

















ENIG je skraćenica za elektroless nikl immersion gold. Ljudi ga također nazivaju kemijsko nikl immersion gold. To je površinska obrada koja se koristi na tiskanim pločicama (PCB). Ljudi ga često skraćuju na ENIG ili ga nazivaju kemijskom zlatnom pločom. Danas mnogi PCBA Platne unutar mobilnih telefona koriste ENIG. Neki BGA Također i matične ploče koriste ENIG.
U poređenju s elektro-galvanskim nikl-zlatom, ENIG ne zahtijeva struju na ploči tokom procesa pozlativanja. Također nije potrebno provući žicu do svakog kontakta za nanošenje nikla i zlata. Budući da je proces jednostavniji, proizvođači mogu brzo proizvesti mnogo ploča. Rezultat je veći učinak i niži troškovi.
Proizvodni tok ENIG-a
Evo dvije uobičajene proizvodne sekvence. Prva je normalni ENIG tok. Druga je tok debelog zlata za padove kojima je potrebno više zlata.
Tipičan tok ENIG procesa:
Horizontalno predčišćenje → Učitavanje ploča → Odmašćivanje (uklanjanje ulja) → Isprati vodom (x2) → Mikro-zracenje → Isprati vodom (x2) → Kiselinsko čišćenje → Isprati čistom vodom (x2) → Pred-umakanje → Aktivacija → Isprati čistom vodom (x3) → Hemijsko taloženje nikla (Ni/P) → Isprati čistom vodom (x2) → Uronjeno zlato → Oporavak → Isprati čistom vodom (x2) → Isprazniti → Pranje ploča → Inspekcija ploča
Debeli zlatni tok:
Horizontalno predčišćenje → Učitavanje ploča → Odmašćivanje → Isprati vodom (x2) → Mikro-zracenje → Isprati vodom (x2) → Kiselinsko čišćenje → Isprati čistom vodom (x2) → Pred-umakanje → Aktivacija → Isprati čistom vodom (x3) → Hemijsko taloženje nikla (Ni/P) → Isprati čistom vodom (x2) → Pripremno umakanje za zlato → Debelo taloženje zlata → Obnova → Isprati čistom vodom (x2) → Isprazniti → Pranje ploča → Inspekcija ploča
Objašnjenja ključnih koraka — jednostavna
Predtretman: Cilj je četkati ili pjeskiti bakar kako bi se uklonio oksid. Ovo također hrapi površinu bakra. Hrapavljenje pomaže da se nikl i zlato kasnije bolje prilepe.
Micro-etch: Koristite natrijev persulfat ili sumpornu kiselinu za uklanjanje oksida sa bakra. Micro-etch također smanjuje duboke ogrebotine uzrokovane brušenjem. Duboki tragovi brušenja kasnije mogu pomoći zlatu u kupki da napadne nikl.
Aktivacija: Bakar sam po sebi ne može pokrenuti hemijsko taloženje nikla. Zato prvo na bakar nanesemo tanak sloj paladija (Pd). Paladij djeluje kao katalizator za taloženje nikla. Hemija se zasniva na činjenici da je bakar aktivniji od paladija. Joni paladija se reduciraju u metalni paladij i prianjaju na površinu bakra.
Hemijski nikl (Ni/P): Ovo je nikl-fosforni sloj. Njegova glavna funkcija je da zaustavi migraciju i difuziju između bakra i zlata. Također reaguje sa kalajem tokom lemljenja kako bi formirao intermetalna jedinjenja (IMC). Drugim riječima, nikl sloj sprječava prodiranje bakra u lem i pomaže pri vezivanju lema.
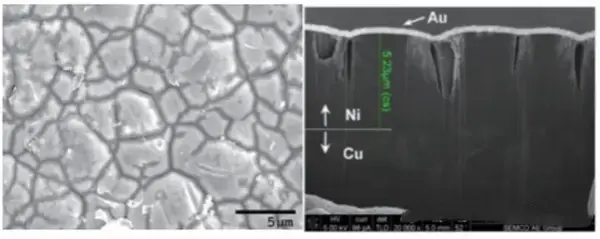
Uronjeno zlato: Zlato štiti nikl od oksidacije. Zlato ne reaguje u hemiji lemljenja. Previše zlata može smanjiti čvrstoću lemnog spoja. Zlatni sloj treba samo dovoljno dobro prekriti nikl da spriječi oksidaciju. Ako radite Chip On Board (COB) žičano povezivanje, potreban vam je deblji sloj zlata. Za većinu površinskih kontakata uobičajen je tanak sloj od oko 0,05 µm (2 µ”) ili tanji. Ovaj tanak sloj je lako kontrolirati i smanjuje troškove u usporedbi s elektroprekapnim nikl-zlatom.
Zašto je ENIG zlato tanko i rizik
Budući da je ENIG zlato vrlo tanko, ono štiti samo nikl od zraka i korozije. Ako zlata nema dovoljno, nikl će doći u kontakt sa zrakom i korodirati. Ili zlato može biti prekomjerno izgrizeno u kiseloj kupki za zlato. U oba slučaja može doći do pojave “crnog nikla” ili “crne padice”. Zlatni sloj može golim okom i dalje izgledati sjajno. Stoga vizuelna provjera nije pouzdana. Vrlo je važno provjeriti kvalitetu ENIG PCB-a prije sklapanja.
Crni nikl — kako nastaje i zašto je loš
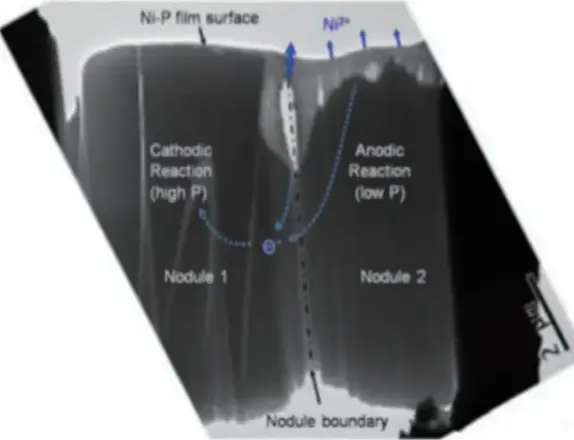
Kvalitet nikl-sloja ovisi o formuli nikl-kupe i kontroli temperature tijekom kemijskog taloženja. Korak uranjanja u zlato također utječe na rezultat. Kemijski proces nikliranja koristi hipofosfit (natrijev hipofosfit) i nikl-soli u samokataliziranoj reakciji. Taložak sadrži određenu količinu fosfora (P). Istraživanja pokazuju da normalan sadržaj fosfora u niklnom presvučenju treba biti oko 71 ppm do 101 ppm. Ako se kupka ne održava dobro ili kontrola temperature zakaže, sadržaj fosfora će biti izvan ovog raspona.
Ako je fosfor prenizak, sloj nikla lako podliježe koroziji. Ta korozija često počinje kada kiselo zlatno kupeljsko sredstvo napada nikl. Ako je fosfor previsok, talog postaje tvrd. To smanjuje sposobnost lemljenja i također šteti formiranju pouzdanih lemnih spojeva.
Ako depozit nikla ima nisku količinu fosfora i korak uranjanja u zlato nije dobro izveden, sloj zlata može se mnogo napuknuti. Tokom kasnijeg čišćenja kiselinsku zlatnu kupku može biti teško ukloniti. Izloženi nikl će se brže korozirati na zraku. To dovodi do crnog nikla, također nazvanog crni pad. Crni pad uzrokuje loše lemne spojeve.
Kada se formira crni nikl, zlatni sloj na površini ploče može i dalje izgledati sjajno i zlatno. Zato ljudi mogu pomisliti da je pad u redu. Tokom lemljenja na visokoj temperaturi, zlatni sloj se brzo otapa u pastu za lemljenje. Korodirani nikl ne može reagovati s rastopljenim lemom kako bi stvorio intermetalni spoj (IMC). To smanjuje pouzdanost lemljenog spoja. Spojevi se potom lako pucaju pod malim vanjskim silama.
Sloj bogat fosforom — formiranje i šteta
U ENIG-u, metal koji se legira sa kalajem je nikl. Tipično intermetalno jedinjenje (IMC) je Ni3Sn4. Fosfor u niklu se ne vezuje za metalno jedinjenje. Ali fosfor je prisutan u niklnom talogu i ravnomjerno je raspoređen. Kada nikl reaguje i formira IMC, preostali fosfor se nakuplja. Koncentriše se na ivici IMC-a i formira sloj bogat fosforom.
Ako je sloj bogat fosforom previše debeo, njegova čvrstoća je niska. Kada je lemni spoj pod opterećenjem, najslabija tačka puca prva. Često je sloj bogat fosforom ta tačka slabosti. Zatim opada pouzdanost lemnog spoja.
Ovo je još gore u visokotemperaturnim olovno-slobodnim procesima. Ako je kontrola procesa loša, IMC postaje deblji. Više IMC znači više preostalog fosfora. Tako sloj bogat fosforom raste. Rezultat je veći rizik od otkaza lemnog spoja. Sloj bogat fosforom može se vidjeti kao tamna traka između IMC-a i nikla. Energetska disperzivna rendgenska spektroskopija (EDS) pokazuje da ova traka ima vrlo visok sadržaj fosfora. Mnogi slučajevi otkaza pokazuju da sloj bogat fosforom uzrokuje pucanje spoja.
Kako spriječiti sloj crnog nikla i fosfora
I slojevi crnog nikla i slojevi bogati fosforom su skriveni nedostaci. Uobičajeni vizuelni pregledi ih mogu propustiti. Ali ako znamo njihove uzroke, možemo primijeniti odgovarajuće kontrole kako bismo ih spriječili.
Za crni nikal:
Održavajte kupku za nikliranje i održavajte temperaturu stabilnom. To pomaže da omjer nikla i fosfora ostane u pravom rasponu.
Održavajte kiselu zlatnu kupku. Ako je zlatna kupka previše korozivna, pravovremeno je prilagodite.
Dobro kontrolirajte predtretman. Izbjegavajte duboke linije četke. Dobro uklonite ostatke.
Kontrolira aktivaciju i ispiranja kako bi sjeme paladija bilo ravnomjerno i kako bi se nikl dobro taložio.
Kontrolirajte vrijeme uranjanja zlata kako se zlato ne bi napuklo.
Za korisnike i kupce, provjerite kvalitetu ENIG-a prije sklapanja. Postoji nekoliko metoda:
Koristite skenirajući elektronski mikroskop (SEM) za pregled površine kontakta. Provjerite ima li zlato pukotine. Koristite EDS za mjerenje udjela fosfora u niklu. To pruža jasan mikroskopski prikaz.
Ručni test lemljenja. Ručno zalemite tipične kontakte, zatim izmjerite vlačnu ili smičnu čvrstoću spoja. Ako je vlačna čvrstoća znatno niža od uobičajene, može biti prisutan crni nikl. Ovaj test je jednostavan i brz.
Test korozije kiselim plinom. Izložite ENIG uzorke kiselom plinu. Ako se pojavi prašak ili se površina oboji, to znači da zlatni sloj ima pukotine. To ukazuje na vjerojatan crni nikl.
Od ovih je druga metoda najpraktičnija i najbrža. Jednostavna je za izvođenje. Pomoću ovih provjera možete otkriti probleme prije sklapanja. To smanjuje broj ploča koje kasnije otkažu i smanjuje gubitke.
Kontrola sloja bogatog fosforom
Da biste smanjili sloj bogat fosforom, održavajte omjer nikla i fosfora u depozitu u odgovarajućem rasponu. Također kontrolirajte proces lemljenja. Kontrolirajte vrijeme i temperaturu lemljenja. Nastojte da debljina IMC-a bude u najboljem rasponu od oko 1–2 mikrona (µm). Ako IMC postane previše debeo, više fosfora će se koncentrirati. To pogoršava sloj bogat fosforom.
Ukratko, dobro održavanje kupke, kontrola temperature i precizni profili lemljenja su ključni. Ovi koraci održavaju IMC tanak i sloj bogat fosforom malim. Time pouzdanost zavara ostaje visoka.
Sažetak — jednostavne tačke
ENIG je elektroless nikl praćen uranjanjem u zlato. Čest je u PCBA za telefone i nekim BGA nosačima.
ENIG je jeftiniji i jednostavniji od elektrolitički nanesenog nikl-zlata jer ne zahtijeva električno galvaniziranje niti ožičenje padova.
Glavni koraci su predtretman, mikro-pešćenje, aktivacija paladijem, hemijski nikl (Ni/P) i uranjanje u zlato. Postoji i varijanta debelog zlata za posebne potrebe.
Hemijski nikl blokira migraciju bakra i zlata i pomaže formiranju IMC-a u lemu. Uronjeno zlato štiti nikl od oksidacije. Zlato je tanko i treba samo štititi nikl. Previše zlata šteti čvrstoći lemljenja. Za žično lemljenje (COB) koristite deblje zlato.
Crni nikl (crna mrlja) nastaje kada nikl ima pogrešan sadržaj fosfora ili kada se zlatni sloj napukne. Crni nikl može se sakriti ispod sjajnog zlata. Uzrokuje loše lemljenje i pukotine.
Slojevi bogati fosforom formiraju se blizu ivice IMC-a kada nikl sadrži fosfor. Debeli IMC i loša kontrola procesa pogoršavaju situaciju. Sloj bogat fosforom smanjuje čvrstoću spoja i uzrokuje pucanje.
Spriječite probleme održavanjem nikl-bade i zlatnog kupa u dobrom stanju, kontrolom temperature, izbjegavanjem dubokih tragova četke i kontrolom profila lemljenja.
Za provjere kvaliteta koristite SEM/EDS, ručne testove povlačenja lemljenja ili testove korozije kiselim plinovima. Ručno povlačenje lemljenja je najbrže i najjednostavnije.
Održavajte debljinu IMC-a oko 1–2 µm u procesima bez olova kako biste smanjili rizik od otkazivanja sloja bogatog fosforom.