

















مقدمة
بدأت الأبحاث على تقنية BGA في الستينيات. واستخدمتها شركة IBM في الولايات المتحدة أولاً. ولكن تقنية BGA لم تصبح عملية إلا في أوائل التسعينات.
في الثمانينيات، أراد الناس في الثمانينيات دوائر إلكترونية أصغر حجمًا والمزيد من دبابيس الإدخال/الإخراج. تقنية التركيب على السطح (SMT) أعطى تجميع الدارات ميزات كونها خفيفة ورفيعة وقصيرة وصغيرة الحجم. كما جلبت SMT أيضًا متطلبات أعلى لطبقة المسامير والتوافق مع الأجزاء ذات الخيوط الكثيرة. ومع ذلك، نظرًا للقيود المفروضة على دقة التصنيع وقابلية التصنيع والتكلفة وعملية التجميع، كان يُنظر إلى حد درجة ميل أجزاء QFP (الحزمة المسطحة الرباعية) بشكل عام على أنه 0.3 مم. وقد قيد هذا الحد بشكل كبير تطوير التجميع عالي الكثافة. كما احتاجت أجزاء QFP ذات الملعب الدقيق إلى عمليات تجميع صارمة. وقد حد ذلك من استخدامها. ولهذا السبب، ركزت بعض الشركات الأمريكية على تطوير واستخدام أجزاء BGA. ورأت هذه الشركات أن BGA تتفوق على QFP لتلبية احتياجات الكثافة العالية.
ما هي BGA؟
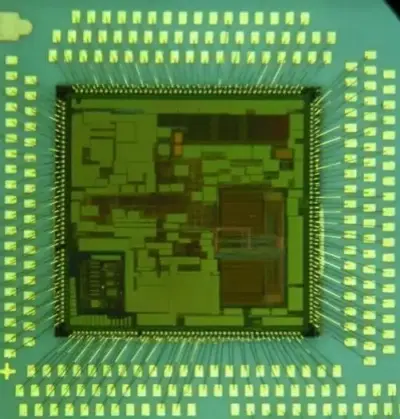
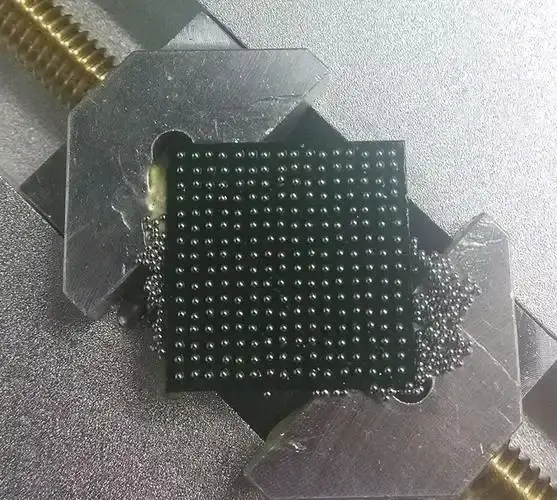
BGA تعني مصفوفة الشبكة الكروية. في هذه الحزمة، يتم تصنيع كرات اللحام في شبكة في الجزء السفلي من ركيزة الحزمة. تعمل هذه الكرات كتوصيلات الإدخال/الإخراج بين الجهاز ولوحة الدوائر المطبوعة (PCB). الأجزاء المعبأة بهذه الطريقة هي أجهزة مثبتة على السطح. استخدمت وحدات المعالجة المركزية القديمة حزم DIP، مثل بعض المتحكمات الدقيقة الأساسية جداً اليوم.
اليوم، مع النمو السريع لصناعة الإلكترونيات، أصبحت أجهزة الكمبيوتر والهواتف المحمولة شائعة في الوقت الحالي. يريد الناس المزيد من الوظائف والأداء الأقوى من المنتجات الإلكترونية، ولكنهم يريدون أيضًا حجمًا أصغر ووزنًا أقل. وهذا يدفع المنتجات نحو المزيد من الوظائف والأداء العالي والحجم الأصغر. لتحقيق هذا الهدف، يجب أن تصبح رقائق الدوائر المتكاملة أصغر حجمًا وأكثر تعقيدًا. ومن ثم يرتفع عدد الإدخال/الإخراج للدوائر وترتفع كثافة الإدخال/الإخراج للحزمة. ولتلبية هذا الاتجاه، تم إنشاء تقنيات تغليف متقدمة عالية الكثافة. تغليف BGA هو أحد هذه التقنيات.
ومن بين جميع أنواع العبوات الدائرية المتكاملة، شهدت BGA أسرع نمو بين عامي 1996 و2001. وفي عام 1999، بلغ إنتاج BGA حوالي مليار وحدة. وحتى الآن، لا تزال هذه التكنولوجيا حتى الآن مخصصة في الغالب للأجهزة عالية الكثافة وعالية الأداء. وتستمر في الانتقال إلى درجة أدق وأعداد إدخال/إخراج أعلى. ويستخدم تغليف BGA بشكل أساسي لشرائح الحواسيب الشخصية والمعالجات الدقيقة/والمتحكمات الدقيقة وأجهزة ASIC وصفائف البوابات والذاكرة وأجهزة DSPs وأجهزة المساعد الرقمي الشخصي PDA وأجهزة PLD والأجهزة المماثلة.
أنواع BGA حسب مادة العبوة
اعتمادًا على مادة العبوة، تتضمن أجهزة BGA بشكل أساسي ما يلي:
PBGA (BGA بلاستيك BGA)
CBGA (سيراميك BGA)
CCBGA (عمود سيراميك BGA)
TBGA (شريط BGA)
CSP (حزمة مقياس الرقاقة أو μBGA)
PBGA - مصفوفة الشبكة الكروية البلاستيكية
تستخدم PBGA راتنج BT / صفائح زجاجية كطبقة سفلية. يتم إحكام غلق العبوة بالبلاستيك (مركب صب الإيبوكسي). يمكن أن تكون كرات اللحام من سبائك الرصاص (على سبيل المثال 63Sn37Pb، 62Sn36Pb2Ag) أو سبائك خالية من الرصاص (على سبيل المثال Sn96.5Ag3Cu0.5). يتم ربط كرات اللحام وجسم العبوة دون إضافة لحام إضافي.
تحتوي بعض حزم PBGA على تجويف. وتأتي في إصدارات “تجويف لأعلى” و“تجويف لأسفل”. تعمل حزم PBGA ذات التجويف على تحسين تبديد الحرارة وتسمى BGA المحسنة حرارياً، أو EBGA. يسميها البعض أيضاً CPBGA (تجويف بلاستيكي BGA).
مزايا PBGA:
تطابق حراري جيد مع ثنائي الفينيل متعدد الكلور. يحتوي راتنج BT/الصفائح الزجاجية في PBGA على معامل تمدد حراري (CTE) يبلغ حوالي 14 جزء في المليون/درجة مئوية. تحتوي العديد من مركبات ثنائي الفينيل متعدد الكلور على معامل تمدد حراري يبلغ حوالي 17 جزء في المليون/درجة مئوية. القيمتان متقاربتان. لذا فإن المطابقة الحرارية جيدة.
أثناء إعادة اللحام بإعادة التدفق، تستخدم PBGA تأثير المحاذاة الذاتية لكرات اللحام. ويساعد التوتر السطحي للحام المنصهر على محاذاة الكرات مع الوسادات.
منخفضة التكلفة.
أداء كهربائي جيد.
عيوب PBGA:
حساسة للرطوبة. غير مناسب للأجهزة التي تحتاج إلى إحكام الإغلاق أو الموثوقية العالية جداً.
CBGA - مصفوفة الشبكة الكروية الخزفية
تتمتع CBGA بأطول تاريخ بين عائلات BGA. ركيزتها من السيراميك متعدد الطبقات. يتم إغلاق الغطاء المعدني بالركيزة باستخدام لحام مانع للتسرب لحماية القالب والروابط السلكية والوسادات. مادة كرات اللحام الخاصة بالعبوة عبارة عن سبيكة ذات درجة حرارة عالية مصنفة على أنها 10Sn90Pb في النص المصدر. تستخدم الوصلة بين الكرات وجسم العبوة سبيكة ذات درجة حرارة منخفضة مثل 63Sn37Pb.
مزايا CBGA:
إحكام جيد ومقاومة عالية للرطوبة. وهذا يعطي موثوقية عالية على المدى الطويل.
عزل كهربائي أفضل من PBGA.
كثافة حزمة أعلى من PBGA.
تبديد الحرارة أفضل من PBGA.
عيوب CBGA:
يختلف CTE لركيزة السيراميك وثنائي الفينيل متعدد الكلور كثيرًا. عدم التطابق الحراري ضعيف. إجهاد وصلة اللحام هو وضع الفشل الرئيسي.
تكلفة أعلى من تكلفة PBGA.
تصبح محاذاة كرة اللحام بالقرب من حافة العبوة أصعب.
TBGA - مصفوفة الشبكة الكروية الشريطية
TBGA عبارة عن حزمة ذات تجويف. هناك طريقتان لتوصيل القالب بالركيزة في TBGA: الربط باللحام على الرقاقة القلابة والربط السلكي. في الرقاقة القلابة، يتم ربط القالب على شريط مرن متعدد الطبقات من الأسلاك. يتم وضع كرات لحام المصفوفة الطرفية، التي تعمل كمحطات إدخال/إخراج للدائرة تحت الشريط المرن. يعمل غطاء سميك مانع للتسرب كبالوعة حرارية وتقوية في نفس الوقت. وهذا يجعل كرات اللحام تحت الركيزة المرنة أكثر استواءً. يتم ربط القالب بموزع حرارة نحاسي نحاسي في التجويف. يتم توصيل وسادات القالب ووسادات الشريط المرن بواسطة أسلاك ربط. يقوم مانع التسرب بتغليف القالب والأسلاك ووسادات الشريط المرن (عن طريق الإناء أو الطلاء).
مزايا TBGA:
يتطابق الشريط المرن في العبوة بشكل أفضل مع التمدد الحراري لثنائي الفينيل متعدد الكلور.
يمكن أن يستخدم لحام إعادة التدفق تأثير المحاذاة الذاتية للحام. يساعد الشد السطحي للكرات المنصهرة على محاذاة الكرات مع الوسادات.
TBGA هي حزمة BGA الأكثر اقتصادية.
تبديد الحرارة أفضل من PBGA.
عيوب TBGA:
حساس للرطوبة.
يمكن أن تقلل طبقات المواد المتعددة في العبوة من الموثوقية.
أنواع أخرى من BGA
تشمل أشكال الحزمة الأخرى ما يلي:
MCM-PBGA (وحدة متعددة الرقائق PBGA)
μBGA (BGA متناهية الصغر)، حزمة بمقياس رقاقة
SBGA (مصفوفة الشبكة الكروية المكدسة)
etBGA (BGA الرقيقة جدًا) حيث يبلغ ارتفاع الحزمة حوالي 0.5 مم، بالقرب من سُمك الرقاقة
CTBGA، CVBGA (مصفوفة الرقاقة الرقيقة والرقيقة جدًا BGA) - BGAs الرقيقة والرقيقة جدًا BGAs
إعادة العمل القياسية
مبدأ أنظمة إعادة العمل القياسية SMD:
وهي تستخدم الهواء الساخن لتركيز الحرارة على دبابيس ووسادات الأجهزة المثبتة على السطح (SMD). يؤدي ذلك إلى إذابة وصلات اللحام أو إعادة تدفق معجون اللحام بحيث يمكن إزالة الأجزاء أو لحامها. تختلف أنظمة إعادة العمل لدى البائعين المختلفين بشكل أساسي حسب مصدر الحرارة ونمط تدفق الهواء الساخن. تنفخ بعض الفوهات الهواء الساخن فوق SMD. من وجهة نظر حماية الجهاز، من الأفضل أن يدور تدفق الهواء حول ثنائي الفينيل متعدد الكلور. لمنع اعوجاج ثنائي الفينيل متعدد الكلور، اختر نظام إعادة العمل الذي يمكنه تسخين ثنائي الفينيل متعدد الكلور مسبقًا.
إعادة صياغة BGA
يلخص هذا القسم خطوات إعادة صياغة BGA باستخدام نظام HT996 كمثال.
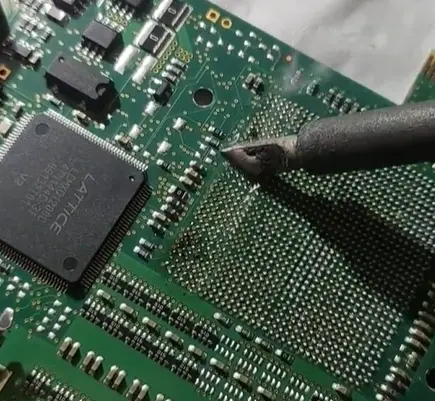
إزالة BGA
قم بتنظيف وتسوية اللحام المتبقي على وسادات ثنائي الفينيل متعدد الكلور باستخدام مكواة لحام. استخدم ضفيرة إزالة اللحام وطرف مكواة لحام بشفرة مسطحة حسب الحاجة. عند التنظيف، احرص على عدم إتلاف الوسادات أو قناع اللحام.
استخدم منظف خاص لإزالة بقايا التدفق.
الجفاف (الخَبْز)
أجزاء PBGA حساسة للرطوبة. قبل التجميع، تحقق مما إذا كان الجزء قد امتص الرطوبة. إذا كانت رطبة، قم بإجراء خطوة خبز لإزالة الرطوبة.
طباعة معجون اللحام
نظرًا لأن المكونات الأخرى موجودة بالفعل على اللوحة، استخدم استنسل BGA صغير خاص. يعتمد سُمك الاستنسل وحجم الفتحة على قطر الكرة ودرجة الطول. بعد الطباعة، افحص جودة الطباعة. إذا لم تكن جيدة، نظف ثنائي الفينيل متعدد الكلور وجففه، ثم أعد الطباعة. بالنسبة للملوثات العضوية الثابتة مع درجة أقل من 0.4 مم، يمكن تخطي طباعة معجون اللحام. في هذه الحالة، ضع معجون التدفق مباشرة على وسادات ثنائي الفينيل متعدد الكلور.
ضع ثنائي الفينيل متعدد الكلور في فرن إعادة التدفق لإزالة الجزء. قم بتشغيل برنامج إعادة التدفق. عند ذروة درجة الحرارة، استخدم لاقط التفريغ لإزالة المكوّن. دع ثنائي الفينيل متعدد الكلور يبرد.
تنظيف الوسادة
استخدم مكواة لحام وضفيرة إزالة اللحام لتنظيف وتسوية بقايا اللحام على وسادات ثنائي الفينيل متعدد الكلور. احرص على عدم إتلاف الوسادات أو قناع اللحام.
الجفاف (مرة أخرى)
نظرًا لأن PBGA حساسة للرطوبة، افحص أي أجزاء رطبة واخبزها قبل التجميع.
طباعة معجون اللحام (مرة أخرى)
كما في السابق، استخدم استنسل صغير خاص ب BGA. يجب أن يتطابق سُمك الاستنسل وفتحة العدسة مع حجم الكرة ودرجة ميلها. بعد الطباعة، تحقق من جودة الطباعة. إذا لم تكن مقبولة، قم بتنظيف وتجفيف ثنائي الفينيل متعدد الكلور وإعادة الطباعة. بالنسبة إلى CSP مع درجة ميل أقل من 0.4 مم، يمكنك تخطي الطباعة وتطبيق معجون التدفق على الوسادات.
وضع BGA
إذا كانت BGA جديدة، تحقق من محتواها من الرطوبة. إذا كانت رطبة، اخبزها قبل وضعها.
بشكل عام، يمكن إعادة استخدام أجزاء BGA التي تمت إزالتها. ولكن يجب إعادة تركيبها أولاً. خطوات وضع BGA:
A. ضع لوحة PCB مع عجينة اللحام المطبوعة على طاولة العمل.
B. اختر فوهة مناسبة وقم بتشغيل مضخة التفريغ. اختر BGA مع الفوهة، وقم بمحاذاة الجزء السفلي من BGA مع وسادات ثنائي الفينيل متعدد الكلور، ثم اخفض الفوهة وضع BGA على ثنائي الفينيل متعدد الكلور، ثم أوقف تشغيل التفريغ.
إعادة تدفق اللحام
اضبط ملف تعريف إعادة التدفق وفقًا لحجم الجهاز وسُمك ثنائي الفينيل متعدد الكلور. تكون درجات حرارة إعادة إنحناء BGA أعلى بشكل عام بحوالي 15 درجة مئوية أعلى من الأجزاء التقليدية SMD.
الفحص
يتم فحص جودة وصلة لحام BGA عادةً باستخدام معدات الأشعة السينية أو الموجات فوق الصوتية. إذا لم تكن لديك هذه الأدوات، استخدم الاختبارات الوظيفية أو الفحوصات البصرية ذات الخبرة.
امسك لوحة PCB النهائية في مواجهة الضوء وتحقق من حواف BGA. انظر إلى ما إذا كان الضوء يمر من خلالها، وما إذا كانت الفجوة بين BGA وثنائي الفينيل متعدد الكلور متساوية حول الجوانب، وما إذا كان معجون اللحام ذائبًا بالكامل، وما إذا كان شكل كرات اللحام منتظمًا، ومقدار انهيار الكرة.

إذا لم تكن الوصلة غير شفافة، فقد يكون هناك تجسير أو كرات لحام بين اللبادات.
إذا كان شكل الكرة غير منتظم أو منحرف، فقد تكون درجة الحرارة منخفضة للغاية. يمكن أن يمنع اللحام غير الكامل تأثير المحاذاة الذاتية أثناء إعادة التدفق.
يعتمد مستوى انهيار الكرات على درجة حرارة إعادة التدفق وكمية العجينة وحجم اللوحة. مع التصميم الصحيح للوسادة، يكون الانهيار الطبيعي بعد إعادة التدفق حوالي 1/5 إلى 1/3 من ارتفاع الكرة قبل إعادة التدفق. إذا كان الانهيار كبيرًا جدًا، تكون درجة الحرارة مرتفعة جدًا ويمكن أن يحدث تجسير.
إذا لم تكن الفجوة بين حواف BGA وثنائي الفينيل متعدد الكلور غير منتظمة، فإن درجة الحرارة حول العبوة لم تكن متساوية.
عملية إعادة التثبيت (ربط كرات اللحام)
قم بإزالة اللحام المتبقي على وسادات BGA السفلية ونظفها.
استخدم مكواة لحام لإزالة بقايا اللحام على وسادات ثنائي الفينيل متعدد الكلور. استخدم ضفيرة إزالة اللحام وطرف مكواة لحام مسطحة. احرص على عدم إتلاف الوسادات أو قناع اللحام.
استخدم منظف خاص لإزالة بقايا التدفق.
طباعة التدفق على الوسادات السفلية من BGA
غالبًا ما تستخدم التدفق عالي اللزوجة لخصائصه التي تساعد على الالتصاق واللحام. تأكد أن أنماط التدفق المطبوعة واضحة ولا تنتشر. في بعض الأحيان يتم استخدام معجون اللحام بدلاً من التدفق. إذا تم استخدام المعجون، يجب أن تتطابق التركيبة المعدنية في المعجون مع معدن كرة اللحام.

للطباعة، استخدم استنسل BGA صغير خاص BGA للطباعة. يجب أن يتطابق سُمك الاستنسل وفتحة العدسة مع قطر الكرة ودرجة ميلها. بعد الطباعة، تحقق من جودة الطباعة. إذا لم تكن جيدة، نظفها وأعد طباعتها.
اختر كرات اللحام
عند اختيار كرات اللحام، ضع في اعتبارك مادة الكرة وقطرها. عادةً ما تستخدم كرات لحام PBGA عادةً 63Sn/37Pb، وهي نفس السبيكة المستخدمة في لحام إعادة التدفق. لذا اختر كرات بنفس سبيكة كرات الجهاز.
اختيار حجم الكرة مهم. إذا كنت تستخدم تدفق عالي اللزوجة، اختر كرات بنفس قطر كرات الجهاز. إذا كنت تستخدم معجون لحام، فاختر كرات أصغر قليلاً من كرات الجهاز.
مرفق الكرة
هناك عدة طرق لربط الكرات:
أ) طريقة الماكينة الكروية
إذا كان لديك ماكينة كرات، اختر قالبًا يطابق تخطيط لوحة BGA. يجب أن تكون فتحة القالب أكبر من قطر الكرة بمقدار 0.05-0.1 مم. انثر الكرات بالتساوي على القالب. قم بهز ماكينة الكرات بحيث تتدحرج الكرات الإضافية في صينية التجميع، مع ترك كرة واحدة بالضبط في كل فتحة.
ضع القالب على طاولة العمل. التقط التدفق المطبوع أو BGA المغلف بالعجينة أو المعجون المغلف BGA باستخدام فوهة تفريغ الهواء. قم بمحاذاة BGA وخفضها على الكرات الموجودة في القالب بحيث يحمل المعجون أو التدفق الكرات على وسادات الجهاز. استخدم الملقط لتثبيت إطار الجهاز وإيقاف التفريغ. ضع الجهاز على جانب الكرة لأعلى على المنضدة. افحص الكرات المفقودة وأضفها بالملقاط إذا لزم الأمر.
ب) طريقة القالب
ضع BGA المغطاة بالتدفق أو المعجون على المنضدة، بحيث يكون التدفق متجهًا لأعلى. قم بإعداد قالب يطابق تخطيط لوحة BGA. يجب أن تكون فتحة القالب أكبر من قطر الكرة بمقدار 0.05-0.1 مم. ادعم القالب حول الحواف على الرفادات بحيث تكون المسافة إلى BGA مساوية لقطر الكرة أو أقل قليلاً من قطر الكرة. قم بالمحاذاة تحت المجهر. انثر الكرات بالتساوي على القالب. قم بإزالة الكرات الزائدة بالملاقط بحيث تبقى كرة واحدة في كل ثقب. أزِل القالب وتحقق من القالب، مع تعويض أي كرات مفقودة.
C) التنسيب اليدوي
ضع BGA المغلفة بالتدفق أو المعجون على المنضدة. استخدم الملقط أو قلم الالتقاط كما هو الحال مع وضع SMD العادي لوضع الكرات واحدة تلو الأخرى.
د) طريقة طباعة معجون اللحام
اجعل الاستنسل أكثر سماكة وكبّر الفتحة قليلاً. اطبع معجون اللحام مباشرة على وسادات BGA. سيشكل التوتر السطحي كرات لحام بعد إعادة التدفق.
إعادة التدفق
قم بإعادة التدفق لتثبيت كرات اللحام بالجهاز.
التنظيف والمناولة بعد اللحام
بعد إعادة الكرات، قم بتنظيف جهاز BGA جيدًا. ثم قم بتجميعها ولحامها في أسرع وقت ممكن. هذا يمنع كرات اللحام من التأكسد ويمنع الجهاز من امتصاص الرطوبة.
الملخص
مع التقدم المستمر في التكنولوجيا، ترتبط الحياة العصرية ارتباطًا وثيقًا بالإلكترونيات. فالهواتف المحمولة الصغيرة، وأجهزة الراديو الصغيرة، وأجهزة الكمبيوتر المحمولة، والذاكرة، والأقراص الصلبة، ومحركات الأقراص المدمجة، وأجهزة التلفاز عالية الوضوح، كلها تتطلب التصغير وخفة الوزن. وللوصول إلى ذلك، يجب العمل على عمليات الإنتاج والمكونات.
وتماشت تقنية SMT (تقنية التركيب السطحي) مع هذا الاتجاه ووضعت الأساس للمنتجات الإلكترونية الخفيفة والرفيعة والقصيرة والصغيرة الحجم. ومنذ نضوج SMT في تسعينيات القرن الماضي، دفعت اتجاهات المنتجات الإلكترونية نحو قابلية النقل والتصغير والربط الشبكي والوسائط المتعددة بتكنولوجيا التجميع إلى مزيد من التقدم. ظهرت طرق تجميع جديدة عالية الكثافة. BGA هي إحدى طرق التجميع عالية الكثافة التي وصلت إلى الاستخدام العملي. قدمت هذه المقالة ميزات تجميع BGA ومراقبة جودة وصلة اللحام.