
















ذهبنا إلى أحد متاجر ثنائي الفينيل متعدد الكلور وسألناهم “هل يمكنك التحكم في مقاومة التتبع في حدود 10%؟” سيجيبونك بثقة تامة “لا مشكلة!” إذا ضغطت قليلاً وطلبت 8%، قد يفكرون للحظة ثم يقولون “حسنًا (للطبقات الداخلية)!” إذا سألت بعد ذلك “هل يمكن التحكم في طريق إلى 10%؟” قد ينقلب قارب الصداقة الصغير!
السؤال الأساسي الآثار مقابل تحمل المعاوقة فياس
تربط كل من الآثار والوصلات رقائق جهاز الإرسال والاستقبال. إذن لماذا يمكن التحكم في الآثار في 10% بينما لا يمكن التحكم في الشرائح؟ نعلم أنه ليس من السهل التحكم في الآثار أيضًا. تشمل العوامل التي تؤثر على مقاومة الأثر عامل الحفر وإزاحة الطبقة وخشونة السطح. بالنسبة لخطوط الشريط الدقيق، فإن قناع اللحام وسمك النحاس مهمان أيضًا. ومع ذلك، يمكن للعديد من متاجر اللوحات الرئيسية ضمان تحمل مقاومة 10% أو حتى 8% للآثار. بالنسبة للأبواب، مما أعرفه عن متاجر الألواح، لا يعد أي منها بالتحكم في المعاوقة في حدود 10%. وهذا يعني أن هناك العديد من العوامل بالنسبة للممرات التي لا تستطيع متاجر الألواح التحكم فيها، لذا لا يمكنها ضمان ذلك.
ما الذي تغطيه هذه المقالة
في هذه المقالة، أعرض أولاً عمليتي عبر: الحفر والتعبئة عبر. يعرف الكثير من الناس أن الحفر مهم، ولكن إلى أي مدى يؤثر تحمل الحفر على الأداء عبر الوصلة؟ بالنسبة للحشو، يعتقد الكثيرون أن ملء الممر بالراتنج أو قناع اللحام سيغير أداء الممر. نختبر هذه التأثيرات بالمحاكاة.
1. عملية الحفر وأثرها على الأداء عبر قناة فيا
أولاً، الحفر. كثيرًا ما نسمع اسمين: حجم الحفر وحجم الثقب النهائي. إذا صممنا ثقبًا بحجم 8 مل في ملف ثنائي الفينيل متعدد الكلور، فهل تعتقد أن المصنع سيستخدم ثقبًا بحجم 8 مل؟ بالطبع لا. يجب أن يربط الثقب آثارًا على طبقات مختلفة. يجب طلاء الثقب بحيث يمر النحاس عمودياً عبر الثقب. هذا نحاس مطلي من خلال النحاس. ووفقًا لمعيار IPC، فإن سمك النحاس المطلي من خلال النحاس له متطلبات محددة، حوالي 18 ميكرومتر إلى 20 ميكرومتر. لذا تضمن المصانع أن يكون الثقب 8 مل بعد الطلاء. هذا الحجم النهائي هو الثقب النهائي. وهذا يعني أن حجم الثقب الأصلي يجب أن يكون أكبر من 8 مل. كم أكبر من ذلك؟ 10 مل؟ 12 مل؟ فرق الحجم هذا له تأثير كبير على الأداء عبر الأداء.
وفقًا لقواعد التفاوت المسموح به في الحفر في المصنع، سيستخدم ثقب نهائي 0.2 مم (8 مل) لقمة حفر 0.25 مم (10 مل) على الأقل. إذا لم تحدد تحكمًا أكثر إحكامًا، فقد يستخدم المصنع لقمة ثقب 0.3 مم (12 مل). يعلم الجميع أن المثقاب الأكبر يجعل المعاوقة أقل. ولكن إلى أي مدى أقل بكثير؟ يمكن أن تظهر لك نتائج المحاكاة لدينا.
تُظهر المحاكاة أن المعاوقة من 0.2 مم إلى 0.3 مم لها فرق معاوقة يزيد عن 5 أوم.
إذا نظرنا إلى الخسائر الناجمة عن طريق، يمكننا أن نرى أيضًا اختلافات واضحة.
بالنسبة لعملية الحفر عبر طريق واحد هذه، يمكن أن يتسبب تفاوت التشغيل الآلي وحده في تأرجح أكثر من 10%.
2. عن طريق التعبئة: المحاكاة والنتائج
الآن عن التعبئة عبر. سألني العديد من الأصدقاء عما إذا كان الملء عبر يؤثر على الأداء عبر. ظللت أقول لهم “لا تأثير! لا تأثير!” لقد صدقوني، ولكن كانت لا تزال لديهم بعض الشكوك. لذا أجريت عمليات محاكاة للتحقق من ذلك.
تُظهر الصورة أدناه نماذج الفتحات غير المملوءة والمملوءة. اللون الأحمر يعني الراتنج أو قناع اللحام الذي يملأ الممر.
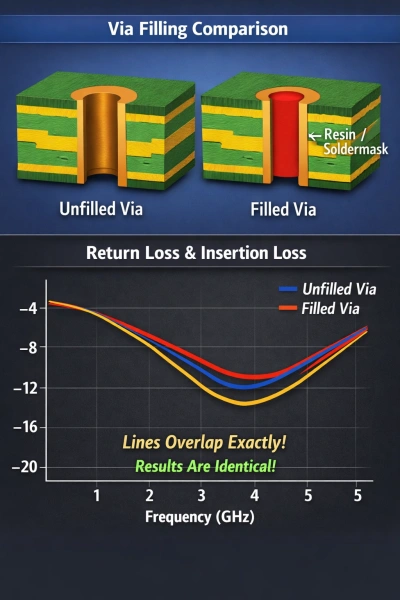
قارنا فقدان الإرجاع وفقدان الإدراج للحالتين. لماذا يوجد خط واحد فقط؟ لأن الخطوط متداخلة. لماذا يتداخلان؟ لأنه لا يوجد تأثير. النتائج هي نفسها.
السبب النظري: لماذا لا يهم الملء
أي شخص لديه بعض نظريات السرعة العالية يعرف أنه عند السرعة العالية تظهر الإشارة تأثير الجلد. تتدفق الإشارة بالقرب من الجدار الخارجي للقناة. لذا بغض النظر عن العازل الكهربائي الموجود داخل الوريد، فإن المجال الكهرومغناطيسي بين الإشارة والمرجع لا يلتف إلى الداخل. إذا لم يكن هناك مجال بالداخل، فلن يكون للمادة الموجودة داخل الوصلة أي تأثير.

