
















تُعد الدوائر المفتوحة والقصيرة في آثار ثنائي الفينيل متعدد الكلور من المشاكل التي تواجهها كل شركة تصنيع ثنائي الفينيل متعدد الكلور تقريبًا كل يوم تقريبًا. هذه المشاكل تبقي موظفي الإنتاج والجودة مشغولين. فهي تتسبب في فوات كميات الشحن، وإعادة العمل الإضافي، والتأخير في التسليم، وشكاوى العملاء. هذه مشاكل صعبة في هذه الصناعة. لديّ أكثر من 20 عامًا من الخبرة في العمل في تصنيع ثنائي الفينيل متعدد الكلور الصناعة. لقد عملت بشكل أساسي في إدارة الإنتاج وإدارة الجودة ومراقبة العمليات ومراقبة التكاليف. لقد جمعت بعض الخبرة في إصلاح الدوائر المفتوحة والقصيرة لثنائي الفينيل متعدد الكلور. أكتب هذا الآن كملخص للزملاء لمناقشته. آمل أن يستخدم موظفو الإنتاج والجودة هذا كمرجع.
1. تصنيف الأسباب الرئيسية للدوائر المفتوحة في ثنائي الفينيل متعدد الكلور
نقوم أولاً بتجميع الأسباب الرئيسية للدوائر المفتوحة لثنائي الفينيل متعدد الكلور في المجالات التالية:
والآن نقوم بسرد الأسباب وطرق التحسين، حسب الفئة:
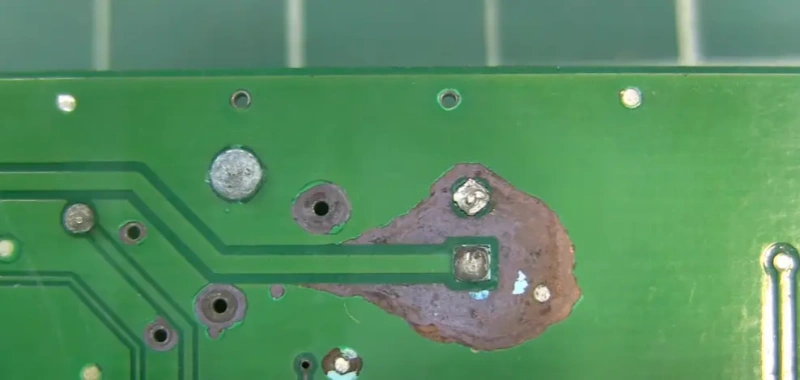
2. الدوائر المفتوحة الناجمة عن مادة القاعدة المكشوفة (خدش الرقائق المعدنية)
الصفيحة المكسوة بالنحاس (CCL) بها خدوش بالفعل قبل أن تدخل المخزن.
يتم خدش CCL أثناء عملية القطع.
يتم خدش CCL بواسطة لقم الثقب أثناء الحفر.
يتم خدش CCL أثناء النقل.
بعد النحاس غير المكهرب، عند تكديس الألواح بعد تكديسها على ألواح رقائق معدنية سطحية بسبب التعامل الخاطئ.
أثناء عملية الإنتاج، عندما تمر الألواح على ماكينة أفقية، يتم خدش رقائق السطح.
2.1 طرق التحسين:
قبل الدخول إلى المخزن، يجب فحص اللوح الوارد من قبل IQC (مراقبة الجودة الواردة). افحص سطح اللوح بحثًا عن أي خدوش أو مواد أساسية مكشوفة. إذا وجدت تلفًا، اتصل بالمورد في الوقت المناسب واتخذ الإجراء الصحيح بناءً على الحالة.
إذا تم خدش CCL أثناء القطع، فإن السبب الرئيسي هو الأجسام الحادة الصلبة على طاولة القطع. عندما يحتك CCL بالأجسام الصلبة، يتم خدش الرقاقة النحاسية وتتعرض المادة الأساسية للخدش. لذا نظّف طاولة القطع جيدًا قبل القطع. تأكد من أن الطاولة ملساء وأنه لا توجد أجسام حادة صلبة متبقية.
إذا تم خدش CCL بواسطة لقم الثقب أثناء الحفر، فإن الأسباب الرئيسية هي الأطواق البالية أو الأوساخ داخل الطوق. الطوق المتسخ أو البالي لا يمكنه تثبيت لقمة الحفر بإحكام. قد تستقر لقمة الحفر أقل من الطول المحدد وقد لا ترتفع الأداة بما فيه الكفاية أثناء الحركات. عندما تتحرك الماكينة، يمكن أن يكشط الطرف رقاقة النحاس ويكشف المواد الأساسية.
أ) استبدل الأطواق وفقًا لعدد مرات تغيير الأداة أو عندما يظهر على الطوق تآكل.
ب) تنظيف الأطواق بانتظام حسب تعليمات العمل للتأكد من عدم بقاء أي أوساخ بداخلها.
ألواح مخدوشة أثناء النقل:
أ) عند نقل الألواح، قد يقوم العمال برفع الكثير من الألواح دفعة واحدة أو قد تكون الحمولة ثقيلة للغاية. ثم يقومون بسحب الألواح بدلاً من رفعها. تحتك زوايا الألواح وسطح اللوح وتتعرض للخدش.
ب) عند وضع الألواح، إذا لم يتم تكديسها بشكل مرتب، قد يدفعها الناس بقوة لترتيبها. يتسبب ذلك في حدوث احتكاك بين الألواح وخدوش.
بعد الطلاء بالنحاس غير الكهربائي أو الطلاء الكهربائي للوحة كاملة، قد تتعرض الألواح للخدش أثناء تكديسها بسبب التعامل الخاطئ:
عندما يتم تكديس الألواح بعد تكديس النحاس غير المكهرب أو بعد الطلاء الكهربائي للوحة كاملة، فإن العديد من الألواح معًا تخلق وزنًا. عندما يتم وضع المكدس لأسفل، قد تصطدم زوايا اللوح لأسفل ومع الجاذبية والسرعة فإنها تخلق تأثيرًا قويًا على أسطح اللوح. يمكن أن يؤدي ذلك إلى خدش السطح وكشف المادة الأساسية.
تتعرض ألواح الإنتاج للخدش عند مرورها على ماكينة أفقية:
أ) قد تلامس لوحة الإيقاف على ماكينة الصنفرة أو الطحن سطح اللوح. قد تكون حافة اللوحة غير مستوية وقد تحتوي على أجسام حادة. عندما يمر اللوح، يتعرض السطح للخدش.
ب) قد يتضرر عمود الإدارة المصنوع من الفولاذ المقاوم للصدأ ويشكل نقطة حادة. عندما يمر اللوح، تخدش هذه النقطة النحاس وتكشف القاعدة.
باختصار، يسهل العثور على الخدوش التي تكشف عن المادة الأساسية بعد النحاس غير المكهرب على الآثار إذا ظهرت كخطوط أو فجوات مفتوحة. ولكن إذا حدث الخدش قبل النحاس غير المكهرب، فيمكن للنحاس غير المكهرب أن يرسب النحاس فوق الخدش. ستكون رقاقة النحاس على الأثر أرق بكثير في ذلك المكان. في وقت لاحق في الاختبارات المفتوحة/القصيرة يصعب العثور على ذلك. عندما يستخدم العميل اللوحة، قد يؤدي التيار العالي إلى حرق الأثر والتسبب في فتحه. يمكن أن تكون مخاطر الجودة الخفية والخسارة الاقتصادية كبيرة.
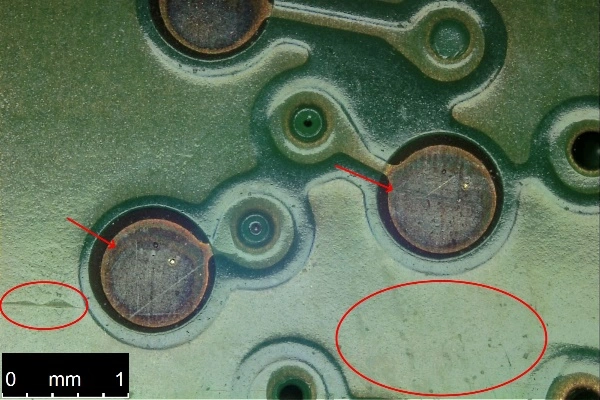
3. الدوائر المفتوحة الناجمة عن عدم وجود تصفيح بالفتحات (عدم وجود تصفيح بالفتحات)
لا يوجد طلاء بالفتحات أثناء الطلاء بالنحاس غير المطلي بالكهرباء.
يتسبب ترك الزيت في الثقوب في عدم وجود تصفيح للفتحات.
يؤدي الحفر الدقيق المفرط إلى عدم وجود ثقب في الطلاء.
يتسبب الطلاء السيئ في عدم وجود تصفيح ثقب الطلاء.
مثقاب الحفر يحرق الثقوب أو الغبار يسد الثقوب ويسبب عدم وجود ثقب تصفيح.
3.1 تدابير التحسين:
لا يوجد طلاء بالفتحات أثناء الطلاء بالنحاس غير المطلي بالكهرباء:
أ) مشكلة مكيف الثقب: إذا كان التوازن الكيميائي لمكيف الثقب خاطئًا أو كان المحلول سيئًا، فإن الخصائص الكهربائية لجدار الثقب لا تتغير حسب الحاجة. يعمل مكيف الثقب على ضبط الخاصية الكهربائية للقاعدة العازلة على جدار الثقب، بحيث تمتص أيونات البلاديوم جيدًا ويمكن أن يغطي النحاس غير الكهربائي بالكامل. إذا كان تركيز مكيف الثقب غير متوازن أو انتهت صلاحيته، فلا يمكن أن يحدث طلاء الثقب.
ب) المنشط: تشمل المكونات الرئيسية للمنشط البلاديوم (Pd)، والأحماض العضوية، وأيونات الستانوس، والكلوريدات. لكي يترسب البلاديوم بشكل متساوٍ على جدار الثقب، يجب التحكم في العديد من المعلمات. بالنسبة لمثال المنشط لدينا
ط) حافظ على درجة الحرارة عند 35-44 درجة مئوية. إذا كانت درجة الحرارة منخفضة جدًا، تكون كثافة البلاديوم على جدار الثقب منخفضة ولا يغطي النحاس غير المكهرب بالكامل. إذا كانت درجة الحرارة مرتفعة جدًا، تسير التفاعلات بسرعة كبيرة وترتفع تكلفة المواد.
ب) حافظ على التركيز (مقاسًا باللون أو القوة) عند 80%-100%. إذا كان التركيز منخفضًا، تكون كثافة البلاديوم منخفضة ولا يغطي النحاس غير الكهربائي بالكامل. إذا كان التركيز مرتفعًا، يكون التفاعل سريعًا جدًا وترتفع تكلفة المواد.
ج) أثناء الإنتاج، حافظ على محلول المنشط. إذا كان ملوثًا بشدة، فإن البلاديوم على جدار الثقب لن يكون كثيفًا ولن يغطي النحاس غير الكهربائي اللاحق بالكامل.
ج) المُسرِّع: يحتوي المسرع بشكل أساسي على الأحماض العضوية. وتتمثل مهمته في إزالة مركبات الستانوس والكلوريد الممتز من جدار الثقب بحيث يكون البلاديوم المعدني الحفاز مكشوفًا للتفاعلات اللاحقة. بالنسبة للمسرع الخاص بنا، حافظ على التركيز الكيميائي عند 0.35-0.50 نيوتن. إذا كان التركيز مرتفعًا جدًا، فقد تتم إزالة البلاديوم بالكامل ولن يتم تغطية النحاس غير الكهربائي بالكامل لاحقًا. إذا كان التركيز منخفضًا جدًا، تكون إزالة الستانوس والكلوريد ضعيفة ولن يغطي النحاس غير المكهرب لاحقًا بالكامل.
د) إن التحكم في معلمات النحاس غير الكهربائي هو مفتاح التغطية الجيدة للثقب. باستخدام معلمات الحمام التي نستخدمها:
ط) حافظ على درجة الحرارة عند 25-32 درجة مئوية. إذا كانت درجة الحرارة منخفضة، يكون نشاط الحمام ضعيفًا ولا يحدث طلاء بالثقب. إذا تجاوزت درجة الحرارة 38 درجة مئوية، يكون التفاعل سريعًا جدًا، وتتحرر أيونات النحاس بسرعة كبيرة، وتظهر جزيئات النحاس على سطح اللوحة. يتسبب ذلك في إعادة العمل أو الخردة. في هذه الحالة، قم بتصفية حمام النحاس عديم الكهرباء على الفور، أو قد يُهدر الحمام.
ب) ضبط Cu2+ عند 1.5-3.0 جم/لتر. إذا كان Cu2+ منخفضًا، يكون نشاط الحمام ضعيفًا ويكون الطلاء بالثقب سيئًا. إذا تجاوز 3.5 جم/لتر، يكون التفاعل سريعًا جدًا وتتكون جزيئات النحاس على أسطح اللوحة وتتسبب في إعادة العمل أو الخردة. ثم قم بتصفية الحمام على الفور. يتم التحكم في Cu2+ بشكل أساسي عن طريق إضافة محلول النحاس A غير الكهربائي.
ج) ضبط هيدروكسيد الصوديوم عند 10.5-13.0 جم/لتر. إذا كان NaOH منخفضًا، يكون نشاط الحمام ضعيفًا ويكون الطلاء بالثقب سيئًا. يتم التحكم في هيدروكسيد الصوديوم بشكل أساسي عن طريق إضافة محلول النحاس B غير الكهربائي. يحتوي المحلول B على مثبت للحمام. عادةً ما يتم إضافة A وB بنسبة 1:1.
iv) ضبط الفورمالديهايد (HCHO) عند 4.0-8.0 جم/لتر. إذا كان HCHO منخفضًا، يكون نشاط الحمام ضعيفًا ويكون الطلاء بالثقب سيئًا. إذا تجاوزت HCHO 8.0 جم/لتر، يكون التفاعل سريعًا جدًا وتتكون جزيئات النحاس على سطح اللوحة وتتسبب في إعادة العمل أو الخردة. ثم قم بتصفية الحمام على الفور. يتم التحكم في HCHO بشكل أساسي عن طريق إضافة محلول النحاس غير الكهربائي C. لاحظ أن المحلول A يحتوي أيضًا على مكونات HCHO. لذلك عند إضافة A، احسب زيادة HCHO أولاً.
ت) حافظ على حمل الحمام عند 0.15-0.25 قدم مربع/لتر. إذا كان الحمل منخفضًا جدًا، يكون نشاط الحمام ضعيفًا ويكون الطلاء بالثقب سيئًا. إذا تجاوز الحمل 0.25 قدم مربع/لتر، يكون التفاعل سريعًا جدًا وتتكون جزيئات النحاس وتتسبب في إعادة العمل أو الخردة. ثم قم بتصفية الحمام على الفور. في الإنتاج، يجب أن يستخدم الخزان الأول لوح نحاسي لتنشيط الحمام. يساعد ذلك على تفاعل الألواح اللاحقة بشكل جيد. يضمن وجود نحاس كثيف غير مكهرب في الثقوب وتغطية أعلى.
اقتراح: للحفاظ على هذه المعلمات متوازنة ومستقرة، استخدم ماكينة تحديد الجرعات الأوتوماتيكية لإضافة المحاليل A وB إلى خزان النحاس غير المكهرب. يساعد ذلك على التحكم في المكونات الكيميائية بشكل أفضل. استخدم أيضًا التحكم الأوتوماتيكي في درجة الحرارة للحفاظ على استقرار درجة حرارة خط النحاس غير المكهرب.
يتسبب الغشاء المبلل أو الحبر المتبقي في الثقوب في عدم وجود تصفيح للثقوب:
أ) عند طباعة الشاشة الرطبة، اطبع لوحة واحدة ثم اكشط الشبكة. هذا يضمن عدم احتواء الشبكة على حبر متجمع. عادةً ما يمنع ذلك بقاء الغشاء الرطب داخل الثقوب.
ب) عند طباعة الرقاقة الرطبة، استخدم عدد الشبكات من 68-77T. إذا كنت تستخدم شبكة خاطئة، على سبيل المثال ≤51T، فقد يتسرب الفيلم الرطب إلى الثقوب. أثناء التحميض قد لا تكون الفتحة نظيفة. أثناء التصفيح لن تصفيح الفتحة المعدن ولن تحصل على تصفيح للفتحة. إذا كانت الشبكة عالية جدًا، فقد يكون الغشاء الرطب رقيقًا جدًا، وأثناء الطلاء يمكن أن تنكسر المقاومة بواسطة التيار. وهذا يؤدي إلى العديد من النقاط المعدنية أو حتى قصور بين الآثار.
يؤدي الحفر الجزئي المفرط (الإفراط في التخشين) إلى عدم وجود ثقب في الطلاء:
أ) إذا كانت اللوحة تستخدم نقشًا دقيقًا كيميائيًا كيميائيًا قبل ترقيع الخط، تحكم في درجة حرارة المحلول وتركيزه ووقته. خلاف ذلك، إذا كان النحاس في الثقوب المطلية رقيقًا، فقد يؤدي الحفر الدقيق إلى إذابة النحاس وعدم طلاء الثقب.
ب) لتحسين ترابط الطبقات، تستخدم معالجات ما قبل الطلاء النقش الدقيق الكيميائي. لذا تحكم في درجة حرارة النقش الدقيق وتركيزه ووقته جيدًا. وإلا فقد يتسبب ذلك أيضًا في عدم وجود ثقب في الطلاء.
لا يوجد طلاء ثقوب بسبب مشاكل الطلاء الكهربائي:
أ) عندما تكون نسبة العرض إلى الارتفاع (السُمك إلى القطر) كبيرة (≥5:1)، يمكن أن تتكون الفقاعات في الثقوب. وذلك لأن الاهتزاز لا يكفي لجعل الهواء يهرب. لا يمكن أن يحدث التبادل الأيوني بشكل جيد. ومن ثم لا يقوم الثقب بطلاء النحاس أو القصدير بشكل جيد ولا تحصل على تصفيح الثقب.
ب) عندما تكون نسبة العرض إلى الارتفاع كبيرة (≥5:1)، إذا لم يؤد التنظيف قبل الطلاء إلى إزالة الأكسدة على جدار الثقب، فستحصل أثناء الطلاء بالكهرباء على مقاومة للطلاء. لن يقوم الثقب بطلاء النحاس أو القصدير جيدًا، أو سيكون النحاس/القصدير المطلي رقيقًا جدًا. أثناء الحفر، يمكن إزالة النحاس الرقيق في الثقوب وعدم طلاء الثقب.
مثقاب الحفر يحرق الثقوب أو الغبار يسد الثقوب ويسبب عدم وجود ثقب تصفيح:
أ) إذا لم يتم ضبط عمر أداة الحفر بشكل صحيح أو كانت لقمة الحفر مهترئة جدًا (مع تقطيع أو غير حادة)، فإن الاحتكاك أثناء الحفر يحدث حرارة. يحترق جدار الثقب ولا يمكن تغطيته بالنحاس غير المكهرب، لذلك لا يحدث تصفيح للثقب.
ب) إذا كان استخلاص الغبار ضعيفًا أو لم يتم تحسين هندسة إزالة الغبار، يمكن أن يسد الغبار الثقوب أثناء الحفر. أثناء النحاس غير المكهرب، لا تحصل الثقوب المسدودة على النحاس ولا تحصل على طلاء الثقب.

