اتصالات باز و کوتاه در مسیرهای PCB مشکلاتی هستند که تقریباً هر روز هر تولیدکننده PCB با آنها مواجه میشود. این مشکلات پرسنل تولید و کیفیت را مشغول نگه میدارند. آنها باعث ارسال نشدن مقادیر سفارش، بازکاری اضافی، تأخیر در تحویل و شکایت مشتریان میشوند. اینها مشکلات دشواری در صنعت هستند. من بیش از ۲۰ سال تجربه کاری در … دارم. تولید PCB صنعت. من عمدتاً در مدیریت تولید، مدیریت کیفیت، کنترل فرآیند و کنترل هزینه کار کردهام. من تجربهای در رفع اتصالیهای باز و کوتاهمدت بردهای مدار چاپی (PCB) کسب کردهام. اکنون این را بهعنوان خلاصهای برای بحث با همکاران مینویسم. امیدوارم کارکنان تولید و کیفیت بتوانند از آن بهعنوان مرجع استفاده کنند.
۱. طبقهبندی علل اصلی مدارهای باز PCB
ما ابتدا علل اصلی مدارهای باز PCB را در حوزههای زیر دستهبندی میکنیم:
اکنون علل و راههای بهبود را به تفکیک دستهبندی میکنیم:
۲. مدارهای باز ناشی از در معرض قرار گرفتن ماده پایه (خراش لایه)
لامینت روکشمس (CCL) پیش از ورود به انبار، از قبل خراشیده شده است.
CCL در حین فرآیند برش خراش برمیدارد.
CCL در حین سوراخکاری توسط متهها خراشیده میشود.
CCL در حین حملونقل خط و خش میبرد.
پس از آبکاری بدون الکتریک مس، هنگام چیدن روی هم بردها بهخاطر دستکاری نادرست روی ورق رویی فرورفتگی پیدا میکنند.
در حین تولید، وقتی بردها از یک دستگاه افقی عبور میکنند، فویل سطحی خراشیده میشود.
۲.۱ روشهای بهبود:
قبل از ورود به انبار، CCL ورودی باید بهصورت نمونهای توسط IQC (کنترل کیفیت ورودی) بازرسی شود. سطح برد را از نظر خراش و آشکار شدن لایه پایه بررسی کنید. در صورت مشاهده آسیب، بهموقع با تأمینکننده تماس بگیرید و بر اساس شرایط اقدام مناسب را انجام دهید.
اگر CCL هنگام برش خراشیده شود، دلیل اصلی آن وجود اشیاء سخت و تیز روی میز برش است. وقتی CCL به جسم سخت میخورد، لایه مسی خراشیده شده و ماده زیرین نمایان میشود. بنابراین قبل از برش، میز را بهخوبی تمیز کنید. مطمئن شوید میز صاف است و هیچ جسم سخت و تیزی روی آن باقی نمانده باشد.
اگر در حین سوراخکاری CCL توسط متهها خراشیده شود، دلایل اصلی آن فرسودگی کولهها یا وجود آلودگی داخل کوله است. کوله کثیف یا فرسوده نمیتواند مته را بهطور محکم نگه دارد. ممکن است مته پایینتر از طول تنظیمشده قرار گیرد و ابزار در حین حرکتها بهاندازه کافی بالا نیاید. وقتی دستگاه حرکت میکند، نوک مته میتواند لایه مسی را خراشیده و ماده زیرین را نمایان سازد.
الف) کلمپها را طبق تعداد تعویض ابزار یا در صورت مشاهدهی فرسودگی، تعویض کنید.
ب) کالِتها را طبق دستورالعملهای کاری بهطور منظم تمیز کنید تا مطمئن شوید هیچ آلودگیای در داخل آنها باقی نمانده است.
خشافتادگی روی بدنه در حین حملونقل:
الف) هنگام جابجایی تختهها، کارگران ممکن است تعداد زیادی تخته را بهطور همزمان بلند کنند یا بار بیش از حد سنگین باشد. در این صورت، بهجای بلند کردن تختهها، آنها را میکشند. گوشهها و سطح تختهها ساییده و خراشیده میشوند.
ب) هنگام قرار دادن تختهها، اگر بهطور مرتب روی هم چیده نشوند، ممکن است افراد برای مرتب کردنشان آنها را محکم فشار دهند. این کار باعث ساییدگی و خراش بین تختهها میشود.
پس از آبکاری بدون الکتریک مس یا آبکاری الکتروپلیتینگ تمامپنل، بردها ممکن است بهدلیل جابجایی نادرست هنگام انباشت خراشیده شوند:
وقتی بردها پس از آبکاری بدونجریان مس یا پس از آبکاری الکتروپلیتینگ تمامپنل روی هم قرار میگیرند، تعداد زیاد آنها وزن قابلتوجهی ایجاد میکند. هنگام قرار دادن یک دسته روی زمین، گوشههای برد ممکن است به سمت پایین برخورد کنند و با نیروی جاذبه و سرعت، ضربه شدیدی به سطوح برد وارد کنند. این امر میتواند سطح را خراشیده و مادهٔ زیرین را نمایان سازد.
تخته های تولید هنگام عبور از دستگاه افقی خط و خش میگیرند:
الف) صفحهٔ توقف روی دستگاه سنبادهزنی یا سنگزنی ممکن است به سطح تخته برخورد کند. لبهٔ صفحه ممکن است ناهموار باشد و اجسام تیزی داشته باشد. وقتی تخته عبور میکند، سطح آن خراش برمیدارد.
ب) شفت محرک از جنس فولاد ضدزنگ ممکن است آسیب دیده و نوک تیز ایجاد کند. وقتی برد عبور میکند، این نوک مس را خراشیده و زیر آن را آشکار میسازد.
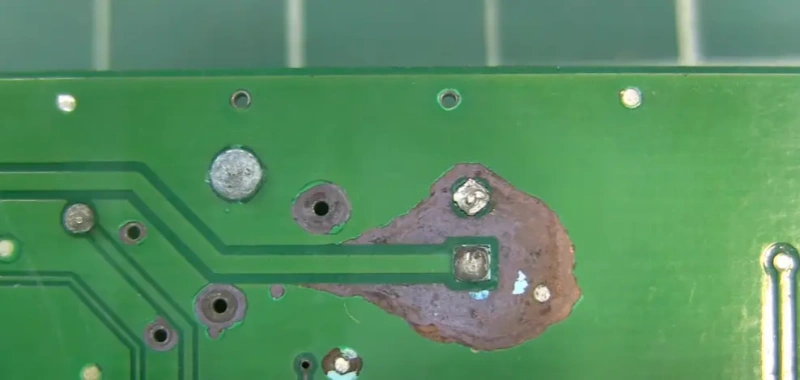
خلاصه اینکه خراشهایی که پس از آبکاری بدونالی (electroless) مس، مادهٔ زیرین را نمایان میکنند، اگر بهصورت خطوط باز یا شکاف ظاهر شوند، راحتتر روی ردها پیدا میشوند. اما اگر خراش قبل از آبکاری بدونالی مس رخ دهد، مس آبکاریشده میتواند روی خراش نیز رسوب کند. ورق مس روی رد در آن نقطه بسیار نازکتر خواهد بود. بعداً در تستهای باز/کوتاه این مشکل سخت پیدا میشود. وقتی مشتری از برد استفاده میکند، جریان زیاد ممکن است رد را بسوزاند و باعث باز شدن مدار شود. ریسک کیفیت پنهان و زیان اقتصادی میتواند بزرگ باشد.
۳. مدارهای باز ناشی از عدم آبکاری سوراخ (بدون آبکاری سوراخ)
در حین الکترولس مسی، آبکاری سوراخ انجام نمیشود.
روغن باقیمانده در سوراخها باعث عدم آبکاری سوراخها میشود.
ریزفرسایش بیش از حد باعث آبکاری نشدن سوراخها میشود.
آبکاری نامناسب باعث عدم آبکاری سوراخ میشود.
مته سوراخها را میسوزاند یا گرد و غبار سوراخها را مسدود میکند و باعث عدم آبکاری سوراخ میشود.
۳.۱ معیارهای بهبود:
در حین آبکاری مس بدونالکترولیت، هیچ سوراخی آبکاری نمیشود:
الف) مشکل عامل آمادهسازی حفره: اگر تعادل شیمیایی عامل آمادهسازی حفره نادرست باشد یا محلول خراب باشد، خواص الکتریکی دیواره حفره طبق نیاز تغییر نمیکند. عامل آمادهسازی حفره برای تنظیم خواص الکتریکی پایه عایق روی دیواره حفره است تا یونهای پالادیوم بهخوبی جذب شوند و مس بدون الکترولیت بتواند بهطور کامل پوشش دهد. اگر غلظت عامل آمادهسازی حفره نامتعادل باشد یا تاریخ انقضای آن گذشته باشد، هیچ آبکاری حفرهای انجام نخواهد شد.
ب) فعالکننده: اجزای اصلی فعالکننده شامل پالادیوم (Pd)، اسیدهای آلی، یونهای استانوس و کلریدها هستند. برای رسوب یکنواخت پالادیوم بر دیواره سوراخ، باید پارامترهای زیادی کنترل شوند. برای مثال فعالکننده ما:
i) دمای محیط را بین ۳۵ تا ۴۴ درجه سانتیگراد نگه دارید. اگر دما خیلی پایین باشد، تراکم پالادیوم روی دیواره حفره کم است و مس بدون الکترولیت بهطور کامل پوشش نمیدهد. اگر دما خیلی بالا باشد، واکنشها خیلی سریع پیش میروند و هزینه مواد افزایش مییابد.
ii) غلظت (اندازهگیریشده با رنگ یا شدت) را در 80%–100% نگه دارید. اگر غلظت کم باشد، چگالی پالادیوم کم است و مس بدون الکترولیت بهطور کامل پوشش نمیدهد. اگر غلظت زیاد باشد، واکنش بیش از حد سریع است و هزینه مواد افزایش مییابد.
iii) در طول تولید، محلول فعالکننده را حفظ کنید. اگر بهشدت آلوده باشد، پالادیوم روی دیواره سوراخ متراکم نخواهد بود و مس بدون الکتروولتر بعدی بهطور کامل پوشش داده نمیشود.
c) شتابدهنده: شتابدهنده عمدتاً حاوی اسیدهای آلی است. وظیفه آن حذف ترکیبات استنوس و کلریدی جذبشده از دیواره حفره است تا فلز کاتالیزوری پالادیوم برای واکنشهای بعدی در معرض دید قرار گیرد. برای شتابدهندهٔ ما، غلظت شیمیایی را در 0.35–0.50 N نگه دارید. اگر غلظت بیش از حد بالا باشد، ممکن است تمام پالادیوم برداشته شود و بعداً پوشش مس بدون الکترولیت بهطور کامل انجام نشود. اگر غلظت بیش از حد پایین باشد، حذف استنوس و کلراید ضعیف است و بعداً پوشش مس بدون الکترولیت بهطور کامل انجام نخواهد شد.
د) کنترل پارامترهای الکترولس مس کلید پوشش مناسب حفرهها است. با استفاده از پارامترهای وان که به کار میبریم:
i) دمای محلول را بین ۲۵ تا ۳۲ درجه سانتیگراد نگه دارید. اگر دما پایین باشد، فعالیت حمام ضعیف است و آبکاری سوراخ انجام نمیشود. اگر دما از ۳۸ درجه سانتیگراد فراتر رود، واکنش بیش از حد سریع میشود، یونهای مس خیلی سریع آزاد میشوند و ذرات مس روی سطح پنل ظاهر میشوند. این امر باعث بازکاری یا ضایعات میشود. در این صورت فوراً حمام مس بدون جریان الکتریکی را فیلتر کنید، وگرنه ممکن است حمام هدر رود.
ii) مقدار Cu2+ را در محدودهٔ ۱٫۵–۳٫۰ گرم بر لیتر کنترل کنید. اگر Cu2+ کم باشد، فعالیت حمام ضعیف است و آبکاری سوراخها نامناسب خواهد بود. اگر از ۳٫۵ گرم بر لیتر تجاوز کند، واکنش بیش از حد سریع میشود و ذرات مس روی سطوح پنل تشکیل شده و باعث بازکاری یا ضایعات میگردد. سپس بلافاصله حمام را فیلتر کنید. کنترل Cu2+ عمدتاً با افزودن محلول A مس الکترولس انجام میشود.
iii) NaOH را در محدوده ۱۰٫۵–۱۳٫۰ گرم در لیتر کنترل کنید. اگر NaOH کم باشد، فعالیت حمام ضعیف شده و آبکاری سوراخها نامناسب خواهد بود. کنترل NaOH عمدتاً با افزودن محلول B مس بدونالکترولیت انجام میشود. محلول B حاوی تثبیتکننده برای حمام است. معمولاً محلولهای A و B را به نسبت ۱:۱ اضافه میکنند.
iv) فرمالدهید (HCHO) را در محدوده ۴٫۰–۸٫۰ گرم بر لیتر کنترل کنید. اگر HCHO کم باشد، فعالیت حمام ضعیف است و آبکاری سوراخها نامناسب خواهد بود. اگر HCHO از ۸٫۰ گرم بر لیتر تجاوز کند، واکنش بیش از حد سریع میشود و ذرات مس روی سطح پنل تشکیل شده و باعث بازکاری یا ضایعات میگردد. سپس بلافاصله حمام را فیلتر کنید. کنترل HCHO عمدتاً با افزودن محلول C مس الکترولس انجام میشود. توجه داشته باشید که محلول A نیز حاوی اجزای HCHO است. بنابراین هنگام افزودن محلول A، ابتدا افزایش HCHO را محاسبه کنید.
v) بار حمام را در 0.15–0.25 فوت مربع بر لیتر نگه دارید. اگر بار خیلی کم باشد، فعالیت حمام ضعیف است و آبکاری سوراخها نامناسب خواهد بود. اگر بار از 0.25 فوت مربع بر لیتر تجاوز کند، واکنش خیلی سریع پیش میرود و ذرات مس تشکیل میشوند که باعث کار مجدد یا ضایعات میگردد. سپس بلافاصله حمام را فیلتر کنید. در تولید، تانک اول باید از یک برد مسی برای فعالسازی حمام. این کمک میکند تا بردهای بعدی واکنش خوبی نشان دهند. این امر وجود مس بدون الکتروولس متراکم در سوراخها و پوشش بالاتر را تضمین میکند.
پیشنهاد: برای حفظ تعادل و پایداری این پارامترها، از دستگاه دوزینگ خودکار برای افزودن محلولهای A و B به تانک مس بدون الکتریک استفاده کنید. این کار به کنترل بهتر اجزای شیمیایی کمک میکند. همچنین از کنترل خودکار دما برای حفظ پایداری دمای خط مس بدون الکتریک استفاده کنید.
باقیماندن فیلم مرطوب یا جوهر در سوراخها باعث عدم آبکاری سوراخ میشود:
الف) هنگام چاپ فیلم مرطوب، یک برد را چاپ کنید و سپس توری را پاک کنید. این کار اطمینان میدهد که جوهر در توری جمع نشود. معمولاً این کار مانع از باقی ماندن فیلم مرطوب در داخل سوراخها میشود.
ب) هنگام چاپ سیلک فیلم مرطوب، از تراکم توری ۶۸–۷۷T استفاده کنید. اگر از توری اشتباه، مثلاً ≤۵۱T، استفاده کنید، ممکن است فیلم مرطوب به داخل سوراخها نفوذ کند. در مرحلهٔ ظهور ممکن است سوراخ تمیز نشود. در مرحلهٔ آبکاری، سوراخ فلزکاری نخواهد شد و آبکاری سوراخ انجام نمیشود. اگر تراکم توری بیش از حد بالا باشد، فیلم مرطوب ممکن است خیلی نازک شود و در حین آبکاری، مقاومت توسط جریان برق شکسته شود. این امر منجر به ایجاد نقاط فلزی متعدد یا حتی اتصال کوتاه بین مسیرها میشود.
ریزنگاری بیش از حد (خشنسازی بیش از حد) باعث عدم آبکاری سوراخها میشود:
الف) اگر برد قبل از الگوسازی خطوط از میکرواتچ شیمیایی استفاده میکند، دمای محلول، غلظت و زمان را کنترل کنید. در غیر این صورت، اگر ضخامت مس در سوراخهای آبکاریشده کم باشد، میکرواتچ ممکن است مس را حل کرده و باعث عدم آبکاری سوراخها شود.
ب) برای بهبود چسبندگی لایهها، در عملیات پیشآبکاری از میکروخراش شیمیایی استفاده میشود. بنابراین دما، غلظت و زمان میکروخراش را بهخوبی کنترل کنید. در غیر این صورت ممکن است آبکاری سوراخها انجام نشود.
بدلیل مشکلات الکتروپلیتینگ، آبکاری سوراخ انجام نشده است:
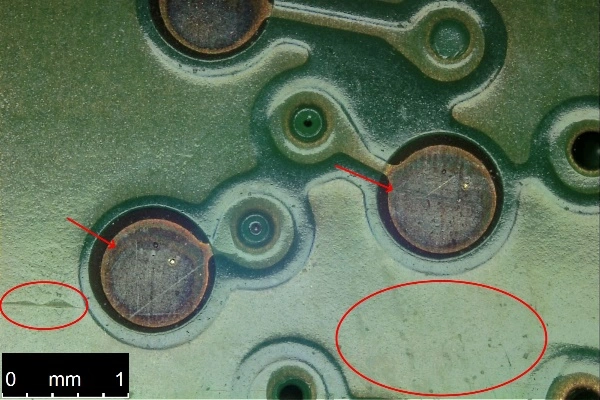
الف) وقتی نسبت ابعادی (ضخامت به قطر) بزرگ (≥۵:۱) باشد، ممکن است در سوراخها حباب تشکیل شود. این به این دلیل است که ارتعاش برای فرار هوای داخل کافی نیست. تبادل یونی بهخوبی انجام نمیشود. در نتیجه سوراخ بهدرستی مسی یا قلع نمیگیرد و هیچ پوششدهی سوراخ صورت نمیگیرد.
ب) وقتی نسبت ابعاد بزرگ (≥۵:۱) باشد، اگر تمیزکاری پیش از آبکاری نتوانسته اکسید روی دیواره سوراخ را از بین ببرد، در حین آبکاری با مقاومت روبهرو میشوید. سوراخ بهخوبی مس یا قلع آبکاری نمیشود یا لایه آبکاریشده مس/قلع بسیار نازک خواهد بود. در حین حکاکی، مس نازک داخل سوراخها برداشته شده و باعث عدم آبکاری سوراخ میشود.
مته سوراخها را میسوزاند یا گرد و غبار سوراخها را مسدود میکند و باعث عدم آبکاری سوراخ میشود:
الف) اگر عمر ابزار سوراخکاری بهدرستی تنظیم نشده باشد یا مته بسیار فرسوده باشد (با لبپریدگی یا تیز نبودن)، اصطکاک هنگام سوراخکاری گرما تولید میکند. دیواره سوراخ میسوزد و نمیتوان آن را با مس بدونالکترولیت پوشش داد، بنابراین آبکاری سوراخ انجام نمیشود.
ب) اگر تخلیه گرد و غبار ضعیف باشد یا مهندسی حذف گرد و غبار بهینه نشده باشد، گرد و غبار میتواند در حین سوراخکاری سوراخها را مسدود کند. در فرایند آبکاری مس بدون الکتریک، سوراخهای مسدودشده مس دریافت نمیکنند و آبکاری سوراخ انجام نمیشود.

