
در زیر ترجمهٔ انگلیسی آمده است. من از واژگان واضح و ساده و کلمات ربط پایهای (and, but, so, then, because) استفاده کردهام. اصطلاحات فنی و اعداد را دقیق نگه داشتهام. متن طولانی است (بیش از ۱۸۰۰ کلمه)، همانطور که درخواست کرده بودید.
فرآیند پایه ساخت بردهای HDI با ویای کور و مدفون
۱. نمای کلی
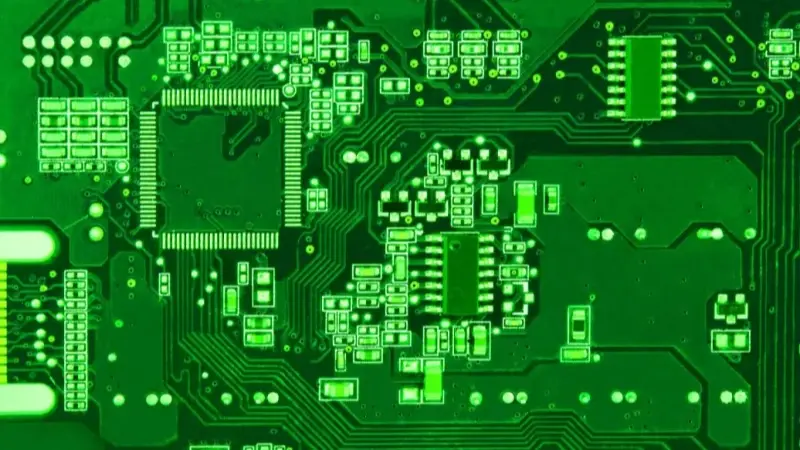
HDI مخفف High Density Interconnect (ارتباطات با چگالی بالا) است. این فناوری برد مدار چاپی (PCB) است که در اواخر قرن بیستم ظهور کرد. مزیت اصلی آن استفاده از سوراخکاری لیزری است. سوراخکاری مکانیکی سنتی به متههای سوراخکاری محدود است. هنگامی که اندازه سوراخ به 0.15 میلیمتر میرسد، هزینه به شدت افزایش مییابد و بهینهسازی دشوار میشود. سوراخهای لیزری HDI میتوانند تنها 3–5 میل (0.076–0.127 میلیمتر) باشند. عرض ردیابی میتواند ۳–۴ میل (۰.۰۷۶–۰.۱۰ میلیمتر) باشد. اندازههای پد بسیار کوچکتر میشوند. ردیابیهای بیشتری در یک ناحیه جای میگیرند. این امر امکانپذیرسازی اتصالات با چگالی بالا را فراهم میکند.
HDI به طراحان اجازه میدهد از بستههای متراکم مانند BGA و QFP. HDI سطح اول اکنون برای BGA با گام 0.5 رایج است. با انتقال مسیریابی BGA از خروجی گوشهای به خروجی مرکزی، سطح اول شاخص توسعهٔ انسانی دیگر نمیتواند برخی نیازها را برآورده کند. HDI سطح دوم به نقطه تمرکز پژوهش و توسعه و تولید تبدیل میشود. ویای کور لیزری HDI سطح اول تنها سطح را به لایه داخلی مجاور متصل میکند. HDI سطح دوم میتواند از سطح تا لایه سوم سوراخکاری کند، یا از سطح از طریق لایه دوم به لایه سوم سوراخکاری کند. این کار بسیار دشوارتر از HDI سطح اول است.
۲. مواد
۲.۱ انواع مواد
- ورق مسی: مادهٔ پایهای که الگوهای رسانا را ایجاد میکند.
- Core (CORE): ستون فقرات برد. این برد دو رویه با روکش مس است که برای ساخت لایههای داخلی استفاده میشود.
- پریپرگ: ورق رزین نیمهپخته که بهعنوان چسب برای بردهای چندلایه و بهعنوان عایق استفاده میشود.
- جوهر ماسک لحیم: برای ماسک لحیم، عایقکاری و محافظت در برابر خوردگی استفاده میشود.
- جوهر لژند (سیلکاسکرین): برای علامتگذاری و برچسبها استفاده میشود.
- مواد پرداخت سطح: شامل آلیاژ قلع-سرب، نیکل-طلا، نقره،, OSP, و دیگران.
۲.۲ مواد عایق لمینت
۲.۲.۱ لمینیتهای رایج
مواد رایج با Tg بالا شامل MICA/EG-150T، SYST/S1141، Grace/MTC-97 و HITACHI/MCL-HD-67 هستند. این مواد زمانی استفاده میشوند که نیاز به مقاومت حرارتی بالاتری باشد.
۲.۲.۲ مواد عایق مخصوص HDI
انواع و مشخصات رایج:
- مواد RCC: 80T18، 60T12، 65T12، 80T12، 60T18.
- FR4 (LDP): ۱۰۸۰، ۱۰۶.
توجه: من به جای FR-4 از “fr4” استفاده کردم، همانطور که شما ترجیح دادید.
۲.۳ ماده ویژه: توضیحات RCC
RCC مخفف Resin Coated Copper است. این ورق مسی است که با یک لایهٔ رزین ویژه پوشانده شده است. این لایه تمام مسیرهای داخلی را بهطور کامل میپوشاند و بهعنوان عایق عمل میکند. RCC عمدتاً در دو نوع عرضه میشود: مرحلهٔ B (Mitsui) و مرحلهٔ B+C (Polyclad).
ویژگیهای کلیدی:
- در فیلم رزین هیچ لایهٔ الیاف شیشهای وجود ندارد. این امر تشکیل میکروویاها با لیزر یا پلاسما را آسانتر میکند.
- لایه دیالکتریک نازک و مقاومت بالای جداشدگی.
- سختی خوب و سطح صاف، مناسب برای حک خطوط بسیار باریک.
- سوراخکاری لیزری برای HDI اغلب روی RCC متمرکز میشود. سوراخهای لیزری بهصورت متوازیالاضلاع وارونه هستند، نه استوانهای مانند سوراخهای مکانیکی. اندازهٔ معمول سوراخ 0.076–0.10 میلیمتر است.
سایر مواد HDI (هسته، پرپرگ، ورقههای مسی) خاص نیستند. معمولاً ضخامت مسی داخلی کم است: لایههای داخلی ۱ اونس، لایههای خارجی ۰٫۵ اونس مسی پایه آبکاریشده تا ۱ اونس. کل برد نازکتر است. از آنجا که RCC فاقد الیاف شیشهای است، سختی و استحکام آن نسبت به سایر PCBها با ضخامت مشابه کمتر است.
۳. فرآیند ساخت (مثال: برد هشت لایه ۲+۴+۲)
در زیر مراحل اصلی و نکات کلیدی را فهرست میکنم. از کلمات ساده و ترتیب واضح استفاده میکنم.
۳.۱ برش مواد خام (CUT)
برش ورقهای بزرگ روکششده با مس را به اندازههایی تبدیل میکند که با دستگاههای تولید سازگار باشند. سه مفهوم اصلی باید روشن باشند:
- واحد: یک واحد طراحی در چیدمان مشتری.
- مجموعه: چندین واحد متصل شدند، از جمله لبهٔ فرآیند و ابزارسازی.
- پنل: چندین SET با حاشیههای ابزار کنار هم قرار میگیرند تا یک پنل تولید تشکیل دهند. ابعاد خام رایج خریداریشده عبارتند از ۳۶٫۵ × ۴۸٫۵ اینچ، ۴۰٫۵ × ۴۸٫۵ اینچ و ۴۲٫۵ × ۴۸٫۵ اینچ. نرخ بازده به طراحی و کاربرد پنل بستگی دارد.

۳.۲ فرآیند فیلم خشک لایه داخلی (فیلم خشک داخلی)
مرحلهٔ انتقال لایهٔ داخلی فیلم خشک الگوهای لایهٔ داخلی را منتقل میکند. مراحل شامل لمینت فیلم فوتورزیست، نوردهی، ظهور، حکاکی و پاکسازی است:
- لامینیت: چسباندن فیلم حساس به نور روی مس. نور قسمتهای در معرض دید را سخت میکند تا لایهای محافظ تشکیل شود.
- نوردهی و ظهور: فیلم را نوردهی کنید. قسمتهای روشن سخت میشوند. قسمتهای تاریک نرم باقی میمانند. ظهور فیلم نرم را از بین میبرد.
- حکاکی و لایهبرداری: مسِ نمایان را حکاکی کنید. سپس لایهٔ محافظ سختشده را لایهبرداری کنید. ردهای لایهٔ داخلی شکل میگیرند.
نکات طراحی: کنترل حداقل عرض رد، فاصلهگذاری و یکنواختی. اگر فاصله خیلی کم باشد، ممکن است در حین لمینیت اتصال کوتاه رخ دهد. اگر ردها خیلی نازک باشند، چسبندگی فیلم ممکن است ناموفق باشد و ردها باز شوند. برای تولید حاشیههای ایمنی در نظر بگیرید.
۳.۳ اکسیداسیون سیاه یا قهوهای (اکسیداسیون سیاه)
پس از ایجاد ردهای داخلی، قبل از لمینیت، اکسیداسیون سیاه یا قهوهای انجام دهید. اهداف اصلی:
- روغن و آلایندهها را از سطح مس حذف کنید.
- مساحت سطح مس را افزایش دهید تا چسبندگی به رزین بهبود یابد.
- سطح غیرقطبی مس را به CuO و Cu₂O قطبی تبدیل کنید تا پیوندهای شیمیایی بهبود یابند.
- مقاومت در برابر رطوبت در دمای بالا را بهبود بخشیده و خطر لایهلایه شدن بین مس و رزین را کاهش دهید.
اگر Cu₂O محصول اصلی باشد، به آن اکسیداسیون قهوهای (رنگ قرمز) گفته میشود. اگر CuO محصول اصلی باشد، به آن اکسیداسیون سیاه (رنگ سیاه) گفته میشود.
۳.۴ لمینیت (پرسکاری)
لامیناسیون با استفاده از پریپرگ مرحلهٔ B، تمام لایهها را به هم متصل میکند. مراحل اصلی:
- استکآپ: ترتیب لایههای ورق مسی، پریپرگ، هستههای داخلی، صفحات فولاد ضدزنگ، بردهای جداکننده، کاغذ کرافت و صفحات پرس خارجی. برای بردهایی با شش لایه یا بیشتر، پیشچیدمان لازم است.
- پرس حرارتی: مجموعه را در پرس حرارتی خلأ قرار دهید. حرارت رزین را ذوب کرده و مجموعه را به هم میچسباند و فضاهای خالی را پر میکند.
نکات: لامیناسیون را متقارن نگه دارید. اگر تنش در دو طرف متعادل نباشد، تابخوردگی رخ خواهد داد. توزیع مس را کنترل کنید تا از تفاوتهای جریان رزین که باعث ضخامت نامنظم میشود جلوگیری شود. مسیرهای ویای کور و دفنشده را از قبل برنامهریزی کنید.

۳.۵ سوراخکاری وایاز کور و مدفون (سوراخکاری)
در تولید PCB، متهٔ مکانیکی روش اصلی برای سوراخهای عبوری بزرگتر از حدود ۸ میل است. متهزنی مکانیکی مشخص میکند که ویاهای کور و مدفون کجا نمیتوانند از یکدیگر عبور کنند. برای مثال در یک برد هشتلایه، میتوانید همزمان ویاهای مدفون برای لایههای ۳–۶، ویاهای کور برای لایههای ۱–۲ و ویاهای کور برای لایههای ۷–۸ ایجاد کنید. اما نمیتوانید ویای مدفون متقاطع مانند 3–5 و 4–6 را طراحی کنید، زیرا امکان ساخت آنها وجود ندارد. الگوهای نامتقارن ویای مدفون (مانند 3–5 و 4–6) بهطور چشمگیری دشواری و نرخ ضایعات را افزایش میدهند. هزینه ممکن است بیش از شش برابر هزینه ویای مدفون متقارن باشد.

۳.۶ رسوب و آبکاری مس (از طریق فلزیسازی)
متالایزینگ، دیوارهی سوراخ حفرشده را با مسی یکنواخت و مقاوم در برابر حرارت میپوشاند. سه مرحله:
- باقیماندهٔ مته را پاک کنید.
- رسوبگذاری شیمیایی مس.
- آبکاری تمامصفحه برای ضخیمتر کردن مس.
پارامتر کلیدی: نسبت ابعاد (ضخامت برد به قطر سوراخ). با افزایش ضخامت برد و کاهش قطر سوراخ، مواد شیمیایی بهراحتی نمیتوانند به مرکز سوراخ برسند. این ممکن است باعث نازک شدن آبکاری در مرکز و ایجاد نقصهای ریز باز شود. طراحان باید محدودیتهای فرآیند کارخانه برد را بشناسند. هم ویای کور و مدفون و هم سوراخهای عبوری باید محدودیتهای نسبت ابعاد را در نظر بگیرند.
لایه داخلی خشک ۳.۷ ثانیهای
پس از فلشگذاری ویایهای مدفون برای لایههای ۳ تا ۶، سوراخها را با جوهر رزینی پر کنید و به مراحل فیلم خشک داخلی بازگردید تا ردهای لایههای ۳ و ۶ را بسازید. پس از انجام این مراحل، دوباره اکسیداسیون سیاه/قهوهای را انجام دهید و سپس برای لمینیت دوم ارسال کنید. این لمینیت دوم همان فرآیند لمینیت اول را دنبال میکند.
لامیناسیون ۳.۸ ثانیهای (پرس HDI)
بردهای HDI لایههای عایق نازکی دارند، بنابراین پرس کردن آنها دشوارتر است. برای ضخامت یکسان، مقاومت LDP بهتر از RCC است. LDP کندتر جریان مییابد، بنابراین کنترل آن آسانتر است.
یادداشتهای طراحی:
- در نواحی داخلی دارای ویای کور یا مدفون، مسیرهای خارجی باید از محل ویایها اجتناب کنند تا از مدارهای باز ناشی از فرورفتگیها جلوگیری شود.
- وجود تعداد زیادی ویای مدفون بین لایه دوم و لایه قبل از آخر میتواند کانالهایی ایجاد کند که عایق دیالکتریک را نازک میکنند. در صورت امکان تعداد این ویاها را کاهش دهید.
برای ویای کور لیزر CO₂ HDI، روش رایج استفاده از تکنیک ماسک تطبیقی است. الگوها را به لایه مس بیرونی منتقل کنید، پنجرههای کوچکی که با موقعیت ویای لیزر مطابقت دارند را حک کنید، سپس در آن مختصات از لیزر با توان بالاتر استفاده کنید. این روش برای ساخت چندلایهٔ کمکردنی مناسب است.
۳.۹ ماسک تطبیقی (از طریق پیشپردازش لیزری)
ماسک تطبیقی دو بخش دارد: ماسک تطبیقی۱ و ماسک تطبیقی۲:
- ماسک تطبیقی ۱: پدهایی را که با ویای کور در هر دو طرف برد فرعی همتراز هستند، حک میکند و اهداف همترازی را برای دستگاه نوردهی خودکار حک میکند. این کار به پردازشهای بعدی و سوراخکاری لیزری کمک میکند.
- ماسک تطبیقی ۲: پنجرههایی روی لایههای مسی بالا و پایین برد حک میکند که کمی بزرگتر از سوراخ لیزری هستند. این کار برای پردازش با لیزر CO₂ آماده میکند.
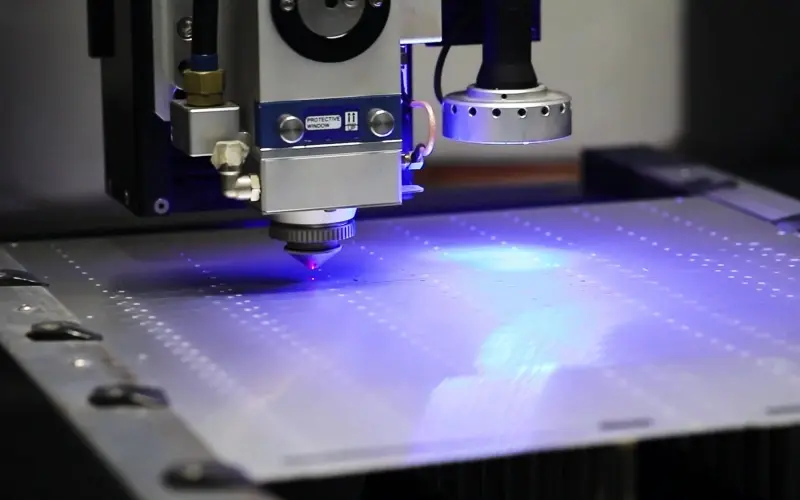
۳.۱۰ سوراخکاری لیزری (سوراخکاری لیزری)
سوراخکاری لیزری از انرژی لیزر برای سوزاندن رزین و ایجاد ویای کور استفاده میکند. انرژی لیزر از بالا به پایین کاهش مییابد، بنابراین قطر سوراخ با افزایش عمق باریکتر میشود. اندازهٔ معمول سوراخ ۴–۶ میل (۰٫۱۰–۰٫۱۵ میلیمتر) است. طبق IPC6016، سوراخهایی با قطر ≤۰٫۱۵ میلیمتر میکروویا نامیده میشوند.
سوراخهایی بزرگتر از 0.15 میلیمتر نیاز به سوراخکاری مارپیچی دارند. سرعت کاهش مییابد و هزینه بهسرعت افزایش مییابد. ابزارهای لیزری رایج اکنون از سوراخکاری سهشاتی استفاده میکنند. سرعت 100–200 سوراخ در ثانیه است. سوراخهای کوچکتر میتوانند سریعتر باشند (سوراخ 0.100 میلیمتری حدود 120 سوراخ/ثانیه؛ سوراخ 0.076 میلیمتری حدود 170 سوراخ/ثانیه).
۳.۱۱ متالدهی از طریق لیزر
سوراخهای لیزری دیواره سوراخ را میسوزانند و کربن بر جای میگذارند. لایه دوم مس ممکن است اکسید شود. برای حذف باقیماندههای مته به شستشوی با آب تحت فشار بالا نیاز است. کربن میکروویا سخت پاک میشود. HDI دو سطحی چیدهشده نیاز به آبکاری ویژه ویای کور و پر کردن با مس دارد. این روش پرهزینه است و در محصولات ردهبالا استفاده میشود.
۳.۱۲ لایه خشک داخلی سوم
پس از فلزیسازی ویای لیزری، یک ماسک کانفورمال دوم اجرا کنید. سپس به مراحل لایه خشک داخلی بازگردید تا ردهای لایههای ۲ و ۷ را ایجاد کنید. پس از اتمام ردها، اکسیداسیون سیاه/قهوهای و لمینیت سوم را انجام دهید. سپس مرحله اول حک ویای کور سوم و مرحله دوم حک ویای کور دوم را انجام دهید تا برای سوراخکاری لیزری دوم آماده شوید.
HDI سطح دوم به همترازیهای زیادی نیاز دارد. خطاها میتوانند تجمعی شوند. این امر نرخ ضایعات را افزایش میدهد. از آسانترین تا دشوارترین در ترکیبهای via:
۱–۲ + ۲–۳ ویاس < فقط ۱–۳ ویاس < ۱–۲ + ۱–۳ ویاس < ۲–۳ + ۱–۳ ویاس < ۱–۲ + ۲–۳ + ۱–۳ ویاس.
ویاسهای HDI باید بهطور متقارن طراحی شوند.
۳.۱۳ سوراخکاری لیزری ثانویه
مرحله دوم سوراخکاری لیزری را طبق برنامه برای HDI دوسطحی انجام دهید. این مرحله قوانین مشابه سوراخکاری لیزری اول را دارد اما نیازمند همترازی دقیق و برنامهریزی مسیر ویایاست.
۳.۱۴ سوراخکاری مکانیکی (سوراخهای عبوری)
پس از مراحل لیزری، سوراخکاری مکانیکی برای سوراخهای عبوری انجام دهید. این مرحله سوراخهایی را ایجاد میکند که از کل پنل عبور میکنند.
۳.۱۵ حذف باقیمانده سوراخکاری و آبکاری مسیر (P.T.H)
ویاهای کور و سوراخهای عبوری را بهطور همزمان آبکاری کنید تا همه ویاها فلزی شوند. در این مرحله جریان ویژه HDI پایان مییابد. از این پس برد مراحل استاندارد پایانکاری PCB را دنبال میکند.
۳.۱۶ لایهٔ خشک روی سطح خارجی و آبکاری الگویی (آبکاری لایهٔ خشک و الگویی)
انتقال الگوی بیرونی مشابه لایههای داخلی است. تفاوت اصلی در روش آبکاری است:
- روش تفاضلی: از فیلم منفی استفاده کنید. لایه خشک سختشده بهعنوان مدار باقی میماند. برای حفظ مدار، فیلم را حک و پاک کنید.
- روش افزودنی/معمولی: از فیلم مثبت استفاده کنید. فیلم خشک سختشده نواحی غیرمدار را میپوشاند. سپس آبکاری الگویی (ابتدا مس و سپس قلع) انجام دهید، سپس فیلم را پاک کنید، حک اسیدی قلیایی انجام دهید، قلع را حذف کنید و مدار را حفظ کنید.
۳.۱۷ ماسک لحیمکاری لایهٔ مرطوب (WET FILM SOLDER MASK)
ماسک لحیم سطح برد را میپوشاند. این از لحیمکاری نادرست، نفوذ رطوبت یا مواد شیمیایی که باعث ایجاد اتصال کوتاه میشوند جلوگیری کرده و از مسیرهای هادی در برابر آسیبهای فیزیکی محافظت میکند. این امر عملکرد برد مدار چاپی را پایدار نگه میدارد.
فرآیند: پیشتمیزکاری → پوششدهی → پیشپخت → قرارگیری در معرض اشعه → ظهور → خشککردن با اشعه فرابنفش → خشککردن حرارتی. نقاط کنترل کلیدی: همترازی ماسک لحیمکاری، اندازه پل ماسک، تولید ویای (via)، و ضخامت ماسک. کیفیت جوهر بر پرداخت نهایی سطح، نصب SMT، و عمر برد تأثیر میگذارد.
۳.۱۸ طلاکاری غوطهوری گزینشی (طلاکاری غوطهوری)
آبکاری شیمیایی نیکل/طلا یک پوشش سطحی پس از ماسک لحیم است. این روش برای بردهای مدار چاپی با فاصلهی کم بین مسیرها و قطعات سطحی فراوان مناسب است. این پوشش به همترازی پدها و صافی سطح کمک میکند. طلا پایدار و محافظ است. مشخصات آبکاری: نیکل حدود ۵ میکرومتر، طلا ۰٫۰۵–۰٫۱ میکرومتر. طلا اگر خیلی ضخیم باشد ممکن است ترک بخورد و باعث ایجاد اتصالات لحیم ضعیف شود. طلا اگر خیلی نازک باشد محافظت ضعیفی دارد. ENIG در برخی موارد قابلیت لحیمپذیری کمتری دارد و ممکن است نواقص تیره روی پدها نشان دهد.
۳.۱۹ چاپ افسانهای (چاپ C/M)
افسانهها و علائم را با جوهر افسانه چاپ کنید. این کار به مونتاژ و سرویس بعدی کمک میکند.
۳.۲۰ فرزکاری و پروفیلزنی (پروفیلزنی)
پنل نهایی را با دستگاههای CNC به اندازه واحد یا ست برش دهید. لبهبری و فرزکاری شیار را انجام دهید. اگر برش V لازم باشد، مراحل مربوطه را اضافه کنید. پارامترهای کلیدی: تلرانس پروفایل، اندازه شیار، شعاع گوشه داخلی. فاصله ایمنی بین الگوها و لبه تخته را حفظ کنید.
۳.۲۱ آزمون الکتریکی (E-TEST)
این آزمون پیوستگی و عایقبندی است. روشهای اصلی عبارتند از آزمون تخت میخ و آزمون پروب پرنده:
- تخت میخ: بستهای عمومی یا سفارشی. بستهای عمومی گرانترند اما با بسیاری از PCBها سازگارند. بستهای سفارشی بهازای هر قطعه ارزانترند اما فقط برای PCBهای خاص مناسباند.
- پروب پروازی: پروبها را برای تست بردهای مدار چاپی جابجا میکند. این دستگاه انعطافپذیر است و برای بسیاری از تولیدات کمحجم مناسب است.
۳.۲۲ OSP (محافظ قلعپذیری آلی)
OSP پس از آزمون الکتریکی و بازرسی چشمی، یک لایهٔ آلی روی پدهای مسی بدون پوشش و سوراخهای عبوری تشکیل میدهد. ضخامت لایه ۰٫۳–۰٫۵ میکرومتر است. دمای تجزیه حدود ۳۰۰ درجهٔ سانتیگراد است.
مزایای اصلی: آبکاری تخت که با PCBهای فاصلهدار کوچک سازگار است؛ فرآیند ساده، آلودگی کم، هزینه پایین و قابلیت لحیمپذیری خوب. معایب: لایه نازک است و بهراحتی خراشیده میشود. عمر مفید کوتاه است.
امروزه از ترکیب ENIG و OSP برای بردهای با دقت بالا استفاده میشود. این روشها محافظت و قابلیت لحیمپذیری را فراهم میکنند و در برخی موارد بهعنوان گزینهای بدون سرب جایگزین HASL هستند. هزینه آن بالاتر است.
۳.۲۳ حسابرسی نهایی (حسابرسی نهایی)
ظاهر، اندازه، عملکرد الکتریکی و کیفیت آبکاری PCB را بازرسی کنید. مطمئن شوید که همه چیز مطابق با استانداردهای طراحی و صنعتی است.
۳.۲۴ بستهبندی (PACKING)
بردهای PCB را بستهبندی کنید تا از رطوبت و خراش محافظت شوند. در حین حملونقل از بردها محافظت کرده و آنها را برای استفادهٔ بعدی بهخوبی نگهداری کنید.

