ما به یک مغازه PCB رفتیم و از آنها پرسیدیم: “آیا میتوانید امپدانس مسیر را تا 10% کنترل کنید؟” آنها با اطمینان کامل پاسخ میدادند: “هیچ مشکلی نیست!” اگر کمی پافشاری کنید و 8% را بخواهید، ممکن است لحظهای فکر کنند و سپس بگویند: “باشه (برای لایههای داخلی)!” اگر بعدش بپرسید: “آیا میتوان یک ویای (via) را تا 10% کنترل کرد؟”، قایق کوچک دوستی ممکن است... واژگون شود!
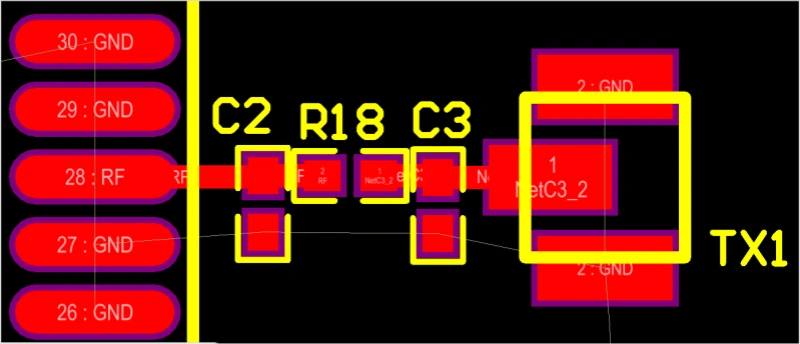
سؤال اصلی: تلرانس امپدانس ردها در مقابل مسیرها
هر دو ترسیس و ویاس تراشههای فرستنده/گیرنده را به هم متصل میکنند. پس چرا میتوان امپدانس ترسیسها را در 10% نگه داشت اما ویاسها را نمیتوان؟ میدانیم کنترل ترسیسها هم آسان نیست. عواملی که بر امپدانس ترسیس تأثیر میگذارند شامل ضریب حک، جابجایی لایه و زبری سطح هستند. برای خطوط میکرواستریپ، ضخامت ماسک لحیمکاری و مس نیز اهمیت دارد. با این حال، بسیاری از شرکتهای تولیدکننده بردهای رایج میتوانند تلرانس امپدانس ۱۰۱TP3T یا حتی ۸۱TP3T را برای ردها تضمین کنند. اما برای ویاسها، تا جایی که من از شرکتهای تولیدکننده برد میدانم، هیچکدام کنترل امپدانس ویاس را در محدوده ۱۰۱TP3T وعده نمیدهند. این بدان معناست که عوامل زیادی برای ویاسها وجود دارد که شرکتهای تولیدکننده برد قادر به کنترل آنها نیستند، بنابراین نمیتوانند آن را تضمین کنند.
محتویات این مقاله
در این مقاله ابتدا دو فرآیند ویای را معرفی میکنم: حفر ویای و پر کردن ویای. بسیاری با حفر ویای آشنا هستند، اما تا چه حد تلرانس حفر بر عملکرد ویای تأثیر میگذارد؟ در مورد پر کردن، بسیاری فکر میکنند پر کردن ویای با رزین یا سولدرماسک عملکرد ویای را تغییر میدهد. ما این تأثیرات را با شبیهسازی آزمایش میکنیم.
فرآیند سوراخکاری و تأثیر آن بر عملکرد ویایا
اول، سوراخکاری. ما اغلب دو نام میشنویم: اندازه مته و اندازه نهایی سوراخ. اگر ما در فایل PCB خود یک سوراخ ۸ میل طراحی کنیم، آیا فکر میکنید کارخانه از مته ۸ میلی استفاده خواهد کرد؟ البته که نه. یک ویای (via) باید ردهای (traces) لایههای مختلف را به هم متصل کند. سوراخ باید آبکاری شود تا مس به صورت عمودی از داخل آن عبور کند. این همان مس آبکاریشده عبوری (plated-through copper) است. طبق استاندارد IPC، ضخامت مسی آبکاریشده الزامات مشخصی دارد، حدود ۱۸ تا ۲۰ میکرومتر. بنابراین کارخانهها تضمین میکنند که سوراخ پس از آبکاری ۸ میل باشد. این اندازه نهایی، اندازه سوراخ نهایی است. این بدان معناست که اندازه مته اولیه باید بزرگتر از ۸ میل باشد. چقدر بزرگتر؟ ۱۰ میل؟ ۱۲ میل؟ این اختلاف اندازه تأثیر زیادی بر عملکرد ویای (via) دارد.
طبق قواعد تلرانس مته در کارخانه، برای سوراخ نهایی ۰٫۲ میلیمتر (۸ میل) حداقل از مته ۰٫۲۵ میلیمتر (۱۰ میل) استفاده میشود. اگر کنترل دقیقتری مشخص نکنید، ممکن است کارخانه از مته ۰٫۳ میلیمتر (۱۲ میل) استفاده کند. همه میدانند که مته بزرگتر امپدانس کمتری ایجاد میکند. اما چقدر کمتر؟ نتایج شبیهسازی ما میتواند این را به شما نشان دهد.
شبیهسازی نشان میدهد که ویاسها از ۰.۲ میلیمتر تا ۰.۳ میلیمتر دارای اختلاف امپدانس بیش از ۵ اهم هستند.
اگر به خسارات ناشی از ویای نگاه کنیم، میتوانیم تفاوتهای واضحی را نیز ببینیم.
برای این فرآیند سوراخکاری تکویا، تنها تلرانس ماشینکاری میتواند باعث نوسانی بیش از ۱۰٫۱ درصد شود.
۲. پر کردن از طریق: شبیهسازی و نتایج
حالا دربارهٔ پر کردن ویای. دوستان زیادی میپرسیدند که آیا پر کردن یک ویای بر عملکرد آن تأثیر دارد یا نه. من مدام به آنها میگفتم: “بدون تأثیر! بدون تأثیر!” آنها باورم کردند، اما هنوز کمی شک داشتند. بنابراین شبیهسازیهایی را اجرا کردم تا بررسی کنم.
تصویر زیر مدلهای ویای پرنشده و پرشده را نشان میدهد. رنگ قرمز به معنای پر شدن ویای با رزین یا سولدرماسک است.
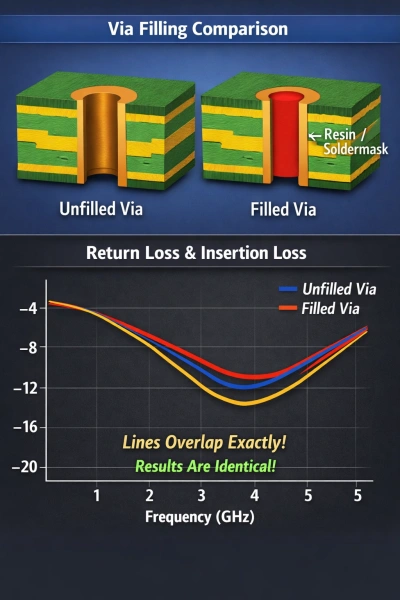
ما تلفات بازگشت و تلفات تزریق را برای دو حالت مقایسه کردیم. چرا فقط یک خط وجود دارد؟ چون خطوط روی هم میافتند. چرا روی هم میافتند؟ چون هیچ تأثیری ندارد. نتایج یکسان هستند.
دلیل نظری: چرا پرکردن اهمیتی ندارد
هر کسی که اندکی با نظریهٔ سرعت بالا آشنا باشد میداند که در سرعتهای بالاتر، سیگنال دچار اثر پوستی میشود. سیگنال نزدیک به دیوارهٔ بیرونی ویای عبور جریان حرکت میکند. بنابراین، مهم نیست داخل ویای عبور جریان چه دیالکتریک قرار دارد؛ میدان الکترومغناطیسی بین سیگنال و مرجع به داخل آن نفوذ نمیکند. اگر درون ویای عبور جریان هیچ میدانی وجود نداشته باشد، مادهٔ داخل ویای عبور جریان هیچ تأثیری نخواهد داشت.

