگی بیش از حد باشد، دما بیش از حد بالا است و ممکن است پلزنی رخ دهد.
اگر فاصله بین لبههای BGA و PCB یکنواخت نباشد، دما در اطراف بسته یکنواخت نخواهد بود.
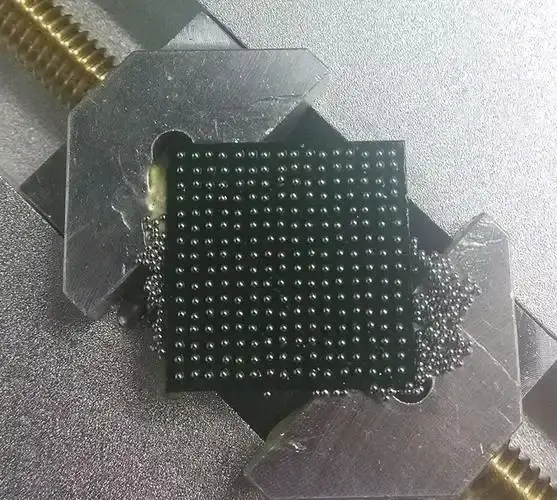
فرآیند ریبالینگ (نصب توپ قلع)
قلع باقیمانده روی پدهای زیرین BGA را پاک کنید و تمیز کنید.
برای حذف قلع باقیمانده روی پدهای PCB از هویه استفاده کنید. از سیم لختکن قلع و نوک صاف هویه بهره ببرید. مراقب باشید به پدها یا ماسک قلع آسیب نرسانید.
از پاککنندهٔ ویژه برای زدودن باقیماندههای فلوکس استفاده کنید.
فلکس را روی پدهای زیرین BGA چاپ کنید.
اغلب از فلاکس با ویسکوزیته بالا بهخاطر خاصیت چسبندگی و کمک به لحیمکاری استفاده میشود. مطمئن شوید الگوهای چاپشده فلاکس واضح هستند و پخش نمیشوند. گاهی بهجای فلاکس از خمیر لحیم استفاده میشود. اگر از خمیر استفاده شود، ترکیب فلزی آن باید با فلز توپهای لحیم مطابقت داشته باشد.

برای چاپ از یک شابلون کوچک و ویژه BGA استفاده کنید. ضخامت و دهانه شابلون باید با قطر و فاصلهی توپچهها مطابقت داشته باشد. پس از چاپ، کیفیت چاپ را بررسی کنید. اگر مناسب نبود، آن را تمیز کرده و مجدداً چاپ کنید.
توپهای لحیم را انتخاب کنید
هنگام انتخاب توپهای لحیم، به جنس و قطر آنها توجه کنید. توپهای لحیم PBGA معمولاً از آلیاژ ۶۳Sn/۳۷Pb استفاده میکنند، همان آلیاژی که در لحیمکاری ریفلو بهکار میرود. بنابراین توپهایی را انتخاب کنید که از همان آلیاژ توپهای دستگاه باشند.
انتخاب اندازه گویها اهمیت دارد. اگر از فلوکس با ویسکوزیته بالا استفاده میکنید، گویهایی با قطر برابر گویهای دستگاه انتخاب کنید. اگر از خمیر لحیم استفاده میکنید، گویهایی کمی کوچکتر از گویهای دستگاه انتخاب کنید.
پیوست توپی
چند روش برای اتصال توپها وجود دارد:
الف) روش دستگاه توپ
اگر دستگاه توپریز دارید، قالبی را انتخاب کنید که با چیدمان پد BGA مطابقت داشته باشد. دهانهٔ قالب باید ۰٫۰۵–۰٫۱ میلیمتر بزرگتر از قطر توپها باشد. توپها را بهطور یکنواخت روی قالب بپاشید. دستگاه توپریز را تکان دهید تا توپهای اضافی به سینی جمعآوری غلتیده و در هر سوراخ دقیقاً یک توپ باقی بماند.
قالب را روی میز کار قرار دهید. BGA چاپشده با فلکس یا پوشیدهشده با خمیر را با نازل وکیوم بردارید. BGA را همتراز کرده و روی توپهای داخل قالب پایین بیاورید، بهطوریکه خمیر یا فلکس توپها را روی پدهای دستگاه نگه دارد. با پینسِت قاب دستگاه را نگه دارید و وکیوم را خاموش کنید. دستگاه را با سمت توپها رو به بالا روی میز قرار دهید. توپهای مفقود را بررسی کرده و در صورت نیاز با پینسِت اضافه کنید.
B) روش الگویی
BGA روکششده با فلکس یا خمیر را روی میز قرار دهید، بهطوریکه سمت فلکس رو به بالا باشد. یک الگو آماده کنید که با چیدمان پدهای BGA مطابقت داشته باشد. دهانه الگو باید ۰٫۰۵–۰٫۱ میلیمتر بزرگتر از قطر توپک باشد. الگو را در اطراف لبهها روی شیمها قرار دهید تا فاصله آن تا BGA برابر یا کمی کمتر از قطر توپک باشد. زیر میکروسکوپ همتراز کنید. توپکها را بهطور یکنواخت روی الگو بپاشید. با پینسِت توپکهای اضافی را بردارید تا در هر سوراخ یک توپک باقی بماند. الگو را بردارید و بررسی کنید و هر توپک مفقود را جایگزین کنید.
C) قراردهی دستی
BGA پوشیدهشده با فلوکس یا خمیر را روی میز قرار دهید. از موچین یا قلم برداشتن مشابه قرار دادن SMD معمولی استفاده کنید تا توپچهها را یکییکی قرار دهید.
D) روش چاپ خمیر قلع
شابلون را ضخیمتر کنید و دهانه را کمی بزرگتر کنید. خمیر قلع را مستقیماً روی پدهای BGA چاپ کنید. پس از ریفلو، کشش سطحی توپهای قلع را تشکیل میدهد.
جریان مجدد
فرآیند ریفلو را اجرا کنید تا توپهای لحیم به دستگاه متصل شوند.
تمیزکاری و جابجایی پس از لحیمکاری
پس از ریبال کردن، دستگاه BGA را بهطور کامل تمیز کنید. سپس در اسرع وقت آن را مونتاژ و لحیم کنید. این کار از اکسید شدن توپهای لحیم و جذب رطوبت توسط دستگاه جلوگیری میکند.
خلاصه
با پیشرفتهای مداوم در فناوری، زندگی مدرن بهطور نزدیک به الکترونیک گره خورده است. تلفنهای همراه کوچک، رادیوهای کوچک، رایانههای قابل حمل، حافظهها، هارددیسکها، درایوهای سیدی و تلویزیونهای با وضوح بالا همگی نیازمند کوچکسازی و کاهش وزن هستند. برای رسیدن به این هدف، باید روی فرآیندهای تولید و قطعات کار کنیم.
SMT (فناوری نصب سطحی) با این روند همگام شد و پایهای برای محصولات الکترونیکی سبک، نازک، کوتاه و کوچک فراهم آورد. از زمان بلوغ SMT در دههٔ ۱۹۹۰، گرایش محصولات الکترونیکی به حملپذیری، مینیاتوریسازی، شبکهایسازی و چندرسانهای شدن، فناوری مونتاژ را بیش از پیش پیش برد. روشهای جدید مونتاژ با چگالی بالا پدید آمدند. BGA یکی از روشهای مونتاژ با چگالی بالا است که به کاربرد عملی رسیده است. این مقاله ویژگیهای مونتاژ BGA و کنترل کیفیت اتصالات لحیم را معرفی کرد.