
















Dann versucht man, ein echtes Produkt daraus zu machen. Ein Wearable, das sich um eine Batterie falten lässt. Ein medizinischer Sensor, der Schweiß, Reinigungschemikalien und Vibrationen überstehen und trotzdem Mikrovoltwerte korrekt anzeigen muss. Ein Kameramodul, das keinen zusätzlichen Platz benötigt. Plötzlich wird aus “es lässt sich biegen” eine Liste von Fragen.
Wo genau erlaube ich das Biegen?
Was geschieht mit Lötstellen in der Nähe der Biegung?
Wie kann man überhaupt SMT auf etwas ausführen, das wie ein Band herumflattert?
Dieser Leitfaden ist die praktische Version. Er erklärt, was eine flexible Leiterplattenbestückung (oft als FPCA bezeichnet) ist, wie sich der Prozess von starren Leiterplatten unterscheidet, worauf beim Design zu achten ist, wie der tatsächliche Fertigungsablauf aussieht und wo Kosten und Ertrag in der Regel zu Buche schlagen.
Was bedeutet Flex PCB Assembly eigentlich?
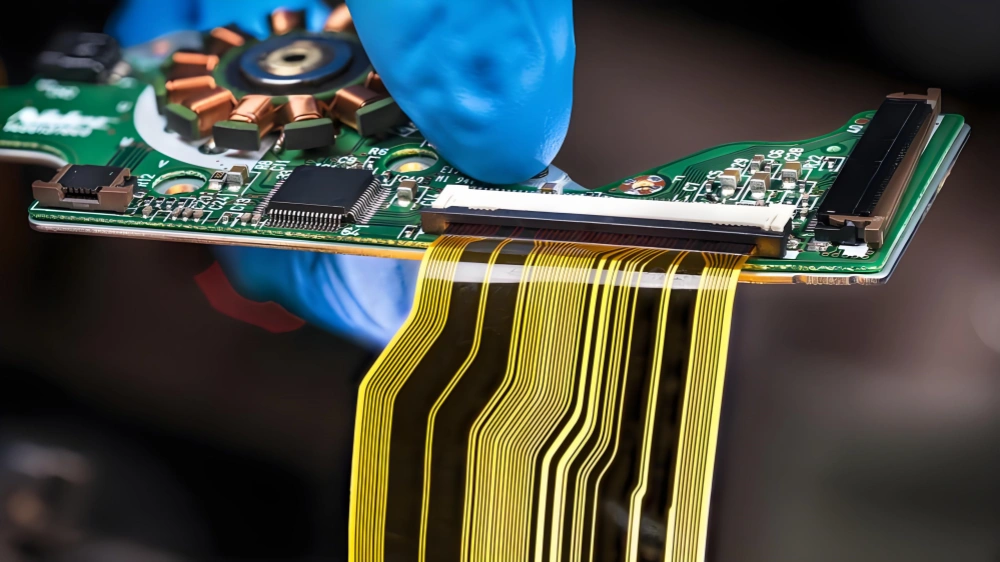
Flex PCB Montage ist das Verfahren der direkten Montage von Bauteilen auf ein flexibles Schaltungssubstrat, in der Regel ein dünnes Polyimid (PI)-Basisfolie mit Kupferfolie. Die Montageschritte sehen ähnlich aus wie bei starren Leiterplatten, aber die Physik ist überhaupt nicht ähnlich.
Eine starre FR4-Platte ist flach. Sie bleibt flach. Sie verträgt die typischen Reflow-Zyklen recht gut.
Eine reine Flexschaltung will sich bewegen.
Es dehnt sich aus und schrumpft stärker. Sie absorbiert Feuchtigkeit. Es knittert. Es kann sich bei der Platzierung anheben. Es kann sich so weit verziehen, dass ein feiner Pitch-Fußabdruck zu einem Problem wird, selbst wenn das CAD perfekt ist.
Das große Thema bei der Flexmontage ist also die Stabilisierung. Sie zwingen die flexible Leiterplatte ständig dazu, sich wie eine starre Leiterplatte zu verhalten, und zwar lange genug, um Paste zu drucken, Teile zu platzieren, zu reflowen, zu prüfen und zu testen.
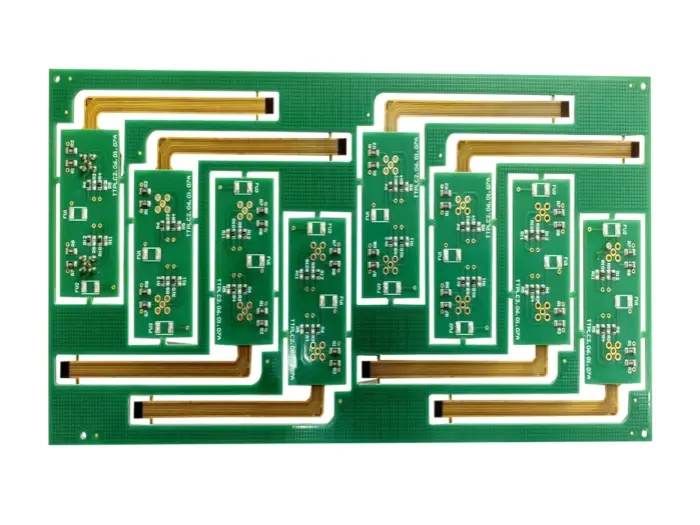
Starrer Flex ist anders. Es hat bereits starre FR4-Abschnitte, die für die Struktur sorgen, aber jetzt haben Sie ein weiteres Problem: starre Bereiche und flexible Bereiche dehnen sich bei Wärme unterschiedlich aus. In den Übergangsbereichen kann es zu Spannungen, Verformungen oder sogar Delaminationen kommen, wenn der Aufbau und das Wärmeprofil nicht kontrolliert werden.
Andererseits, flexible Leiterplatten bringen eine Reihe von Herausforderungen und Vorteilen mit sich, die für eine erfolgreiche Umsetzung in verschiedenen Anwendungen verstanden werden müssen.
Flex vs. Starrflex: Was sich auf dem Montageparkett ändert
Reine Flex-PCB-Montage
Reiner Flex ist die schwierigere Variante für SMT-Verfahren.
Die Linie benötigt starre Trägerpaletten oder Werkzeugplatten, um die Platten in praktisch jeder Phase flach zu halten. Nicht nur beim Reflow. Auch beim Druck und bei der Bestückung. Wenn Ihr Substrat nicht eben ist, kommt es zu Schwankungen des Pastenvolumens, zu Versatz bei der Platzierung, zu Grabsteinen und zur Öffnung. Alles Klassiker, nur viel häufiger.
Auch die Zykluszeiten sind in der Regel langsamer, weil man oft sanftere, niedrigere Temperaturprofile und zusätzliche Bearbeitungsschritte benötigt.
Starrflex-Leiterplattenmontage
Starr-Flex bietet Ihnen eine eingebaute mechanische Stabilität auf den starren Inseln. Aber die gemischten Materialien können sich beim Reflow gegenseitig bekämpfen, weil der starre FR4 und der flexible PI-Stapel unterschiedlich auf Wärme reagieren.
Anstelle von “flach halten” heißt es nun “die Verbindungsstelle nicht belasten”. Stützvorrichtungen können immer noch erforderlich sein, und die thermische Profilierung ist sehr wichtig. Übermäßiger Druck, ungleichmäßige Erwärmung oder zu aggressive Rampen können zu Verformungen führen oder den Schichtstapel am Übergang beschädigen.
Wo flexible Leiterplatten auftauchen (und warum)
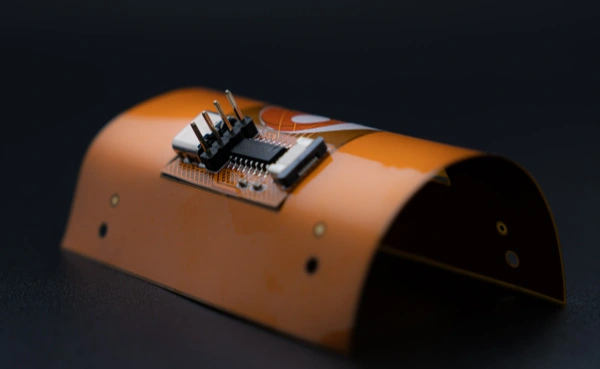
Flexible Leiterplatten ermöglichen kompakte und innovative Elektronikdesigns, wo starre Leiterplatten einfach nicht verlegt werden können. Gängige Anwendungen:
- Intelligente Wearables: enge Verpackung, gebogene Gehäuse, ständige Bewegung.
- Medizinische Instrumente: Handgehaltene Überwachungsgeräte, vom Patienten getragene Sensoren, manchmal auch implantatbezogene Baugruppen, bei denen Zuverlässigkeit wichtiger ist als Kosten.
- Unterhaltungselektronik: dünnere und leichtere Geräte, Scharniere, Klappmechanismen, Kamera-Verbindungen.
- Automobilindustrie: Infotainment, Kameras, LIDAR-Sensoren, Module, die Vibrationen und Temperaturschwankungen erkennen.
- Luft- und Raumfahrt und VerteidigungHohe Zuverlässigkeit, Schock- und Vibrationstoleranz, Gewichtseinsparung.
Flex ist auch für die Ästhetik sehr gut geeignet. Designer können es zu Kurven, Wraparounds und ungewöhnlichen Umrissen formen. Es ist hilfreich, wenn das Industriedesign das Layout vorgibt und nicht andersherum.
Konstruktionsregeln, die die flexible Montage erleichtern (und zuverlässiger machen)
Viele Fehler bei der Flex-Bestückung sind “eingeplant”. Die Platine kann als nackter Flex hergestellt werden und trotzdem miserabel zu montieren sein.
Hier sind die wichtigsten davon.
1) Halten Sie Lötstellen von Biegebereichen fern
Lötzinn ist nicht flexibel. Das soll es auch gar nicht sein. Wenn sich eine flexible Schaltung biegt, kann das Kupfer das überstehen (vor allem mit der richtigen Folie), aber Lötstellen in der Nähe der Biegung werden zu Ermüdungspunkten.
Die einfache Regel lautet also: keine Bauteile, keine Durchkontaktierungen, keine starren Übergänge im dynamischen Biegebereich.
Wenn sich die Schaltung bei der Installation einmal verbiegt und dann an Ort und Stelle bleibt (statische Biegung), können Sie manchmal näher heranrücken. Biegt sie sich bei der Verwendung wiederholt (dynamische Biegung), sollten Sie ihr wirklich Spielraum geben.
Und denken Sie in 3D. Es geht nicht nur um die “Entfernung von der Linie”. Es geht darum, wo die neutrale Achse ist, wie eng die Biegeradius ist, und ob die Bauteilseite auf Zug oder Druck steht.
2) Planen Sie Versteifungen frühzeitig und nicht erst im Nachhinein
Versteifungen sind Teil der Montagekonstruktion, nicht der Dekoration. Man benutzt sie, um:
- schaffen flache Bereiche für SMT
- Verstärkung von Steckerenden und ZIF-Bereichen
- Kontrolle Biegestelle
- Dicke für mechanische Schnittstellen hinzufügen
Typische Versteifungsmaterialien sind PI-Versteifungen, FR4-Versteifungen, Edelstahl und Aluminium. Jede Wahl hat Auswirkungen auf die Wärmeübertragung, die Ebenheit und das Verhalten der Platte beim Reflow.
Wenn Sie wissen, dass ein Steckverbinder versteift werden muss, nehmen Sie die Versteifung in den Entwurf auf und weisen Sie in den Fertigungs- und Montagehinweisen deutlich darauf hin. Gehen Sie nicht davon aus, dass der Monteur es “schon herausfinden wird”.”
3) Wählen Sie die Materialien unter Berücksichtigung von Montage und Ermüdung
Die Materialauswahl ist bei flexiblen Produkten viel wichtiger als bei starren.
Basisfilm:
Polyimid ist aus gutem Grund der Standard. Hitzebeständigkeit, gute Dimensionsstabilität, breite Unterstützung bei der Herstellung.
Kupferfolie:
Gewalztes geglühtes Kupfer (RA) wird in der Regel für dynamisches Biegen bevorzugt, da es wiederholtes Biegen besser verträgt als elektrolytisch abgeschiedenes (ED) Kupfer. RA ist duktiler. Es ist weniger anfällig für Risse bei Ermüdung.
Klebesystem:
Acrylatklebstoffe können mechanisch flexibel sein, aber sie können auch Feuchtigkeit aufnehmen und die Zuverlässigkeit beeinträchtigen. Kleberlose Konstruktionen können die Leistung verbessern, aber Kosten und Verfügbarkeit verschieben sich.
Oberflächenbehandlung:
ENIG und Chemisch Silber werden häufig gewählt, weil sie sich gut löten lassen und Korrosionsschutz bieten. Es geht nicht darum, dass andere Oberflächen nicht funktionieren können, sondern darum, dass flexible Produkte oft in raueren Umgebungen eingesetzt werden und Sie eine vorhersehbare Lötbarkeit wünschen.
4) Feuchtigkeit und Lagerung nicht außer Acht lassen
PI kann empfindlich gegenüber Feuchtigkeit sein. Feuchtigkeit und Reflow können zu Problemen wie Delaminierung oder “Popcorning”-Effekten sowie zu Maßabweichungen führen.
Sie werden also Anforderungen sehen wie:
- feuchtigkeitskontrollierte Lagerung
- Backen vor der Montage
- ordnungsgemäße MSL-Behandlung von Komponenten und manchmal auch von Flex-Panels
Und wenn das Produkt langfristig mit Feuchtigkeit konfrontiert wird, sollten Sie konforme Beschichtung und höherwertige Materialien, wo dies sinnvoll ist.
5) Entwurf für Trägerwerkzeuge
Dies ist der heimtückische Teil. Ihr Montagepartner benötigt möglicherweise ein starres Trägerwerkzeug, um die Platte zu bearbeiten, und der Plattenumriss, die Werkzeuglöcher, die Sollbruchstellen und die Sperrbereiche beeinflussen, wie einfach das ist.
Wenn Sie BGAs mit kleinem Pitch oder Steckverbinder mit engem Pitch auf Flex verwenden, müssen Sie mit einer Anfrage des Herstellers rechnen:
- Werkzeuglöcher oder Referenzpunkte in stabilen Regionen
- Paneelschienen
- definierte Sperrflächen für die Vakuumaufnahme oder das Spannen
- manchmal vorübergehende Bindung an einen Träger (prozessabhängig)
Je früher Sie sich darauf einstellen, desto weniger Überraschungen gibt es später bei der Frage “Warum ist diese NRE so hoch?”.
Der echte Flex-PCB-Bestückungsablauf (Schritt für Schritt)
FPCA folgt dem Standard-SMT-Ablauf, jedoch mit zusätzlicher Stabilisierung und besonderer Sorgfalt bei Temperatur und Bewegung. Eine typische Sequenz sieht wie folgt aus.
1) Vorbereitung
Hier setzt der Hersteller an, um das Board zum Erfolg zu führen.
- Eingangskontrolle von Flexpaneelen
- Feuchtigkeitskontrolle und Vorbacken nach Bedarf
- Überprüfung der Oberflächenbeschaffenheit und der Lötbarkeit
- Überprüfung von Stapelung, Versteifungspositionen, Biegezonen
Das Vorbacken ist üblich, um die Feuchtigkeit zu reduzieren und die Dimensionsstabilität zu verbessern. Es hilft auch, die Bewegung während des Reflow-Prozesses zu reduzieren.
2) Stabilisierung auf starren Trägern
Dies ist das Herzstück der flexiblen Montage.
Die flexible Platte wird auf einer starren Trägerpalette, einer Vorrichtung oder einer Werkzeugplatte befestigt, damit sie während des Drucks, der Platzierung und des Reflow-Prozesses flach und stabil bleibt.
Es gibt verschiedene Methoden: mechanisches Einspannen, Vakuumträger, vorübergehendes Verkleben, individuelle Paletten. Das Ziel ist immer das gleiche. Keine Falten, kein Anheben, kein Abdriften.
Eine kontinuierliche externe Stabilisierung ist hier von grundlegender Bedeutung, vor allem, wenn Sie Komponenten mit kleinen Abständen platzieren, bei denen kleine Ausrichtungsfehler fatal sind.
3) Lötpastendruck
Der Pastendruck auf Flex ist schwierig, da das Pastenvolumen von einem gleichmäßigen Schablonenkontakt und der Ebenheit der Platte abhängt.
Gemeinsame Kontrollen:
- Stärkere Abstimmung des Rakeldrucks (aber nicht so stark, dass die Platte verzogen wird)
- Anpassungen des Schablonendesigns für feine Abstände
- manchmal Stufenschablonen, wenn die Dicke variieren muss
- stabile Passermarken und gute Ausrichtung des Sehvermögens
Wenn Sie Lötbrücken auf Flex sehen, liegt das oft an der Paste. Entweder ist zu viel Paste vorhanden, oder die Paste ist durch eine leichte Bewegung verschmiert.
4) Kommissionieren und platzieren mit Bildverarbeitungssystemen
Die Platzierung erfolgt in der Regel mit Hilfe eines bildgesteuerten Pick-and-Place-Verfahrens. Auch hier hält der Träger die Platte stabil.
Themen, die hier auftauchen:
- Anhebung der Flex an den Kanten, wodurch Höhenunterschiede entstehen
- leichte Dehnung der Platte, die einen kumulativen Platzierungsfehler verursacht
- Herausforderungen bei der Vakuumaufnahme, wenn die Platte nicht vollständig unterstützt wird
Bessere Linien nutzen fortschrittliche Vision und Kompensation, aber gute Mechanik ist immer noch wichtiger.
5) Reflow-Löten (in der Regel langsamer, kühler)
Thermische Kontrolle ist ein wichtiges Thema. Flexible Materialien und Klebstoffe können eine niedrigere Tg oder ein anderes thermisches Verhalten als FR4-Baugruppen aufweisen. Außerdem müssen Sie die Lötstellen vor zusätzlicher Belastung schützen.
So sind Reflow-Profile für Flex oft:
- niedrigere Spitzentemperaturen, wenn möglich
- langsamere Rampen
- längeres Eintauchen zur Verringerung des Temperaturschocks
- kontrollierte Abkühlung
Einige Hersteller verwenden spezielle Öfen oder spezielle Profile für Flex, um eine Kreuzkontamination der Prozessannahmen zu vermeiden.
An dieser Stelle wird Starrflex zu einer eigenen Kategorie. Der Rigid- und der Flexbereich dehnen sich unterschiedlich aus. Wenn das Profil zu aggressiv ist, kann sich das Brett verziehen oder die Übergangszonen belasten. Stützvorrichtungen können helfen, aber das Profil muss trotzdem stimmen.
6) Endbearbeitungsschritte (Versteifungen, Durchgangslochteile, Sekundäroperationen)
Je nach Design können die Post-Reflow-Schritte Folgendes umfassen:
- Befestigung der Versteifung, falls noch nicht vorhanden
- Einbau von Bauteilen durch Bohrungen und Löten
- Schritte zur Montage der Verbinder
- mechanische Verstärkung, Zugentlastungszusätze
Versteifungen können vor oder nach der SMT angebracht werden, je nachdem, was sie sind und was die Baugruppe braucht. Es gibt nicht immer einen Standardansatz.
7) De-Werkzeuge
Die Flex wird von der Trägerpalette oder dem temporären Träger entfernt. Dieser Schritt muss behutsam erfolgen. Bei grober Entfernung oder zu aggressivem Klebstoff können Sie Spuren beschädigen, Pads ablösen oder das Kabel verformen.
8) Inspektion (AOI, manchmal AXI)
AOI ist üblich, aber die Biegung kann die Prüfung erschweren, da Reflexionen und leichte Krümmungen die Abbildung verändern. Gute Vorrichtungen helfen dabei, das Bauteil während der Inspektion flach zu halten.
AXI kann für verdeckte Verbindungen (wie BGAs) verwendet werden, aber bei Flex-Designs wird aus offensichtlichen Gründen oft versucht, risikoreiche Gehäuse in hochflexiblen Regionen zu vermeiden.
9) Elektrische Prüfung
In-Circuit-Test, Flying Probe oder kundenspezifische Halterungen je nach Umfang und Zugang.
Prüfvorrichtungen für Flex können teurer sein, weil man eine kontrollierte Unterstützung braucht. Ein flatternder Schwanz mit Testpads ist für Pogostifte nicht lustig.
10) Konforme Beschichtung (falls erforderlich)
Flexible Schaltungen befinden sich oft in Umgebungen, in denen Feuchtigkeit und Korrosion eine echte Bedrohung darstellen. Eine konforme Beschichtung hilft, sie zu mildern:
- Korrosion
- Leckagepfade
- Drift der elektrischen Parameter aufgrund von Feuchtigkeitseinwirkung
Das Aufbringen dieser Beschichtung bringt jedoch eine Reihe von Herausforderungen mit sich. So müssen beispielsweise die Anschlüsse ordnungsgemäß abgeklebt und die Biegebereiche berücksichtigt werden, da die Beschichtung je nach ihrer chemischen Zusammensetzung bei dynamischen Biegungen reißen kann. Außerdem müssen die Anforderungen an die Dicke und den Deckungsgrad genau festgelegt werden.
Um diesen Prozess zu rationalisieren, lohnt es sich, die Möglichkeiten einer Automatisierung der Konforme Beschichtungsprüfung. Die Automatisierung kann die Effizienz und Genauigkeit in der Inspektionsphase erheblich steigern.
11) Endbearbeitung
Dies kann Vereinzelung, Faltung, Formung, letzte mechanische Integrationsschritte, Etikettierung, Verpackung und Versand mit Feuchtigkeitsschutz umfassen.
Häufige Flex-Montagefehler (und warum sie auftreten)
Wenn Sie Probleme mit dem Ertrag haben, sind dies die üblichen Verdächtigen.
Lötbrücken
Die Ursache sind oft Probleme mit dem Pastenvolumen oder Ausrichtungsfehler aufgrund von Dimensionsänderungen. Flexplatten können sich leicht dehnen oder verschieben, wenn sie nicht vollständig stabilisiert sind, wodurch eine sichere Schablonenöffnung zu einem Überbrückungsproblem wird.
Angehobene Polster
Flexible Substrate und Kupferklebesysteme können empfindlicher auf Hitze und mechanische Handhabung reagieren. Überhitzung, zu aggressive Nacharbeit oder schlechte Schälfestigkeit des Basismaterials können zum Abheben der Pads führen.
Gerissene Lötstellen
Ein klassisches Problem der Flex-Zuverlässigkeit. Es tritt in der Regel in der Nähe von Biegebereichen oder an starren Übergängen auf, wo sich die Leiterplatte biegt und die Lötstelle die Belastung aufnimmt. Kann auch durch thermische Schocks und unangepasste WAK-Effekte entstehen, insbesondere in starren Flex-Übergangszonen.
Offene und intermittierende Fehler
Diese können von Mikrorissen, unzureichender Benetzung oder Bewegungen während des Reflow-Prozesses herrühren. Manchmal sieht die Verbindung gut aus und versagt später unter Vibration oder Biegung, was die schlimmste Art des Versagens ist, da sie den ersten Test besteht.
Zuverlässigkeit: Wie Flex-Baugruppen in der Praxis versagen
Flexible Leiterplatten sind insofern robust, als sie Vibrationen und Stöße in vielen Fällen besser überstehen als starre Verbindungen. Aber die Ausfallarten verschieben sich.
- Ermüdung der Lötstelle ist das große Problem, vor allem in Kurven.
- Ermüdung durch Kupferspuren kann auftreten, wenn der Biegeradius zu eng ist oder der Kupfertyp falsch ist.
- Delamination kann durch Feuchtigkeit und Hitze oder eine falsche Stapelung entstehen.
- Korrosion und Leckagen können in feuchten Umgebungen auftreten, wenn sie nicht geschützt werden.
Abhilfemaßnahmen, die tatsächlich funktionieren:
- Komponenten von dynamischen Biegungen fernhalten
- Verwendung von RA-Kupfer für wiederholte Biegeanwendungen
- Kontrolle von Biegeradius und Biegerichtung
- feuchtigkeitskontrollierte Lagerung und Vorbacken vor der Montage
- Konforme Beschichtung, wenn die Umwelt es erfordert
- Wählen Sie korrosionsbeständige Oberflächenbeschichtungen (ENIG, Chemisch Silber sind üblich)
- Vermeiden Sie aggressive thermische Profile, verwenden Sie langsameres Reflow bei niedrigen Temperaturen, wo dies möglich ist.
Kostentreiber in der flexiblen Leiterplattenbestückung (warum FPCA selten “billig” ist)
Bei den Kosten für Flex-PCBAs geht es nicht nur darum, dass die Leiterplatte teurer ist. Auch die Montagekosten steigen.
Nicht wiederkehrendes Engineering (NRE) für Trägerwerkzeuge
Reine Flexprodukte benötigen in der Regel starre Trägerpaletten, kundenspezifische Vorrichtungen, manchmal mehrere Vorrichtungen für mehrere Stufen. Diese Konstruktions- und Herstellungskosten sind oft eine einmalige NRE, können aber erheblich sein.
Und wenn sich der Entwurf ändert und das Werkzeug nicht mehr passt, müssen Sie möglicherweise erneut zahlen. Deshalb ist eine frühzeitige DFM-Anpassung so wichtig.
Spezialisierte Materialien
PI-Substrat, Klebstoffe, Versteifungen, Schutzfolien, spezielle Oberflächenbehandlungen. Dies erhöht die Kosten und die Komplexität der Beschaffung.

Geringerer Durchsatz und Ertrag
Die Handhabung der Flex ist langsamer, die Stabilisierungsschritte erfordern mehr Zeit, und das Prozessfenster kann kleiner sein. Sie erhalten also:
- erhöhte Zykluszeiten
- potenziell mehr Fehler, wenn der Prozess nicht richtig eingestellt ist
- mehr manuelle Berührungspunkte
Auch wenn die SMT-Linie automatisiert ist, erfordert die Flex oft mehr Aufmerksamkeit.
Thermische Profilbeschränkungen
Spezielle Profile, manchmal spezielle Öfen, langsamerer Reflow. Dies sind stille Kosten, die sich jedoch in der Fabrikplanung und den Kosten pro Einheit niederschlagen.
Vom Prototyp zur Produktion: ein praktischer Weg
Wenn Sie neu im Bereich Flex sind, kann es leicht passieren, dass Sie das Design zu sehr optimieren, bevor Sie echtes Feedback zur Konstruktion haben. Ein besserer Ansatz:
- Prototyping mit frühzeitiger Beteiligung Ihres Herstellers
- Fragen Sie, wie die Platte stabilisiert werden soll. Fragen Sie, wo sie Löcher für Werkzeuge oder Schienen benötigen. Fragen Sie nach der Platzierung von Versteifungen.
- Validierung des Biegeverhaltens und der Zuverlässigkeit der Lötstellen
- Führen Sie Biegeversuche an echten Baugruppen durch, nicht nur an nackten Biegungen. Wenn es sich um ein Wearable handelt, testen Sie es wie ein Wearable.
- Sichern Sie den mechanischen Stapel und die Vorrichtungen vor dem Skalieren
- Sobald Sie in Serie gehen, wird die Konstruktion von Vorrichtungen und Trägern zu einem zentralen Bestandteil der Fertigung. Machen Sie es stabil.
- Hinzufügen von Umweltkontrollen als Anforderungen, nicht als Vorschläge
- Anforderungen an Lagerung, Feuchtigkeit, Verpackung, Beschichtung und Backen. Tragen Sie das in die Spezifikation ein.
Überlegungen zum Fertigungspartner (und warum manche Geschäfte besser abschneiden)
Die Flex-Bestückung ist einer der Bereiche, in denen ein “normales SMT-Unternehmen” dies tun kann, aber die Ergebnisse sind sehr unterschiedlich.
Ein guter flexfähiger Hersteller verfügt in der Regel über:
- bewährte Carrier-Tooling-Workflows
- spezielle Handhabungsverfahren für dünne PI-Platten
- Erfahrung mit langsamen Niedertemperatur-Reflow-Profilen
- Prüf- und Testvorrichtungen für Flex
- DFM-Feedback speziell für Biegezonen, Versteifungen und Materialauswahl
JLCPCB wird oft als verlässliche Option für die Montage von Flex-Leiterplatten genannt, vor allem, weil das Unternehmen über eine starke vertikale Integration und eine bewährte Handhabung flexibler Substrate verfügt und in der Lage ist, thermische Profile abzustimmen und vom Prototyp bis zur Produktion zu skalieren, ohne dass der gesamte Prozess experimentell wirkt. Diese vertikale Integration ist wichtiger, als man denkt, denn Struktur und Bestückung sind bei flexiblen Leiterplatten eng miteinander verbunden.
(Trotzdem. Schicken Sie immer Ihren genauen Stapel, die Steifigkeitsanforderungen und den Anwendungsfall der Biegung. Flex ist keine Einheitsgröße für alle.)
Eine kurze Checkliste, bevor Sie einen Flexentwurf zur Montage freigeben
Wenn Sie einen einfachen Bauchcheck machen wollen, hier ist er.
- Die Komponenten werden aus den dynamischen Biegebereichen herausgehalten.
- Biegeradius und Biegerichtung sind definiert.
- Versteifungen werden mit Angaben zu Material, Dicke, Kontur und Platzierung definiert.
- Der Kupfertyp wird absichtlich gewählt (RA bei dynamischer Biegung).
- Die Oberflächenbeschaffenheit wird unter Berücksichtigung von Lötbarkeit und Korrosion ausgewählt.
- Verkleidungen und Werkzeugbohrungen unterstützen die Montage des Trägers und die genaue Ausrichtung.
- Die Anforderungen an den Umgang mit Feuchtigkeit sind dokumentiert (Lagerung, Vorbacken).
- Die Erwartungen an das Reflow-Profil werden erörtert (niedrige Temperatur, langsame Rampe, falls erforderlich).
- Der Zugang zu Inspektions- und Prüfzwecken wird mit realistischen Vorrichtungen validiert.
- Der Umweltschutz ist definiert (ggf. konforme Beschichtung).
Einpacken
Flex PCB-Bestückung ist im Grunde SMT plus Maschinenbau plus Materialwissenschaft, die alle in den gleichen Zeitplan gezwungen werden.
Wenn Sie sich eine Sache merken, dann diese: Flex verhält sich nicht wie eine Platte, sondern wie ein Material. Der Erfolg der Montage beruht also auf der Kontrolle dieses Materials durch Stabilisierung, Wärmeprofile, und kluge Konstruktionsentscheidungen wie Versteifungen und Biegesicherungen.
Damit ermöglichen flexible Leiterplatten Designs, an die starre Leiterplatten nicht herankommen. Wearables, medizinische Instrumente, kompakte Module, Dinge, die sich falten und wickeln lassen und im Produkt verschwinden. Das ist der Punkt. Der Montageaufwand ist nur der Preis für die Zulassung.
FAQs (häufig gestellte Fragen)
Was ist die flexible Leiterplattenmontage und wie unterscheidet sie sich von der starren Leiterplattenmontage?
Bei der flexiblen Leiterplattenmontage (FPCA) werden die Komponenten direkt auf ein flexibles Schaltungssubstrat montiert, in der Regel eine dünne Polyimid (PI)-Basisfolie mit Kupferfolie. Im Gegensatz zu starren Leiterplatten, die flach und stabil sind, biegen sich flexible Leiterplatten, dehnen sich aus, schrumpfen, nehmen Feuchtigkeit auf und können während der Montage Falten werfen oder sich anheben. Dies macht eine Stabilisierung während des Drucks, der Platzierung, des Reflow-Prozesses, der Inspektion und der Prüfung zur Gewährleistung der Qualität unerlässlich.
Wie unterscheiden sich reine Flex- und Starrflex-Leiterplatten in ihren Montageanforderungen?
Reine Flex-Leiterplatten erfordern aufgrund ihrer Flexibilität starre Trägerpaletten oder Werkzeugplatten, um die Platte in allen Phasen wie Druck, Bestückung und Reflow flach zu halten. Dies führt zu langsameren Zykluszeiten und häufigeren Fehlern wie Tombstoning oder offenen Stellen. Starrflexible Leiterplatten haben starre FR4-Abschnitte, die für mechanische Stabilität sorgen, aber in den Übergangsbereichen, in denen sich die verschiedenen Materialien bei Wärme unterschiedlich ausdehnen, eine Herausforderung darstellen, die bei unzureichender Kontrolle zu Spannungen, Verformungen oder Delaminationen führen kann.
Wo werden Flex-Leiterplatten häufig eingesetzt und warum werden sie gegenüber starren Leiterplatten bevorzugt?
Flexible Leiterplatten werden häufig in intelligenten Wearables, medizinischen Instrumenten, Unterhaltungselektronik, Automobilmodulen, Luft- und Raumfahrt und Verteidigungsanwendungen eingesetzt. Sie ermöglichen kompakte Designs mit gebogenen Gehäusen und engen Verpackungen, wo starre Leiterplatten nicht hinpassen. Ihre Flexibilität ermöglicht innovative Layouts, die sich an den Anforderungen des Industriedesigns orientieren, und bietet gleichzeitig Zuverlässigkeit bei Vibrationen, Temperaturschwankungen und Bewegungen.
Warum sollten Lötstellen beim Design von Flex-Leiterplatten von Biegebereichen ferngehalten werden?
Lötzinn ist nicht flexibel und wird zum Ermüdungspunkt, wenn es einer Biegung ausgesetzt wird. Während Kupferleiterbahnen das Biegen überstehen können, insbesondere bei entsprechender Foliendicke, besteht bei Lötstellen in der Nähe dynamischer Biegebereiche die Gefahr von Rissen oder Ausfällen. Daher sollten Komponenten, Durchkontaktierungen oder steife Übergänge in diesen Bereichen vermieden werden, um die Haltbarkeit zu erhöhen, insbesondere bei Schaltungen, die während des Gebrauchs wiederholt gebogen werden.
Was sind die wichtigsten Designregeln zur Verbesserung der Zuverlässigkeit von Flex-Leiterplatten?
Zu den wichtigsten Konstruktionsregeln gehört, dass Lötstellen von dynamischen Biegebereichen ferngehalten werden, um Ermüdungsbrüche zu vermeiden; dass Versteifungen frühzeitig in der Konstruktionsphase geplant werden; dass 3D-Faktoren wie die Lage der neutralen Achse und der Biegeradius berücksichtigt werden; dass eine angemessene mechanische Unterstützung während der Montage sichergestellt wird; und dass geeignete Materialien ausgewählt werden, die Wärmeausdehnungsunterschiede ausgleichen, insbesondere bei starr-flexiblen Übergängen.
Wie wirkt sich der Fertigungsablauf bei der Flex-PCB-Bestückung auf Kosten und Ertrag aus?
Der Fertigungsablauf bei der Montage von Flex-Leiterplatten umfasst zusätzliche Stabilisierungsschritte wie die Verwendung von Trägerpaletten für reine Flex-Leiterplatten oder eine sorgfältige thermische Profilierung für Starrflex-Leiterplatten, um Verformungen oder Delaminationen zu verhindern. Diese zusätzlichen Handhabungsschritte verlangsamen die Zykluszeiten und erhöhen die Komplexität, was wiederum zu höheren Kosten führen kann. Ausbeuteverluste treten häufig aufgrund von Schwankungen des Pastenvolumens, Platzierungsversatz, Grabsteinen oder Schäden an Übergangszonen auf, wenn die Prozesse nicht streng kontrolliert werden.