سپس سعی میکنید با آن یک محصول واقعی بسازید. یک پوشیدنی که دور باتری تا میشود. یک حسگر پزشکی که باید در برابر عرق، مواد شوینده، لرزش دوام بیاورد و همچنان میکروولتها را بهدرستی بخواند. یک ماژول دوربین بدون هیچ فضای اضافی. ناگهان “خم میشود” به فهرستی از پرسشها تبدیل میشود.
دقیقاً کجا اجازهٔ خم شدن را میدهم؟
چه اتفاقی برای لحیمکاری در نزدیکی خم?
چطور اصلاً میتونی SMT رو روی چیزی اجرا کنی که مثل روبان اینطرف و اونطرف تاب میخوره؟
این راهنما نسخهٔ عملی است. در آن توضیح داده شده که مونتاژ برد مدار چاپی انعطافپذیر (که اغلب با FPCA نوشته میشود) چیست، این فرایند چگونه با بردهای صلب تفاوت دارد، در طراحی باید به چه نکاتی توجه کرد، جریان واقعی تولید چگونه است و معمولاً هزینهها و بازده در کجا صرف میشوند.
مفهوم واقعی مونتاژ PCB انعطافپذیر
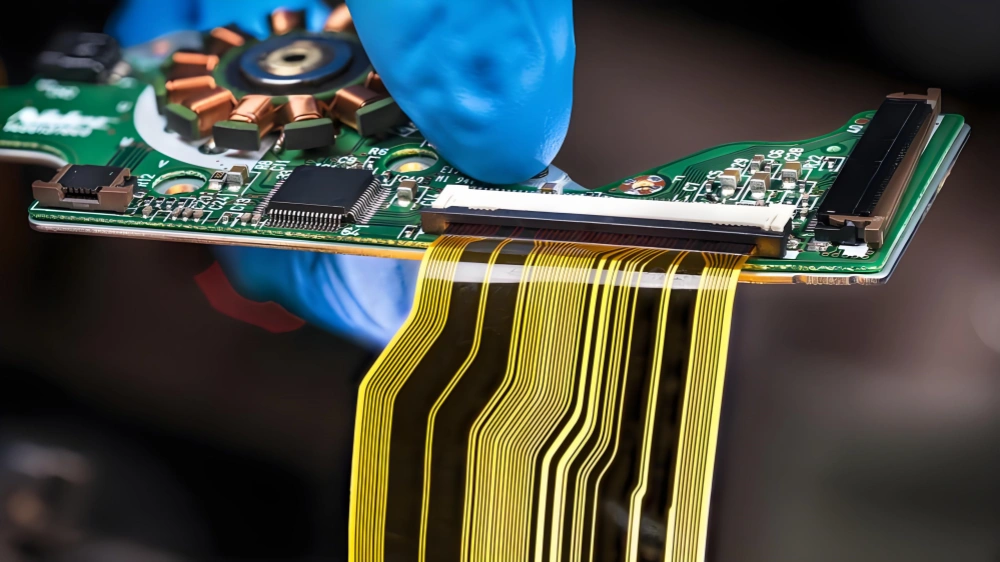
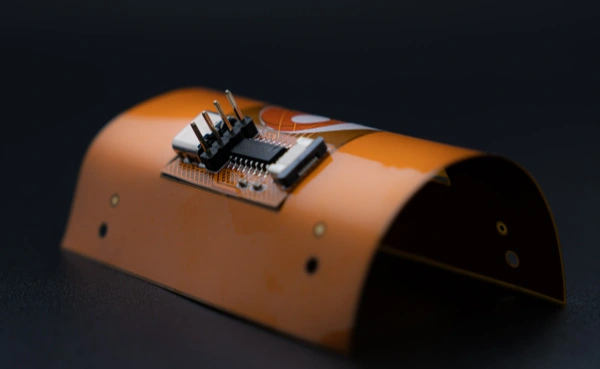
مونتاژ برد مدار چاپی انعطافپذیر فرآیندی است که طی آن اجزا مستقیماً روی زیرلایه مدار انعطافپذیر، که معمولاً نازک است، نصب میشوند. فیلم پایه پلیایمید (PI) با ورق مسی. مراحل مونتاژ شبیه به PCBای سخت است، اما فیزیک آن اصلاً یکسان نیست.
یک برد FR4 سخت صاف است. صاف میماند. دورههای معمول ریفلو را بهخوبی تحمل میکند.
یک مدار انعطافپذیر خالص میخواهد حرکت کند.
بیشتر منبسط و منقبض میشود. رطوبت را جذب میکند. چروک میشود. ممکن است هنگام قرارگیری بلند شود. ممکن است به اندازهای تغییر شکل دهد که ردپای با چیدمان ریز حتی با وجود CAD بینقص به مشکل تبدیل شود.
پس موضوع اصلی مونتاژ انعطافپذیر، پایدارسازی است. شما دائماً انعطافپذیری را مجبور میکنید تا مانند یک برد صلب رفتار کند، به اندازهای که خمیر چاپ شود، قطعات قرار گیرند، ریفلو انجام شود، بازرسی و تست صورت گیرد.
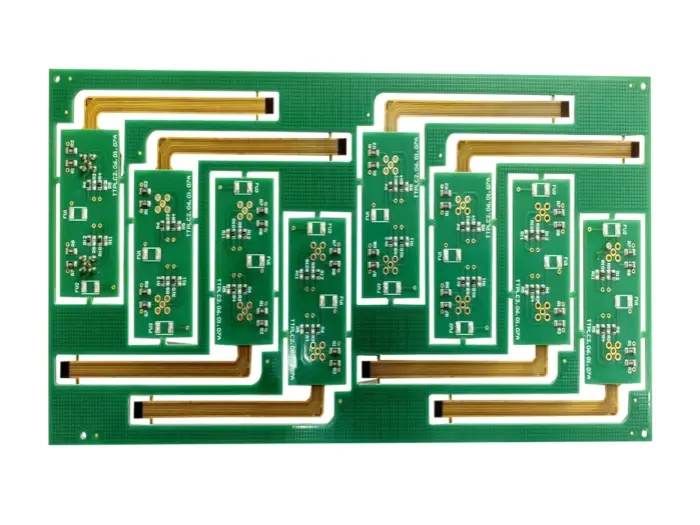
انعطافپذیری سخت متفاوت است. این برد از قبل دارای بخشهای سخت FR4 است که ساختار را تأمین میکنند، اما اکنون یک دردسر دیگر دارید: نواحی سخت و نواحی انعطافپذیر با گرما بهطور متفاوتی منبسط میشوند. در نواحی انتقالی ممکن است تنش، تابخوردگی یا حتی لایهلایهشدن رخ دهد اگر فرآیند ساخت و پروفایل حرارتی کنترل نشود.
از سوی دیگر،, بردهای مدار چاپی انعطافپذیر هر یک مجموعهای از چالشها و مزایا را به همراه دارند که برای پیادهسازی موفق در کاربردهای مختلف باید درک شوند.
فلیکس در مقابل فلیکس سخت: چه تغییراتی در خط مونتاژ رخ میدهد
مونتاژ برد مدار چاپی انعطافپذیر خالص
پیور فلکس سختترین مورد برای عملیات SMT است.
خط تولید نیاز به پالتهای حامل یا صفحات ابزار سخت دارد تا پنل را در تمام مراحل تقریباً صاف نگه دارد. نه فقط در ریفلو. در چاپ و پیکاندپلِیس هم همینطور. اگر زیرلایه شما صاف نباشد، با تغییر حجم خمیر، جابهجایی محل قرارگیری، تاماستونینگ و بازماندن اتصالات مواجه میشوید. همهی مشکلات کلاسیک، فقط با تکرار بیشتر.
همچنین زمانهای چرخه معمولاً کندتر هستند، زیرا اغلب به پروفایلهای دمایی ملایمتر و پایینتر و همچنین مراحل پردازش اضافی نیاز دارید.
مونتاژ برد مدار چاپی انعطافپذیر سخت
فلیکس سخت به شما پایداری مکانیکی ذاتی در جزایر سخت میدهد. اما مواد مختلط میتوانند در حین ریفلو با یکدیگر در تضاد باشند، زیرا FR4 سخت و لایه PI انعطافپذیر به گرما واکنش متفاوتی نشان میدهند.
پس بهجای “آن را صاف نگه دارید”، تمرکز بر “فشار وارد نکردن به محل اتصال” میشود. ممکن است همچنان به مهاربندیهای حمایتی نیاز باشد و پروفایلگیری حرارتی اهمیت زیادی دارد. فشار بیش از حد، گرمایش نامنظم یا شیبهای بسیار تند میتواند باعث تابخوردگی یا آسیب به لایههای چاپی در ناحیهٔ انتقال شود.
مدارهای چاپی انعطافپذیر در کجا به کار میروند (و چرا)
بردهای مدار چاپی انعطافپذیر امکان طراحیهای الکترونیکی جمعوجور و نوآورانه را در جاهایی که بردهای مدار چاپی سخت قادر به مسیریابی نیستند، فراهم میکنند. کاربردهای رایج:
- پوشیدنیهای هوشمندبستهبندی فشرده، قابهای منحنی، حرکت مداوم.
- ابزارهای پزشکیدستگاههای پایش دستی، حسگرهای پوشیدنی بیمار، گاهی مجموعههای مرتبط با کاشت که در آنها قابلیت اطمینان مهمتر از هزینه است.
- الکترونیک مصرفیدستگاههای نازکتر و سبکتر، لولاها، مکانیزمهای تاشو، رابطهای دوربین.
- خودروسازی: سرگرمی-اطلاعاتی، دوربینها، حسگرهای لیدار، ماژولهایی که لرزش و نوسانات دمایی را تشخیص میدهند.
- هوافضا و دفاع: قابلیت اطمینان بالا، تحمل ضربه و لرزش، کاهش وزن.
فِلکس بهطرز عجیبی برای زیباییشناسی مناسب است. طراحان میتوانند آن را به شکل منحنیها، طرحهای دورپیچ و خطوط دورنمای غیرمعمول درآورند. این زمانی مفید است که طراحی صنعتی هدایت چیدمان را بر عهده دارد، نه برعکس.
قواعد طراحی که مونتاژ فلیکس را آسانتر (و قابلاعتمادتر) میکنند
بخش زیادی از خرابیهای مونتاژ کابلهای انعطافپذیر از همان ابتدا در طراحی گنجانده شدهاند. برد ممکن است بهصورت یک کابل انعطافپذیر بدون روکش قابل تولید باشد، اما مونتاژ آن همچنان بسیار دشوار است.
اینها موارد بزرگ هستند.
۱) اتصالات لحیم را از نواحی خم دور نگه دارید.
قلع لحیم انعطافپذیر نیست. قرار نیست باشد. وقتی یک مدار انعطافپذیر خم میشود، مس میتواند دوام بیاورد (بهویژه با فویل مناسب)، اما محلهای اتصال قلع لحیم نزدیک آن خم، نقاط خستگی میشوند.
پس قانون ساده این است: بدون قطعات، بدون ویاس، بدون تغییرات ناگهانی در ناحیه خمش دینامیکی.
اگر مدار در حین نصب یکبار خم شود و سپس ثابت بماند (انعطافپذیری ایستا)، گاهی میتوانید آن را نزدیکتر قرار دهید. اگر در حین استفاده مکرراً خم شود (انعطافپذیری دینامیکی)، فاصلهی کافی واقعی را رعایت کنید.
و سهبعدی فکر کن. این فقط “فاصله از خط” نیست. این همان جایی است که محور خنثی است، چقدر تنگ شعاع خمش است، و اینکه آیا سمت مؤلفه تحت کشش یا فشار است.
۲) تقویتکنندهها را از ابتدا برنامهریزی کنید، نه بهعنوان یک فکر ثانویه.
سختکنندهها بخشی از طراحی مونتاژ هستند، نه تزئین. شما از آنها برای:
- ایجاد نواحی مسطح برای SMT
- تقویت دمهای کانکتور و نواحی ZIF
- کنترل محل خمش
- افزودن ضخامت برای رابطهای مکانیکی
مواد سختکنندهٔ معمول شامل سختکنندههای PI، سختکنندههای FR4، فولاد ضدزنگ و آلومینیوم هستند. هر انتخاب بر انتقال حرارت، صافی و نحوهٔ رفتار پنل در جریان ریفلو تأثیر میگذارد.
اگر میدانید یک کانکتور به صلبیت نیاز دارد، تقویتکننده را در طراحی قرار دهید و آن را بهوضوح در یادداشتهای ساخت و مونتاژ مشخص کنید. فرض نکنید مونتاژکننده خودش متوجه خواهد شد.“
۳) موادی را انتخاب کنید که مونتاژ و خستگی را در نظر داشته باشند.
انتخاب مواد در سازههای انعطافپذیر اهمیت بسیار بیشتری نسبت به سازههای صلب دارد.
فیلم پایه:
پلیمید به دلیلی گزینهٔ پیشفرض است. مقاومت در برابر حرارت، پایداری ابعادی مناسب و پشتیبانی گسترده در تولید.
ورق مسی:
مس نوردشدهٔ آنیلشده (RA) معمولاً برای انعطافپذیری دینامیکی ترجیح داده میشود زیرا در برابر خمشهای مکرر بهتر از مس رسوبشده الکتریکی (ED) مقاومت میکند. RA انعطافپذیری بیشتری دارد و کمتر در معرض ترکخوردگی تحت خستگی قرار میگیرد.
سیستم چسب:
چسبهای اکریلیک میتوانند از نظر مکانیکی انعطافپذیر باشند، اما میتوانند رطوبت را جذب کرده و بر قابلیت اطمینان تأثیر بگذارند. سازههای بدون چسب میتوانند عملکرد را بهبود بخشند، اما هزینه و در دسترس بودن تغییر میکنند.
نهایی سطح:
ENIG و Immersion Silver گزینههای رایجی هستند چون بهخوبی لحیمپذیرند و از خوردگی محافظت میکنند. مسئله این نیست که سایر پوششها کار نکنند، بلکه محصولات انعطافپذیر اغلب در محیطهای سختتری قرار میگیرند و شما میخواهید قابلیت لحیمپذیری قابلپیشبینی داشته باشید.
۴) رطوبت و نگهداری را نادیده نگیرید
PI میتواند نسبت به رطوبت حساس باشد. رطوبت بههمراه ریفلو میتواند مشکلاتی مانند جداشدگی لایهها یا اثرات “پاپکورنینگ” و همچنین تغییر ابعاد ایجاد کند.
پس شما الزاماتی مانند زیر را خواهید دید:
- انبارداری با رطوبت کنترلشده
- مراحل پخت قبل از مونتاژ
- مدیریت مناسب MSL برای قطعات و گاهی اوقات برای پنلهای انعطافپذیر نیز
و اگر محصول در معرض رطوبت طولانیمدت قرار گیرد، آن را در نظر بگیرید. پوشش فرمگیر و در صورت لزوم، از مواد با درجه بالاتر استفاده شود.
۵) طراحی برای ابزارهای حامل
این مورد زیرکانه است. شریک مونتاژ شما ممکن است برای پردازش پنل به ابزار حامل سخت نیاز داشته باشد و طرح کلی پنل، سوراخهای ابزار، زبانههای شکست و نواحی ممنوعه بر سهولت این کار تأثیر میگذارند.
اگر در حال کار با BGAهای با گام ریز یا کانکتورهای با گام تنگ روی بردهای انعطافپذیر هستید، انتظار داشته باشید که سازنده درخواست کند:
- ایجاد سوراخها یا نشانگرهای مرجع در نواحی پایدار
- ریلهای پانل
- تعریف نواحی ممنوعه برای مکش یا گیرهگذاری
- گاهی چسبندگی موقت به یک حامل (وابسته به فرآیند)
هرچه زودتر در این مورد همراستا شوید، بعدها کمتر با شگفتیهایی از قبیل “چرا این NRE اینقدر بالا است” مواجه خواهید شد.
روند واقعی مونتاژ PCB انعطافپذیر (گام به گام)
FPCA جریان استاندارد SMT را دنبال میکند، اما با تثبیت اضافی و مراقبت ویژه در مورد دما و جابجایی. یک توالی معمولی به این صورت است.
۱) آمادهسازی
اینجا جایی است که سازنده برد را برای موفقیت آماده میکند.
- بازرسی ورودی پنلهای انعطافپذیر
- کنترل رطوبت و پیشپخت به میزان لازم
- تأیید وضعیت پرداخت سطح و قابلیت لحیمپذیری
- بازبینی تراکم، محلهای صلبکننده، نواحی خمش
پیشپختن برای کاهش رطوبت و بهبود پایداری ابعادی رایج است. همچنین به کاهش جابجایی در حین ریفلو کمک میکند.
۲) تثبیت روی حاملهای صلب
این قلب مونتاژ فلکس است.
پنل انعطافپذیر به یک پالت حامل، فیکسچر یا صفحه ابزار سخت متصل میشود تا در طول چاپ، قراردهی و ریفلو صاف و پایدار باقی بماند.
روشهای مختلفی وجود دارد: گیرهگذاری مکانیکی، حاملهای خلأ، چسباندن موقت، پالتهای سفارشی. هدف همیشه یکسان است: بدون چینوچروک، بدون بلند شدن، بدون جابهجایی.
پایداری خارجی مداوم در اینجا اساسی است، بهویژه اگر قطعات با فاصلهی ریز را در جایی قرار میدهید که ناهماهنگی اندک میتواند فاجعهآمیز باشد.
۳) چاپ خمیر لحیم
چاپ خمیر روی فلکس دشوار است زیرا حجم خمیر به تماس یکنواخت شابلون و صافی برد بستگی دارد.
کنترلهای مشترک:
- تنظیم فشار تیغ پاککن سفتتر (اما نه آنقدر زیاد که باعث اعوجاج پنل شود)
- تنظیمات طراحی شابلون برای فاصلهی ریز
- گاهی شابلونهای پلهای، جایی که نیاز به تغییر ضخامت است.
- فیوچیالهای پایدار و همترازی خوب بینایی
اگر روی برد انعطافپذیر پلهای لحیم ببینید، اغلب مربوط به خمیر لحیم است. یا خمیر بیش از حد است، یا بهخاطر اندکی جابهجایی پخش شده است.
۴) قراردهی و برداری با سیستمهای بینایی
قراردهی معمولاً با انتخاب و قراردهی هدایتشده توسط بینایی انجام میشود. باربر مجدداً پنل را ثابت نگه میدارد.
مسائلی که در اینجا ظاهر میشوند:
- بالا آمدن انعطافپذیر در لبهها، ایجاد تغییر در ارتفاع
- کمی کشش پنل باعث خطای جایگذاری تجمعی میشود.
- چالشهای مکش وکیوم اگر برد به طور کامل پشتیبانی نشود
خطوط بهتر از بینایی پیشرفته و جبران استفاده میکنند، اما مکانیکهای خوب هنوز هم اهمیت بیشتری دارند.
۵) لحیمکاری مجدد (معمولاً کندتر، خنکتر)
کنترل حرارتی موضوع مهمی است. مواد انعطافپذیر و چسبها ممکن است دمای انتقال شیشهای (Tg) پایینتری داشته باشند یا رفتار حرارتی متفاوتی نسبت به مونتاژهای FR4 از خود نشان دهند. همچنین میخواهید از اتصالات لحیم در برابر تنش اضافی محافظت کنید.
بنابراین پروفایلهای ریفلو برای فلیکس اغلب:
- کاهش دمای اوج تا حد امکان
- شیبهای کندتر
- خیسکاری طولانیتر برای کاهش شوک حرارتی
- خنککاری کنترلشده
برخی تولیدکنندگان از فرهای اختصاصی یا پروفایلهای اختصاصی برای انعطافپذیری استفاده میکنند تا از آلودگی متقابل فرضیات فرآیند جلوگیری کنند.
اینجاست که ریجید فلکس به دستهبندی مستقل خود تبدیل میشود. بخشهای ریجید و فلکس به شکل متفاوتی منبسط میشوند. اگر پروفایل بیش از حد تهاجمی باشد، برد ممکن است تاب بردارد یا نواحی انتقالی تحت فشار قرار گیرند. مهاربندها میتوانند کمک کنند، اما همچنان پروفایل باید مناسب باشد.
۶) مراحل نهایی (سختکنندهها، قطعات با سوراخ عبوری، عملیات ثانویه)
بسته به طراحی، مراحل پس از ریفلو میتواند شامل موارد زیر باشد:
- در صورت عدم نصب قبلی، ضمیمهٔ سختکننده را نصب کنید.
- نصب و لحیمکاری قطعات با سوراخهای عبوری
- مراحل مونتاژ کانکتور
- تقویت مکانیکی، افزودنیهای کاهش تنش
سختکنندهها را میتوان قبل از SMT یا بعد از آن نصب کرد، بسته به اینکه چه نوع سختکنندهای باشند و مونتاژ چه نیازی داشته باشد. همیشه یک روش استاندارد واحد وجود ندارد.
۷) ابزارسازی
فلکس از پالت حامل یا روش حامل موقت جدا میشود. این مرحله باید با ملایمت انجام شود. در صورت جدا کردن خشن یا استفاده از چسبهای بیش از حد قوی، ممکن است ردها آسیب ببینند، پدها کنده شوند یا فلکس تغییر شکل یابد.
۸) بازرسی (AOI، گاهی AXI)
AOI رایج است، اما انعطافپذیری میتواند بازرسی را دشوارتر کند زیرا بازتابها و انحنای جزئی تصویربرداری را تغییر میدهند. پایههای مناسب نیز کمک میکنند تا در حین بازرسی سطح صاف باقی بماند.
AXI میتواند برای اتصالات پنهان (مانند BGAها) استفاده شود، اما در طراحیهای انعطافپذیر اغلب به دلایل واضح از بستههای پرخطر در نواحی بسیار انعطافپذیر اجتناب میکنند.
۹) تست الکتریکی
در آزمون مدار، با پروب پروازی یا نگهدارندههای سفارشی بسته به حجم و دسترسی.
ابزارهای تست برای فلکس میتوانند گرانتر باشند چون به پشتیبانی کنترلشده نیاز دارید. یک انتهای شل با پدهای تست برای پینهای پوگو خوشایند نیست.
۱۰) پوشش کونفورمال (در صورت نیاز)
مدارهای انعطافپذیر اغلب در محیطهایی قرار دارند که رطوبت و خوردگی تهدیدهای واقعی هستند. پوشش تطبیقی به کاهش این تهدیدها کمک میکند:
- خوردگی
- مسیرهای نشت
- انحراف پارامترهای الکتریکی ناشی از قرار گرفتن در معرض رطوبت
با این حال، فرایند اعمال این پوشش با چالشهای ویژهای همراه است. برای مثال، کانکتورها باید بهدرستی ماسک شوند و نواحی خمشونده باید مدنظر قرار گیرند، زیرا بسته به ترکیب شیمیایی پوشش، ممکن است در هنگام خمشهای دینامیکی ترک بخورد. همچنین ضروری است که الزامات ضخامت و پوشش بهوضوح مشخص شوند.
برای سادهسازی این فرایند، ارزش دارد که پتانسیل خودکارسازی آن را بررسی کنیم. بازرسی پوشش تطبیقی. اتوماسیون میتواند بهطور قابلتوجهی کارایی و دقت را در مرحله بازرسی افزایش دهد.
۱۱) پردازش نهایی
این میتواند شامل جداسازی تکتایی، تا کردن، شکلدهی، مراحل نهایی یکپارچهسازی مکانیکی، برچسبگذاری، بستهبندی و حملونقل با محافظت در برابر رطوبت باشد.
عیوب رایج مونتاژ فلیکس (و دلایل وقوع آنها)
اگر در حال عیبیابی بازده هستید، اینها مظنونان همیشگی هستند.
پلهای لحیم
اغلب ناشی از مشکلات حجم خمیر یا ناهماهنگی بهدلیل تغییر ابعادی است. پنلهای انعطافپذیر اگر بهطور کامل تثبیت نشده باشند، ممکن است کمی کشیده یا جابهجا شوند و این باعث میشود که یک دهانهٔ شابلون ایمن به یک مشکل پلزنی تبدیل شود.
پدهای بلند شده
بسترهای فلیکسیبل و سیستمهای چسبندگی مس میتوانند نسبت به حرارت و دستکاری مکانیکی حساستر باشند. داغ شدن بیش از حد، بازکاری بیش از حد تهاجمی یا ضعف چسبندگی لایه پایه میتواند منجر به بلند شدن پدها شود.
نقطههای لحیم ترکخورده
یک مشکل کلاسیک در قابلیت اطمینان انعطافپذیری. معمولاً در نزدیکی نواحی خمش یا در گذرگاههای سخت ظاهر میشود که برد خم میشود و محل لحیمکاری تنش را تحمل میکند. همچنین میتواند ناشی از شوک حرارتی و اثرات ناسازگاری ضریب انبساط حرارتی باشد، بهویژه در نواحی گذار ریجید-فلکس.
عیبهای باز و متناوب
این ترکها میتوانند از ریزترکها، خیسشدن ناکافی یا جابهجایی در حین ریفلو ناشی شوند. گاهی لحیمکاری ظاهراً سالم به نظر میرسد اما بعداً تحت ارتعاش یا خمش از کار میافتد که بدترین نوع خرابی است زیرا در آزمون اولیه قبول شده است.
قابلیت اطمینان: نحوه خرابی مونتاژهای انعطافپذیر در دنیای واقعی
بردهای مدار چاپی انعطافپذیر از این نظر مقاوم هستند که در بسیاری از موارد در برابر لرزش و ضربه بهتر از اتصالات سخت دوام میآورند. اما الگوهای خرابی تغییر میکنند.
- خستگی محل لحیم این یکی بزرگ است، بهویژه نزدیک پیچها.
- خستگی ردیابی مس ممکن است در صورت کوچک بودن شعاع خمش یا نادرست بودن نوع مس رخ دهد.
- لایهزدایی ممکن است به دلیل رطوبت و گرما، یا انتخابهای ضعیف در چیدمان لایهها رخ دهد.
- خوردگی و نشت در محیطهای مرطوب، در صورت عدم محافظت، ممکن است رخ دهد.
اقدامات کاهش که واقعاً مؤثر هستند:
- اجزاء را از خمشهای دینامیکی دور نگه دارید
- برای کاربردهای خمکاری مکرر از مس RA استفاده کنید.
- کنترل شعاع خمش و جهت خمش
- انبارداری با رطوبت کنترلشده و پیشپخت قبل از مونتاژ
- پوشش محافظ تطبیقی، هرگاه محیط ایجاب کند
- روکشهای سطحی مقاوم در برابر خوردگی را انتخاب کنید (ENIG و نقره غوطهوری از موارد رایج هستند)
- از پروفایلهای حرارتی تهاجمی اجتناب کنید و در صورت امکان از ریفلو کندتر با دمای پایین استفاده کنید.
عوامل هزینه در مونتاژ PCB انعطافپذیر (چرا FPCA به ندرت “ارزان” است)
هزینه Flex PCBA فقط به “گرانتر بودن برد” خلاصه نمیشود. هزینه مونتاژ هم افزایش مییابد.
مهندسی غیرتکرار (NRE) برای ابزارهای حامل
Pure flex معمولاً به پالتهای حامل سخت، بستهای سفارشی و گاهی چندین بست برای مراحل مختلف نیاز دارد. هزینه طراحی و ساخت آن اغلب یکباره (NRE) است، اما میتواند قابلتوجه باشد.
و اگر طراحی تغییر کند و ابزارها دیگر مناسب نباشند، ممکن است دوباره هزینه پرداخت کنید. به همین دلیل همراستایی زودهنگام DFM اهمیت دارد.
مواد تخصصی
پایه پیآی، چسبها، سختکنندهها، فیلمهای محافظ، پرداختهای سطحی ویژه. اینها هزینه را افزایش میدهند و همچنین پیچیدگی تدارکات را بالا میبرند.

کاهش نرخ جریان و بازده
مدیریت فلیکس کندتر است، مراحل تثبیت زمان میافزایند و پنجرهٔ فرآیند میتواند باریکتر باشد. بنابراین شما دریافت میکنید:
- افزایش زمانهای چرخه
- در صورت تنظیم نبودن فرآیند، احتمالاً نواقص بیشتری ایجاد میشود.
- نقاط تماس دستی بیشتر
حتی اگر خط SMT خودکار باشد، فلکس اغلب نیازمند توجه بیشتری است.
محدودیتهای پروفایل حرارتی
پروفایلهای اختصاصی، گاهی اوقات کورهٔ اختصاصی، بازپخت آهستهتر. این یک هزینهٔ پنهان است، اما در برنامهریزی کارخانه و هزینهٔ هر واحد نمود پیدا میکند.
از نمونه اولیه تا تولید: یک مسیر عملی
اگر در فلکس تازهکار هستید، قبل از دریافت بازخورد واقعی ساخت، به راحتی ممکن است طراحی را بیش از حد بهینهسازی کنید. رویکرد بهتر:
- تولیدکننده خود را از همان ابتدا در فرایند نمونهسازی درگیر کنید.
- بپرسید چگونه قصد دارند پنل را تثبیت کنند. بپرسید کجا به سوراخها یا ریلهای ابزار نیاز دارند. بپرسید دربارهٔ محل قرارگیری سختکنندهها.
- اعتبارسنجی رفتار خمش و قابلیت اطمینان اتصال لحیمشده
- آزمایش خمش را روی مونتاژهای واقعی انجام دهید، نه فقط روی کابلهای انعطافپذیر بدون مونتاژ. اگر قابل پوشیدن است، مثل یک دستگاه پوشیدنی آن را آزمایش کنید.
- قبل از اندازهگیری، استک مکانیکی و اتصالات را قفل کنید.
- وقتی به حجم میرسید، طراحی قطعه و حامل به بخش اصلی تولید تبدیل میشود. آن را پایدار کنید.
- کنترلهای محیطی را بهعنوان الزامات اضافه کنید، نه پیشنهادها.
- رطوبت انبار، بستهبندی، پوششدهی، نیازمندیهای پخت. آن را در مشخصات درج کنید.
ملاحظات در انتخاب شریک تولیدی (و اینکه چرا برخی کارگاهها عملکرد بهتری دارند)
مونتاژ فلیکس یکی از حوزههایی است که یک “کارگاه معمولی SMT” میتواند آن را انجام دهد، اما نتایج بهشدت متغیر است.
یک تولیدکننده توانمند در ساخت قطعات انعطافپذیر معمولاً دارای موارد زیر است:
- روندهای کاری ابزارگذاری اثباتشده برای حامل
- روشهای جابجایی تخصصی برای پنلهای نازک PI
- تجربه با پروفایلهای ریفلو کند و دمای پایین
- گیرههای بازرسی و آزمون طراحیشده برای انعطافپذیری
- بازخورد DFM بهطور خاص برای نواحی خم، سختکنندهها و انتخاب مواد
JLCPCB اغلب بهعنوان گزینهای قابلاعتماد برای مونتاژ PCB انعطافپذیر مطرح میشود، عمدتاً به این دلیل که آنها یکپارچگی عمودی قوی و فرآیندهای تثبیتشده برای کار با زیرلایههای انعطافپذیر دارند، بهعلاوه توانایی تنظیم پروفایلهای حرارتی و مقیاسپذیری از نمونه اولیه تا تولید انبوه بدون اینکه کل فرآیند حالت تجربی داشته باشد. این یکپارچگی عمودی اهمیت بیشتری دارد تا آنچه مردم فکر میکنند، زیرا ساختار و انتخابهای مونتاژ در PCB انعطافپذیر بهطور جداییناپذیری به هم مرتبط هستند.
(با این حال، همیشه دقیقاً استکآپ، نیازمندیهای سفتی و کاربرد خمش خود را ارسال کنید. انعطافپذیری یک اندازه برای همه نیست.)
یک چکلیست سریع پیش از ارسال طراحی فلکس به مونتاژ
اگر میخواهید یک سنجش ساده داشته باشید، این هم از آن.
- قطعات از نواحی خمش دینامیکی دور نگه داشته میشوند.
- شعاع خمش و جهت خمش تعریف شدهاند.
- سختکنندهها با جنس، ضخامت، طرح کلی و یادداشتهای محل قرارگیری تعریف میشوند.
- نوع مس بهطور عمد انتخاب میشود (RA در صورت خمش دینامیکی).
- پایانکاری سطح با در نظر گرفتن قابلیت لحیمپذیری و خوردگی انتخاب میشود.
- پانلبندی و سوراخهای ابزارگذاری از نصب حامل و همترازی دقیق پشتیبانی میکنند.
- نیازمندیهای جابجایی رطوبت مستندسازی شدهاند (انبارداری، پیشپخت).
- انتظارات پروفایل ریفلو مورد بحث قرار میگیرد (دمای پایین، شیب کند در صورت نیاز).
- دسترسی برای بازرسی و آزمون با استفاده از بستههای نصب واقعگرایانه اعتبارسنجی میشود.
- حفاظت از محیط زیست تعریف شده است (در صورت نیاز پوشش محافظ تطبیقی).
خلاصه کردن
مونتاژ PCB انعطافپذیر اساساً SMT بهعلاوه مهندسی مکانیک بهعلاوه علم مواد, ، همه مجبور به رعایت یک برنامهٔ زمانی یکسان شدند.
اگر فقط یک چیز را به خاطر بسپارید، این باشد: فلکس مانند یک تخته رفتار نمیکند، بلکه مانند یک ماده رفتار میکند. بنابراین موفقیت در مونتاژ از کنترل آن ماده از طریق تثبیت حاصل میشود., پروفایلهای حرارتی, ، و تصمیمات طراحی هوشمندانهای مانند سختکنندهها و محدودکنندههای خمش.
این کار را انجام دهید و PCBهای انعطافپذیر طراحیهایی را ممکن میسازند که بردهای سخت قادر به انجامشان نیستند. پوشیدنیها، ابزارهای پزشکی، ماژولهای فشرده، چیزهایی که تا میشوند، پیچیده میشوند و در محصول ناپدید میگردند. این همان نکته است. کار مونتاژ فقط هزینهٔ ورود است.
پرسشهای متداول (سوالات پرتکرار)
مونتاژ برد مدار چاپی انعطافپذیر (Flex PCB) چیست و چه تفاوتی با مونتاژ برد مدار چاپی صلب (rigid PCB) دارد؟
مونتاژ برد مدارچاپی انعطافپذیر (FPCA) فرایندی است که در آن قطعات بهطور مستقیم روی زیرلایه مدار انعطافپذیر نصب میشوند، که معمولاً از یک فیلم پایه پلیآمید (PI) نازک با ورق مسی تشکیل شده است. برخلاف بردهای مدارچاپی صلب که صاف و پایدار هستند، بردهای مدارچاپی انعطافپذیر خم میشوند، منبسط و منقبض میشوند، رطوبت جذب میکنند و ممکن است در حین مونتاژ چروکیده یا بلند شوند. این امر پایدارسازی را در مراحل چاپ، قراردهی، ریفلو، بازرسی و تست ضروری میسازد تا کیفیت تضمین شود.
تفاوت بردهای مدار چاپی فلیکس خالص و فلیکس سخت در چالشهای مونتاژ آنها چیست؟
بردهای مدار چاپی انعطافپذیر خالص (Pure flex PCBs) بهدلیل انعطافپذیریشان نیاز به پالتهای حامل سخت یا صفحات ابزار دارند تا پنل در تمام مراحل مانند چاپ، برداری و قراردهی (pick and place) و ریفلو (reflow) صاف باقی بماند. این امر منجر به افزایش زمان چرخه و بروز عیوب مکرر مانند تاماستونینگ (tombstoning) یا قطع اتصال (opens) میشود. بردهای مدار چاپی انعطافپذیر سخت (Rigid flex PCBs) دارای بخشهای سخت FR4 هستند که پایداری مکانیکی را فراهم میکنند، اما در نواحی انتقالی که مواد مختلف در برابر حرارت بهطور متفاوت منبسط میشوند، چالشهایی ایجاد میکنند و در صورت عدم کنترل دقیق، ممکن است دچار تنش، تابخوردگی یا جداشدگی لایهها (delamination) شوند.
بردهای مدار چاپی انعطافپذیر (Flex PCB) معمولاً در کجا استفاده میشوند و چرا نسبت به بردهای مدار چاپی صلب ترجیح داده میشوند؟
بردهای مدار چاپی انعطافپذیر (Flex PCB) بهطور گسترده در پوشیدنیهای هوشمند، ابزارهای پزشکی، لوازم الکترونیکی مصرفی، ماژولهای خودرویی، صنایع هوافضا و کاربردهای دفاعی استفاده میشوند. این بردها امکان طراحیهای فشرده با بدنههای منحنی و بستهبندیهای تنگ را فراهم میکنند که بردهای مدار چاپی سخت قادر به جایگیری در آنها نیستند. انعطافپذیری آنها اجازه میدهد چیدمانهای نوآورانهای متناسب با نیازهای طراحی صنعتی ایجاد شود و در عین حال در برابر لرزش، نوسانات دمایی و حرکت، قابلیت اطمینان بالایی ارائه دهند.
چرا باید اتصالات لحیمشده در طراحی PCB انعطافپذیر از نواحی خمش دور نگه داشته شوند؟
قلع لحیم انعطافپذیر نیست و هنگام خمش به نقطه خستگی تبدیل میشود. در حالی که ردههای مسی میتوانند خمش را تحمل کنند، بهویژه با ضخامت مناسب ورق، اتصالات قلع لحیم در نزدیکی نواحی خمش دینامیکی در معرض ترکخوردگی یا شکست قرار دارند. بنابراین برای افزایش دوام، بهویژه در مدارهایی که در حین استفاده مکرراً خم میشوند، باید از قرار دادن قطعات، ویازها یا گذرگاههای سفت در این نواحی خودداری کرد.
چه قواعد طراحی کلیدی برای بهبود قابلیت اطمینان مونتاژ PCB انعطافپذیر وجود دارد؟
قوانین کلیدی طراحی شامل دور نگه داشتن محلهای لحیمکاری از نواحی خمش دینامیکی برای جلوگیری از شکستهای ناشی از خستگی؛ برنامهریزی برای stiffeners در مراحل اولیه طراحی؛ در نظر گرفتن عوامل سهبعدی مانند موقعیت محور خنثی و شعاع خمش؛ اطمینان از پشتیبانی مکانیکی مناسب در حین مونتاژ؛ و انتخاب مواد مناسب که تفاوتهای انبساط حرارتی را بهویژه در گذرگاههای rigid-flex تحمل کنند.
جریان تولید مونتاژ PCB انعطافپذیر چگونه بر هزینه و بازده تأثیر میگذارد؟
جریان تولید مونتاژ PCB انعطافپذیر شامل مراحل تثبیت اضافی مانند استفاده از پالتهای حامل برای بردهای کاملاً انعطافپذیر یا پروفایلکردن حرارتی دقیق برای بردهای سخت-انعطافپذیر است تا از تابخوردگی یا جداشدگی لایهها جلوگیری شود. این مراحل اضافی در جابجایی، زمان چرخه را کند کرده و پیچیدگی را افزایش میدهند که میتواند هزینهها را بالا ببرد. اگر فرآیندها بهطور دقیق کنترل نشوند، اغلب بهدلیل تغییر حجم خمیر، جابهجایی محل قرارگیری قطعات، پدیده تاماستونینگ یا آسیب در نواحی انتقالی، تلفات بازده رخ میدهد.