مقدمه
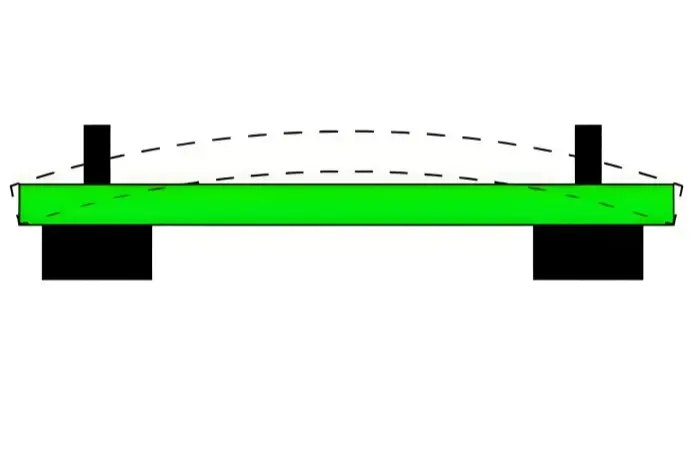
وقتی یک برد مدار چاپی (PCB) تحت فرآیند لحیمکاری ریفلو قرار میگیرد، اغلب خم یا تاب برمیدارد. اگر مشکل جدی باشد، قطعات ممکن است بلند شوند، اتصالات لحیم ممکن است دچار نقص شوند یا قطعات بهصورت عمودی بایستند. این مقاله ابتدا خطرات تابخوردگی PCB را توضیح میدهد. سپس به بررسی علل اصلی تابخوردگی میپردازد. در نهایت، روشهای عملی برای کاهش یا جلوگیری از تابخوردگی را فهرست میکند. برای مشاهده مراحل و دلایل واضح و ساده، ادامه مطلب را بخوانید.
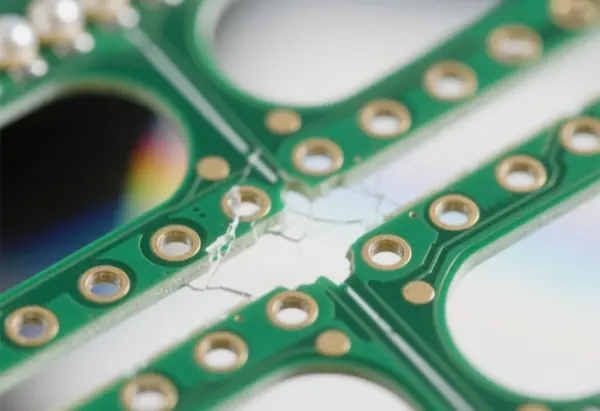
خطرات تابخوردگی PCB
اگر یک برد مدار چاپی (PCB) روی خط مونتاژ سطحی خودکار تراز نباشد، دستگاه ممکن است قطعات را در محل صحیح قرار ندهد. قطعات ممکن است وارد سوراخها نشوند یا روی پدهای SMD قرار نگیرند. در برخی موارد، دستگاه قراردهی خودکار ممکن است آسیب ببیند. پس از نصب و لحیمکاری قطعات، برد خمیده باعث میشود برش دقیق پایهها دشوار شود. ممکن است برد در قاب جا نگیرد یا در سوکتها متصل نشود. بنابراین کارگاههای مونتاژ، تابخوردگی را مشکل بزرگی میدانند.
فناوری نصب سطحی (SMT) در حال حرکت به سمت دقت بالاتر، سرعت بیشتر و خودکارسازی بیشتر است. این امر نیاز به صافی در بردهای مدار چاپی (PCB) را افزایش میدهد. صافی اهمیت دارد زیرا ماشینهای مدرن انتظار دارند برد در حین قراردهی و لحیمکاری پایدار و دقیق باشد.
در عمل، استانداردهای IPC میگویند حداکثر انحرافی که برای بردهای دارای قطعات نصب سطحی مجاز است 0.75% است. برای بردهای بدون قطعات نصب سطحی، این حد 1.5% است. برخی شرکتها برای رسیدن به مونتاژ با سرعت بالا و دقت زیاد، محدودیتهای سختگیرانهتری تعیین میکنند. برای مثال، برخی مشتریان حداکثر انحراف 0.5% یا حتی 0.3% را درخواست میکنند.
چه چیزی باعث تابخوردگی PCB میشود؟
یک برد مدار چاپی (PCB) از مواد مختلفی مانند ورق مس، رزین و الیاف شیشه ساخته میشود. این مواد در برابر حرارت و فشار بهطور متفاوتی واکنش نشان میدهند. وقتی این مواد با هم پرس و پخته میشوند، تنش حرارتی باقیمانده میتواند باعث تابخوردگی شود. علاوه بر این، ساخت PCB مراحل متعددی دارد که حرارت و بار مکانیکی را افزایش میدهند. این مراحل شامل لمینیت، سوراخکاری، برش، پخت و لحیمکاری هستند. همه این عوامل میتوانند شکل برد را تغییر دهند. از آنجا که عوامل متعددی میتوانند باعث تابخوردگی شوند، یافتن علت اصلی اغلب دشوار است.
منطقه مس نامنظم
مساحتهای بزرگ مسی اغلب برای پلههای زمین یا تغذیه برق استفاده میشوند. اگر این مساحتهای بزرگ مسی بهطور یکنواخت روی برد پخش نشوند، جذب و آزادسازی حرارت نامنظم خواهد بود. وقتی برد گرم و سرد میشود، بخشهای مختلف آن با نرخهای متفاوت منبسط و منقبض میشوند. این انبساط نابرابر تنش ایجاد میکند و میتواند باعث تابخوردن برد شود. اگر برد به دمای انتقال شیشهای (Tg) برسد، ماده نرم شده و ممکن است تغییر شکل دائمی پیدا کند.
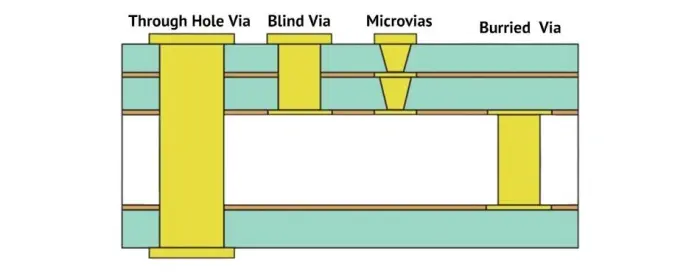
پیوندهای لایه و لایه
اکثر بردهای مدار چاپی مدرن چندلایهاند. لایهها توسط راههای دسترسی. ویاها در سه نوع عرضه میشوند: ویای عبوری، ویای کور و ویای مدفون. جایی که ویاها لایهها را به هم متصل میکنند، محدودیتهایی را در نحوه انبساط و انقباض برد ایجاد میکنند. این محدودیت میتواند باعث ایجاد تنش موضعی شود و باعث خم یا تابخوردن کل برد گردد.
وزن برد و وزن مؤلفه
فرهای ریفلو اغلب PCBها را روی زنجیرهایی جابهجا میکنند که برد را از لبهها نگه میدارند. اگر برد قطعات بسیار سنگینی داشته باشد یا بسیار بزرگ باشد، وزن خود برد میتواند باعث افتادگی مرکز شود. این افتادگی منجر به تابخوردن یا خمشدن در حین گرمشدن میشود و ممکن است پس از خنکشدن نیز باقی بماند.

عمق برش V و طراحی زبانه در پنلها
V-Cut روشی برای جدا کردن تختهها در یک پنل است. V-Cut استحکام سازهای پنل را کاهش میدهد. نواحی برشخورده ضعیف هستند و میتوانند راحتتر تاب بردارند. V-Cutهای عمیق یا تعداد زیاد V-Cut روی یک پنل خطر تابخوردن را در حین پردازش افزایش میدهد.
تفاوتهای مواد و چیدمان لایهها
یک برد مدار چاپی (PCB) از هستهها، پریپرگها و ورقهای مسی بیرونی ساخته میشود. در طول لامیناسیون، هستهها و ورقها گرم میشوند و ممکن است تغییر شکل دهند. میزان تغییر به ضریب انبساط حرارتی (CTE) هر ماده بستگی دارد.
لایه مسی و ماده پایه FR-4 دارای ضرایب انبساط حرارتی متفاوتی هستند. برای FR-4، ضریب انبساط در محور Z زیر دمای انتقال شیشهای (Tg) با ضریب انبساط بالای Tg متفاوت است. بالای Tg، رزین نرم میشود و انبساط میتواند بسیار بیشتر باشد. مواد با دمای انتقال شیشهای بالا در دماهای بالا کمتر تغییر میکنند و شکل خود را بهتر حفظ میکنند.
وقتی هستههای مختلف الگوها، ضخامت یا مواد مسی متفاوتی دارند، در حین لامیناسیون به میزانهای متفاوتی منبسط میشوند. اگر دو هسته با ضریب انبساط حرارتی بسیار متفاوت با پریپرگ چسبانده و پخته شوند، ممکن است برد در تنش نابرابر قفل شود. وقتی برد خنک میشود، این تفاوتها باعث میشود برد به سمت طرفی که کمتر منقبض شده خم شود.
چرخه حرارتی در حین لمینیت
در حین لمینیت دما افزایش مییابد و پرپرگ روان میشود، الگوهای مسی را پر میکند و سپس پخت میشود. در حالی که پرپرگ هنوز نرم است، هستهها میتوانند آزادانه منبسط شوند. اما پس از پخت، لایهها به هم میچسبند. اگر هستهها به میزانهای متفاوتی منبسط شده بودند، مجموعهٔ پختشده آن عدم تطابق را حفظ میکند. وقتی برد خنک میشود، نرخهای انقباض نامتناسب باقی میمانند و باعث تابخوردگی دائمی میشوند.
مراحل تولید که تنش ایجاد میکنند
مراحل فرآیند PCB هم تنش حرارتی و هم تنش مکانیکی را افزایش میدهند. تنش حرارتی عمدتاً از لمینیت ناشی میشود. تنش مکانیکی از چیدن روی هم، جابجایی و پختن ناشی میشود. نقاط مهم فرآیند عبارتند از:
- لامینت پوشیدهشده با مس ورودی: اینها از نظر ساختار متقارن هستند و معمولاً در حین لامینهسازی تاب برنمیدارند، اما پرس دارای اختلاف دما در سراسر صفحه است. این اختلافات موضعی میتوانند تنشهای موضعی کوچکی ایجاد کنند که بعداً خود را نشان میدهند.
- لامیناسیون: این منبع اصلی تنش حرارتی است. در ساختار چندلایه PCB، الگوهای لایهها و میزان پریپرگ متفاوت است. این تفاوتها تنش حرارتی را افزایش داده و رفع آن را دشوارتر میکند. در حین سوراخکاری، مسیربری و پخت، تنش ذخیرهشده آزاد شده و باعث تابخوردن برد میشود.
- پخت ماسک لحیم و نشانه: جوهرهای ماسک لحیم در دمای حدود ۱۵۰ درجه سانتیگراد خشک میشوند. این دما میتواند بالاتر از دمای انتقال شیشهای (Tg) مواد با Tg پایین تا متوسط باشد و برد را انعطافپذیرتر کند. در حالی که بردها روی قفسهها در فر یا تحت جریان هوا قرار دارند، ممکن است تحت وزن خود یا هوای فر خم شوند. این امر به تابخوردگی برد میافزاید.
- تسطیح با لحیمکاری با هوای داغ (HASL): HASL یک رویداد حرارتی سریع است. دمای معمول کوره لحیمکاری بالا است و برد از دمای اتاق به گرمای زیاد منتقل شده، سپس شسته و خنک میشود. چرخه سریع گرمایش و سرمایش تنش حرارتی ایجاد کرده و میتواند باعث ریزکرنش و انحناهای بزرگتر شود.
- انبارداری و جابجایی: تابلوها اغلب بهصورت عمودی روی قفسهها نگهداری میشوند. اگر قفسهها خیلی تنگ باشند یا تابلوها روی هم انباشته شوند، ممکن است تحت نیروی مکانیکی خم شوند. تابلوهای نازک زیر ۲٫۰ میلیمتر بیشتر تحت تأثیر قرار میگیرند.
چگونه تابخوردگی PCB را کاهش دهیم
در زیر روشهای عملی برای کاهش تابخوردگی در حین تولید و مونتاژ PCB آورده شده است.
۱. کاهش دما و کند کردن فرآیند گرم و سرد شدن
از آنجا که دما منبع اصلی تنش است، کاهش دمای فر یا کند کردن نرخ گرم و سرد شدن در فرآیند ریفلو کمک میکند. اگر برد بهتدریج گرم و سرد شود، تنش ناشی از انبساط حرارتی کاهش یافته و احتمال تابخوردن آن کمتر میشود. توجه داشته باشید که تغییر پروفایل دما ممکن است بر کیفیت لحیمکاری یا زمان چرخه تأثیر بگذارد، بنابراین عوارض جانبی را بررسی کنید.
۲. استفاده از مواد با Tg بالا
Tg دمای انتقال شیشهای است. بالای Tg ماده نرم شده و حالت لاستیکی پیدا میکند. مواد با Tg پایین در فرایند ریفلو سریعتر نرم شده و مدت زمان طولانیتری نرم باقی میمانند. استفاده از ماده پایه با Tg بالاتر مقاومت برد را در برابر تغییر شکل تحت حرارت افزایش میدهد. مواد با Tg بالا هزینه بیشتری دارند اما به جلوگیری از تابخوردگی و سایر مشکلات ناشی از حرارت کمک میکنند. مواد با Tg بالا معمولاً در فرآیندهای بدون سرب استفاده میشوند.
۳. افزایش ضخامت تخته
بسیاری از محصولات مصرفی به دنبال PCBهای نازک و سبک هستند. بردهایی به نازکی ۱٫۰ میلیمتر، ۰٫۸ میلیمتر یا ۰٫۶ میلیمتر اکنون رایجاند. حفظ صافی بردهای نازک در طول فرآیند ریفلو دشوارتر است. اگر محصول اجازه میدهد، از ضخامت استاندارد ۱٫۶ میلیمتری برد استفاده کنید. بردهای ضخیمتر در برابر خمشدگی و افتادگی مقاومت کرده و خطر تابخوردگی را کاهش میدهند.
۴. کاهش اندازه برد و تعداد پنلها
چون فرهای ریفلو اغلب برد را از لبهها نگه میدارند، بردهای بزرگتر ممکن است زیر وزن خود تاب بخورند. برای پنلهای بزرگ، سعی کنید لبهٔ بلند را در امتداد زنجیرهٔ نگهدارنده قرار دهید تا تاب خوردن کاهش یابد. همچنین، در صورت امکان در هر پنل از تعداد بردهای کمتری استفاده کنید. برد را طوری از داخل فر عبور دهید که لبهٔ باریک در جلو باشد تا تاب خوردن کاهش یابد.
۵. از حاملها یا سینیهای ریفلو استفاده کنید
اگر روشهای دیگر کافی نباشند، از حاملهای ریفلو یا الگوها استفاده کنید. حامل، PCB را در حین گرم شدن و خنک شدن صاف نگه میدارد. حامل مانع حرکت برد میشود تا زمانی که برد زیر دمای انتقال (Tg) خنک شده و دوباره سفت شود. اگر حامل یکطرفه کافی نباشد، از حامل دو تکه استفاده کنید که برد را بین صفحات بالایی و پایینی گیر میکند. حاملها هزینه دارند و به زمان دستکاری اضافی نیاز دارند، اما تابخوردگی را بهخوبی کاهش میدهند.
۶. جایگزینی V-برش با زبانه های فرزی یا “گازندگی موشی”
از آنجا که V-Cut میتواند یک پنل را ضعیف کند، عمق برشهای V-Cut را کاهش دهید یا از زبانههای جامد یا ریلهای تراشیدهشده استفاده کنید. زبانههای جامد یا سوراخهای پرسشده استحکام پنل را بالا نگه میدارند و خطر تابخوردگی را کاهش میدهند. وقتی مجبور به استفاده از V-Cut هستید، برشها را کمعمق نگه دارید و چارچوب کافی از پنل را برای حمایت از تخته باقی بگذارید.
۷. با دقت مواد را انتخاب کرده و تقارن را طراحی کنید.
مواد پایه را طوری انتخاب کنید که ضریب انبساط حرارتی (CTE) مشابهی داشته باشند و با نیازهای فرآیند سازگار باشند. الگوهای مسی را طوری طراحی کنید که بین سطح بالا و پایین و در لایهها تا حد امکان متقارن باشند. از ریختن مقادیر زیاد و نامتعادل مس در یک سمت در حالی که سمت دیگر کمچگال است خودداری کنید. در صورت امکان از شکافهای داخلی یا سازههای جبران حرارتی برای متعادلسازی توزیع مس استفاده کنید.
۸. از استکآپهای متقارن یا هوشمندانه استفاده کنید
یک چیدمان متقارن (لایهبندی آینهای) عدم تعادل را کاهش داده و تابخوردگی را کم میکند. اگر به دلایل الکتریکی نیاز به چیدمانهای نامتقارن باشد، سعی کنید ترتیب لایهها را طوری برنامهریزی کنید که ساختار کلی متعادل باقی بماند. وقتی مواد هستهای متفاوت هستند، میتوان لایهبندی و محل قرارگیری برد ابزار در توده لمینیت را برای کاهش تنش تطبیق داد.
۹. بهینهسازی پارامترهای لامیناسیون
تنظیمات لمینیت اهمیت دارد: پروفایل دمای پرس، زمان نگهداری و کنترل خنککاری همگی بر تنش تأثیر میگذارند. از پرسهایی استفاده کنید که بتوانند خنککاری را در پایان چرخهٔ داغ کنترل کنند. پرس داغ با خنککاری یکپارچه بهتر از پرس داغی است که سریعاً دستهبندی را به پرس سرد منتقل میکند. همچنین در حین لمینیت، از چیدمان متقارن صفحات ابزار و مواد بافر در اطراف دستهبندی PCB استفاده کنید.
برای بردهایی که باید از مواد غیراستاندارد یا ساختارهای نامتقارن استفاده کنند، در پرس از چیدمان نامتقارن استفاده کنید. ایده این است که مواد بافری یا صفحات ابزار را طوری قرار دهید که جریان گرما متعادل شود تا هر دو طرف با سرعتهای یکسان گرم و سرد شوند. این ممکن است اثر ناهماهنگی ضریب انبساط حرارتی را کاهش دهد. مراحل پس از لمینیت یا پس از پخت نیز به تثبیت برد کمک میکنند.
۱۰. اجتناب از اشتباهات قفسه فر و کنترل جریان پخت
هنگام پختن جوهرهای ماسک لحیم یا چاپ افسانهای، بردها را طوری روی هم قرار ندهید که بردهای زیرین زیر وزن خم شوند. مطمئن شوید جهت قرارگیری برد در داخل فر با جهت جریان هوا مطابقت دارد تا باد باعث خم شدن بردها نشود. در ترازسازی با هوای گرم، مطمئن شوید برد بهطور صاف قرار گرفته و قبل از شستوشوی با آب، دستکم ۳۰ ثانیه فرصت خنک شدن داشته باشد تا از شوک حرارتی جلوگیری شود.
۱۱. مدیریت نگهداری و جابجایی
تخته ها را روی قفسههایی قرار دهید که خم نشوند. از چیدن تعداد زیادی قفسه در فضاهای کوچک که تخته ها روی هم فشار میآورند خودداری کنید. فاصله مناسب بین پالت و قفسه را رعایت کنید تا تخته ها فشرده نشده و بهدلیل پلاستیسیته تغییر شکل ندهند. برخی از تغییر شکلهای ناشی از نگهداری ممکن است با مراحل صافکردن بعدی بهطور کامل برطرف نشوند.
۱۲. هموارسازی پیش از حمل (هموارسازی نهایی)
اکثر سازندگان PCB قبل از ارسال، یک مرحلهٔ نهایی صافسازی را انجام میدهند. این مرحله میتواند صافسازی مکانیکی یا صافسازی حرارتی تحت وزن باشد. از آنجا که ماسک لحیم و پوششهای سطحی بر عملکرد صافسازی حرارتی تأثیر میگذارند، دمای پخت و زمان آن را با دقت کنترل کنید. برای اکثر بردها، گرمکردن تا کمی پایینتر یا نزدیک به دمای انتقال شیشهای (Tg) و استفاده از وزن در حین خنکشدن به صاف شدن بردها کمک میکند. برای مواد با دمای انتقال شیشهای بالا ممکن است به دماهای بالاتری نیاز باشد، اما به محدودیتهای جوهر و پوششها توجه کنید.
افزودن فشار در حین پخت و کاهش زمان خنکسازی پس از پخت هر دو به اثر صافکنندگی کمک میکنند. این تنظیمات باید با جنس برد و پوشش آن مطابقت داشته باشند. صافکردن نهایی میتواند انحنا را بهطور قابلتوجهی کاهش دهد، اما اگر مراحل قبلی فرآیند تنش داخلی زیادی ایجاد کرده باشند، راهحل کاملی نیست.
یادداشتهای تولید و طراحی
وقتی برد از مواد با دمای انتقال شیشهای پایین (Tg پایین) استفاده میکند، نرخ نقص انحنا معمولاً بالاتر از مواد با دمای انتقال شیشهای بالا (Tg بالا) است. مواد با Tg بالا معمولاً حاوی پرکنندهها هستند و ضریب انبساط حرارتی (CTE) کمتری نسبت به انواع Tg پایین دارند. در فرایندهای بعدی، دمای پخت معمول در حدود ۱۵۰ درجه سانتیگراد تأثیر بیشتری بر بردهای Tg پایین دارد.
در طراحی، از عدم تقارن ساختاری، عدم تقارن مواد و الگوی نامتقارن مس خودداری کنید. این مشکلات طراحی خطر تابخوردگی را افزایش میدهند. همچنین، لمینیت هسته به هسته (چسباندن مستقیم چندین هسته) اغلب منجر به تنش پیچیدهتری نسبت به لمینیت تکهسته با ورق مس میشود. دستههای هستهای با سه هسته یا بیشتر در آزمونهای تابخوردگی نرخ شکست بالاتری نسبت به ساختارهای سادهتر نشان میدهند.
طراحی قاب پنل همچنین بر تابخوردگی تأثیر میگذارد. یک قاب بزرگ و پیوسته مسی در لبه پنل میتواند کل پنل را در حین لمینیت صلب نگه دارد و تنش را در محل حفظ کند. این تنش ممکن است پس از روتینگ آزاد شود و باعث تابخوردگی بیشتر بردهای منفرد شود. قاب غیرپیوسته با نقاط یا بلوکهای مسی تمایل دارد تنش را بهتدریج آزاد کند و ممکن است به تابخوردگی کمتر بردهای منفرد پس از روتینگ منجر شود.
استراتژی لمینیت
لامیناسیون کلید کنترل تابخوردگی است. از انتخاب پرس مناسب استفاده کنید، پارامترهای صحیح را تنظیم کنید و چیدمان پشته را برای کاهش تنش برنامهریزی کنید. برای سازههای متقارن از پشته متقارن و صفحات ابزار متقارن استفاده کنید. پرس داغی که پشته را درون پرس خنک میکند بهتر از انتقال به پرس سرد جداگانه است. خنکسازی در حالی که ماده هنوز پشتیبانی میشود، آزادسازی تنش را که منجر به تابخوردگی میشود کاهش میدهد.
برای بردهای نامتقارن که باید ساخته شوند، با چیدمان نامتقارن ابزارها و مراحل پس از پخت آزمایش کنید. این روش از مادهی بافر استفاده میکند که بهگونهای قرار میگیرد که هر دو سطح برد بهطور متفاوت گرم یا سرد شوند تا جمعشدگی نهایی متعادل گردد. پس از لمینیت، افزودن پخت ثانویه یا مرحلهی صافسازی و بررسی تلرانس ضخامت برد میتواند قطعه را در محدودهی مشخصات مشتری قرار دهد.
کنترلهای فرآیند دیگر
علاوه بر لمینیت، مراحل دیگر با حرارت بالا مانند پخت ماسک لحیم، پخت علامتگذاری، HASL و ریفلو را به خاطر داشته باشید. این مراحل باید کنترل شوند تا از چرخههای سریع گرمایش و سرمایش که باعث ایجاد تنش میشوند جلوگیری شود. از پروفایلهای فر مناسب استفاده کنید، زمان بیشتری برای گرم و سرد شدن در نظر بگیرید و اجازه دهید بردها روی سطوح صاف استراحت یا خنک شوند. در هنگام نگهداری از انباشتن بردها که باعث خم شدن آنها میشود خودداری کنید.
نهاییسازی و ارسال
پیش از ارسال، اکثر کارخانهها برای حذف تابخوردگی ناشی از فرآیند، بردها را صاف میکنند. صافکاری مکانیکی یا صافکاری حرارتی تحت فشار، صافی را بهبود میبخشد. برای مواد معمولی، پختن برای صاف کردن در دمای حدود ۱۴۰–۱۵۰ درجه سانتیگراد عملکرد خوبی دارد، زیرا این دما بالاتر از دمای انتقال شیشهای (Tg) بسیاری از بردهای استاندارد است. برای بردهای با دمای انتقال شیشهای بالا، این پخت کمتر مؤثر است و ممکن است لازم باشد با احتیاط افزایش یابد. برای بهبود نتایج از فشار و زمان خنکسازی طولانیتر استفاده کنید. مرحله صافسازی میتواند تفاوت بزرگی در صافی نهایی که مشتری نهایی میبیند ایجاد کند.
خلاصه و چکلیست عملی
خمیدگی یک مشکل رایج در PCB است. این مشکل از ناسازگاری مواد، چرخههای حرارتی، جابجایی، قطعات سنگین و طراحی پنل ناشی میشود. برای کاهش خمیدگی:
- در صورت امکان از ماده با Tg بالا استفاده کنید.
- هرگاه امکان دارد، تراکم بردها را متقارن نگه دارید.
- مساحت بالا و پایین را متعادل کنید.
- در صورت امکان، از تختههای ضخیمتر استفاده کنید.
- اندازه پنل را کاهش دهید یا تعداد بردها در هر پنل را محدود کنید.
- پنلها را طوری قرار دهید که لبهٔ بلند آنها در فر تکیهگاه داشته باشد.
- گرمایش و سرمایش آهسته در فرهای ریفلو و سایر فرها.
- برای بردهای شکننده یا بزرگ از حاملهای ریفلو یا سینیهای دو تکه استفاده کنید.
- برشهای V عمیق را با زبانهٔ ماشینکاریشده یا سوراخهای پرسشده جایگزین یا کاهش دهید.
- تنظیمات لمینیت را بهینهسازی کنید و در صورت امکان از پرسهای یکپارچهٔ داغ به سرد استفاده کنید.
- از چیدن تخته ها روی هم یا فشرده کردن آنها در حین پخت خودداری کنید.
- یک مرحلهٔ نهایی صافسازی را تحت حرارت و فشار کنترلشده اضافه کنید.
اگر این مراحل را در طراحی و تولید دنبال کنید، میزان تابخوردگی را کاهش داده و دفعات بازکاری و خطاهای مونتاژ را پایین میآورید. هر برد متفاوت است، بنابراین قبل از تولید انبوه، برای استکآپها، مواد یا طرحهای پنل جدید آزمایشهای کوچک انجام دهید. این کار ریسک را از تولید انبوه دور کرده و کیفیت را بالا نگه میدارد.
نتهای پایانی
انحنا را در مرحله طراحی و هنگام برنامهریزی فرآیند مورد توجه قرار دهید. تغییرات کوچک در چیدمان مسی، استراتژی پانلبندی یا ترتیب لایهبندی میتواند اثرات بزرگی داشته باشد. اگر برد همچنان منحنا پیدا میکند، از حاملها استفاده کنید، ضخامت را افزایش دهید یا درجه مواد را تغییر دهید. با تأمینکنندگان برد همکاری کنید تا رویکرد ترکیبی از قواعد طراحی و کنترل فرآیند را انتخاب کنید. این کار مونتاژها را قابلاعتمادتر کرده و هزینههای ناشی از قطعات معیوب و بازکاری را کاهش میدهد.

