
















Τα ανοικτά και βραχυκυκλώματα στα ίχνη των PCB είναι προβλήματα που σχεδόν κάθε κατασκευαστής PCB αντιμετωπίζει σχεδόν καθημερινά. Τα προβλήματα αυτά απασχολούν το προσωπικό παραγωγής και ποιότητας. Προκαλούν χαμένες ποσότητες αποστολής, επιπλέον επανεπεξεργασία, καθυστερήσεις στην παράδοση και παράπονα πελατών. Πρόκειται για δύσκολα προβλήματα στη βιομηχανία. Έχω πάνω από 20 χρόνια εργασιακής εμπειρίας στον Κατασκευή PCB βιομηχανία. Εργάστηκα κυρίως στη διαχείριση παραγωγής, τη διαχείριση ποιότητας, τον έλεγχο διαδικασιών και τον έλεγχο κόστους. Έχω αποκτήσει κάποια εμπειρία στη διόρθωση ανοικτών και βραχυκυκλωμάτων σε PCB. Τώρα τα γράφω αυτά ως περίληψη για να τα συζητήσουν οι συνάδελφοι. Ελπίζω ότι το προσωπικό παραγωγής και ποιότητας μπορεί να το χρησιμοποιήσει ως αναφορά.
1. Ταξινόμηση των κύριων αιτιών των ανοικτών κυκλωμάτων PCB
Αρχικά ομαδοποιούμε τις κύριες αιτίες των ανοικτών κυκλωμάτων PCB στους ακόλουθους τομείς:
Τώρα παραθέτουμε τις αιτίες και τους τρόπους βελτίωσης, ανά κατηγορία:
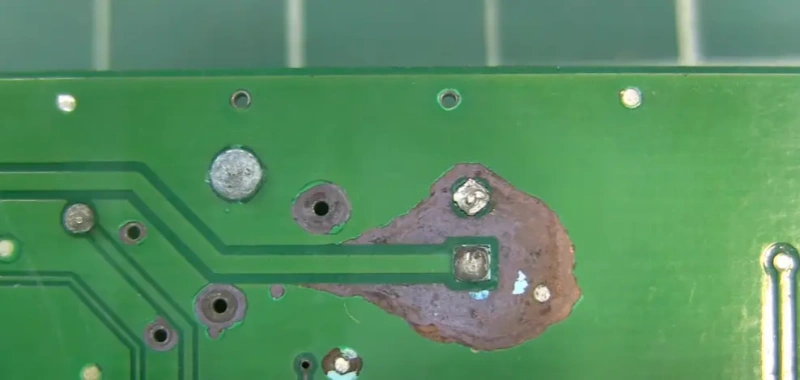
2. Ανοιχτά κυκλώματα που προκαλούνται από εκτεθειμένο υλικό βάσης (γρατζουνιά από φύλλο αλουμινίου)
Το έλασμα με επένδυση χαλκού (CCL) έχει ήδη γρατσουνιές πριν εισέλθει στην αποθήκευση.
Το CCL γρατζουνιέται κατά τη διαδικασία κοπής.
Το CCL γρατζουνιέται από τα τρυπάνια κατά τη διάρκεια της γεώτρησης.
Το CCL γρατζουνιέται κατά τη μεταφορά.
Μετά από χαλκό χωρίς ηλεκτρόλυση, όταν στοιβάζονται, οι πλακέτες αποκτούν επιφανειακά χτυπήματα λόγω λανθασμένου χειρισμού.
Κατά τη διάρκεια της παραγωγής, όταν οι πλάκες περνούν από μια οριζόντια μηχανή, το φύλλο επιφάνειας γρατζουνιέται.
2.1 Μέθοδοι βελτίωσης:
Πριν από την είσοδο στην αποθήκη, το εισερχόμενο CCL πρέπει να ελέγχεται επιτόπου από το IQC (έλεγχος ποιότητας εισερχομένων). Ελέγξτε την επιφάνεια της πλακέτας για γρατσουνιές και εκτεθειμένο υλικό βάσης. Εάν διαπιστώσετε ζημιές, επικοινωνήστε εγκαίρως με τον προμηθευτή και λάβετε τα κατάλληλα μέτρα ανάλογα με την κατάσταση.
Εάν το CCL γρατζουνιστεί κατά την κοπή, η κύρια αιτία είναι τα σκληρά αιχμηρά αντικείμενα στο τραπέζι κοπής. Όταν το CCL τρίβεται πάνω στο σκληρό αντικείμενο, το φύλλο χαλκού γρατζουνιέται και το βασικό υλικό αποκαλύπτεται. Καθαρίστε λοιπόν καλά το τραπέζι κοπής πριν από την κοπή. Βεβαιωθείτε ότι το τραπέζι είναι λείο και ότι δεν παραμένουν σκληρά αιχμηρά αντικείμενα.
Εάν το CCL γρατζουνιστεί από τα τρυπάνια κατά τη διάρκεια της διάτρησης, οι κύριοι λόγοι είναι οι φθαρμένες δαγκάνες ή η βρωμιά στο εσωτερικό της δαγκάνας. Μια βρώμικη ή φθαρμένη τσιμπίδα δεν μπορεί να συγκρατήσει σφιχτά το τρυπάνι. Το τρυπάνι μπορεί να κάθεται χαμηλότερα από το ρυθμισμένο μήκος και το εργαλείο μπορεί να μην ανυψώνεται αρκετά κατά τις κινήσεις. Όταν το μηχάνημα κινείται, το άκρο μπορεί να ξύσει το φύλλο χαλκού και να εκθέσει το βασικό υλικό.
α) Αντικαταστήστε τις δαγκάνες ανάλογα με τον αριθμό των αλλαγών εργαλείων ή όταν η δαγκάνα παρουσιάζει φθορά.
β) Καθαρίζετε τακτικά τις δαγκάνες σύμφωνα με τις οδηγίες εργασίας για να βεβαιωθείτε ότι δεν παραμένουν ρύποι στο εσωτερικό τους.
Οι σανίδες γρατζουνίστηκαν κατά τη μεταφορά:
α) Κατά τη μετακίνηση σανίδων, οι εργαζόμενοι μπορεί να σηκώνουν πολλές σανίδες ταυτόχρονα ή το φορτίο μπορεί να είναι πολύ βαρύ. Τότε σέρνουν τις σανίδες αντί να τις σηκώνουν. Οι γωνίες των σανίδων και η επιφάνεια των σανίδων τρίβονται και γρατζουνίζονται.
β) Κατά την τοποθέτηση των πινάκων, αν δεν είναι στοιβαγμένοι με τάξη, οι άνθρωποι μπορεί να τους σπρώξουν δυνατά για να τους τακτοποιήσουν. Αυτό προκαλεί τριβές μεταξύ των σανίδων και γρατζουνιές.
Μετά την ηλεκτρολυτική επιμετάλλωση χαλκού ή την ηλεκτρολυτική επιμετάλλωση πλήρους επιφάνειας, οι πλακέτες μπορεί να γρατσουνιστούν κατά τη στοίβαξη λόγω λανθασμένου χειρισμού:
Όταν οι πλακέτες στοιβάζονται μετά από ηλεκτρολυτικό χαλκό ή μετά από πλήρη ηλεκτρολυτική επίστρωση, πολλές πλακέτες μαζί δημιουργούν βάρος. Όταν μια στοίβα τοποθετείται κάτω, οι γωνίες των πλακετών μπορεί να χτυπήσουν προς τα κάτω και με τη βαρύτητα και την ταχύτητα δημιουργούν ισχυρό αντίκτυπο στις επιφάνειες των πλακετών. Αυτό μπορεί να χαράξει την επιφάνεια και να εκθέσει το βασικό υλικό.
Οι πίνακες παραγωγής γρατζουνίζονται όταν περνούν από οριζόντια μηχανή:
α) Η πλάκα στοπ της μηχανής λείανσης ή λείανσης μπορεί να ακουμπήσει την επιφάνεια της πλακέτας. Η άκρη της πλάκας μπορεί να είναι ανομοιόμορφη και να έχει αιχμηρά αντικείμενα. Όταν η πλακέτα περνάει, η επιφάνεια γρατζουνιέται.
β) Ένας άξονας μετάδοσης κίνησης από ανοξείδωτο χάλυβα μπορεί να υποστεί ζημιά και να σχηματίσει αιχμηρό σημείο. Όταν περνάει η πλακέτα, το σημείο αυτό γρατζουνάει το χαλκό και αποκαλύπτει τη βάση.
Συνοπτικά, οι γρατζουνιές που εκθέτουν το βασικό υλικό μετά από ηλεκτρολυτικό χαλκό είναι ευκολότερο να βρεθούν σε ίχνη εάν εμφανίζονται ως ανοικτές γραμμές ή κενά. Εάν όμως η γρατζουνιά συμβεί πριν από τον ηλεκτρολυτικό χαλκό, τότε ο ηλεκτρολυτικός χαλκός μπορεί να εναποθέσει χαλκό πάνω από τη γρατζουνιά. Το φύλλο χαλκού στο ίχνος θα είναι πολύ λεπτότερο σε εκείνο το σημείο. Αργότερα στις δοκιμές ανοικτού/βραχυχρόνιου σημείου αυτό είναι δύσκολο να βρεθεί. Όταν ο πελάτης χρησιμοποιεί την πλακέτα, ένα υψηλό ρεύμα μπορεί να κάψει το ίχνος και να προκαλέσει ένα άνοιγμα. Ο κρυμμένος κίνδυνος ποιότητας και η οικονομική απώλεια μπορεί να είναι μεγάλη.
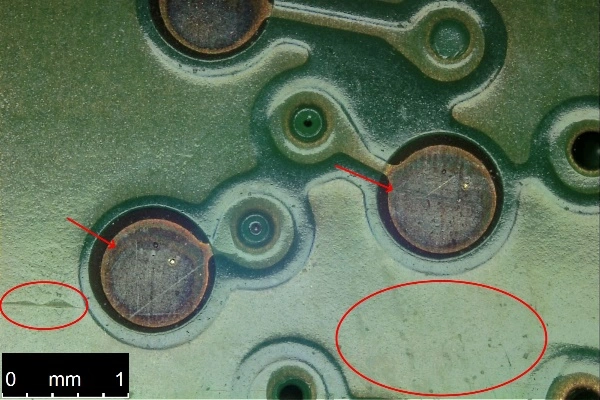
3. Ανοιχτά κυκλώματα που προκαλούνται από έλλειψη επιμετάλλωσης οπών (μη επιμετάλλωση οπών)
Δεν υπάρχει επιμετάλλωση οπών κατά τη διάρκεια του χαλκού χωρίς ηλεκτρόλυση.
Το λάδι που παραμένει στις οπές δεν προκαλεί επικάλυψη των οπών.
Η υπερβολική μικρο-έκτρωση δεν προκαλεί επιμετάλλωση οπών.
Η κακή επιμετάλλωση δεν προκαλεί επιμετάλλωση οπών.
Το τρυπάνι καίει τις τρύπες ή η σκόνη μπλοκάρει τις τρύπες και δεν προκαλεί επιμετάλλωση των οπών.
3.1 Μέτρα βελτίωσης:
Δεν υπάρχει επιμετάλλωση οπών κατά τη διάρκεια του χαλκού χωρίς ηλεκτρόλυση:
α) Πρόβλημα με το βελτιωτικό τρύπας: Εάν η χημική ισορροπία του βελτιωτικού τρύπας είναι λανθασμένη ή το διάλυμα είναι κακό, οι ηλεκτρικές ιδιότητες του τοιχώματος της τρύπας δεν αλλάζουν όπως απαιτείται. Το βελτιωτικό τρύπας είναι να ρυθμίζει την ηλεκτρική ιδιότητα της μονωτικής βάσης στο τοίχωμα της τρύπας, έτσι ώστε τα ιόντα παλλαδίου να προσροφώνται καλά και ο άηχος χαλκός να μπορεί να καλύψει πλήρως. Εάν η συγκέντρωση του βελτιωτικού οπής δεν είναι ισορροπημένη ή έχει λήξει, δεν μπορεί να γίνει επιμετάλλωση οπής.
β) Ενεργοποιητής: Τα κύρια συστατικά του ενεργοποιητή περιλαμβάνουν παλλάδιο (Pd), οργανικά οξέα, ταννιούχα ιόντα και χλωρίδια. Για την ομοιόμορφη εναπόθεση παλλαδίου στο τοίχωμα της οπής πρέπει να ελέγχονται πολλές παράμετροι. Για το παράδειγμά μας με τον ενεργοποιητή:
i) Διατηρήστε τη θερμοκρασία στους 35-44°C. Εάν η θερμοκρασία είναι πολύ χαμηλή, η πυκνότητα του παλλαδίου στο τοίχωμα της οπής είναι χαμηλή και ο χαλκός χωρίς ηλεκτρόλυση δεν καλύπτεται πλήρως. Εάν η θερμοκρασία είναι πολύ υψηλή, οι αντιδράσεις γίνονται πολύ γρήγορα και το κόστος του υλικού αυξάνεται.
ii) Διατηρήστε τη συγκέντρωση (μετρούμενη με βάση το χρώμα ή την ισχύ) σε 80%-100%. Εάν η συγκέντρωση είναι χαμηλή, η πυκνότητα του παλλαδίου είναι χαμηλή και ο χαλκός χωρίς ηλεκτρόλυση δεν καλύπτει πλήρως. Εάν η συγκέντρωση είναι υψηλή, η αντίδραση είναι πολύ γρήγορη και το κόστος των υλικών αυξάνεται.
iii) Κατά τη διάρκεια της παραγωγής, διατηρήστε το διάλυμα ενεργοποιητή. Εάν είναι έντονα μολυσμένο, το παλλάδιο στο τοίχωμα της οπής δεν θα είναι πυκνό και ο μετέπειτα άηχος χαλκός δεν θα καλύψει πλήρως.
γ) Επιταχυντής: Ο επιταχυντής περιέχει κυρίως οργανικά οξέα. Η δουλειά του είναι να απομακρύνει τις προσροφημένες ενώσεις τανίου και χλωρίου από το τοίχωμα της οπής, ώστε το καταλυτικό μέταλλο παλλάδιο να είναι εκτεθειμένο για μεταγενέστερες αντιδράσεις. Για τον επιταχυντή μας, διατηρήστε τη χημική συγκέντρωση στα 0,35-0,50 N. Εάν η συγκέντρωση είναι πολύ υψηλή, μπορεί να αφαιρεθεί όλο το παλλάδιο και αργότερα ο χαλκός χωρίς ηλεκτρόλυση δεν θα καλύπτεται πλήρως. Εάν η συγκέντρωση είναι πολύ χαμηλή, η απομάκρυνση του στανίου και του χλωριούχου είναι ανεπαρκής και αργότερα ο άηχος χαλκός δεν θα καλύψει πλήρως.
δ) Ο έλεγχος των παραμέτρων του ηλεκτρολυτικού χαλκού είναι το κλειδί για την καλή κάλυψη των οπών. Χρησιμοποιώντας τις παραμέτρους του λουτρού που χρησιμοποιούμε:
i) Διατηρήστε τη θερμοκρασία στους 25-32°C. Εάν η θερμοκρασία είναι χαμηλή, η δραστικότητα του λουτρού είναι χαμηλή και δεν πραγματοποιείται επιμετάλλωση οπών. Εάν η θερμοκρασία υπερβαίνει τους 38°C, η αντίδραση είναι πολύ γρήγορη, τα ιόντα χαλκού απελευθερώνονται πολύ γρήγορα και εμφανίζονται σωματίδια χαλκού στην επιφάνεια της πλάκας. Αυτό προκαλεί επανεπεξεργασία ή απόρριψη. Σε αυτή την περίπτωση φιλτράρετε αμέσως το λουτρό χαλκού χωρίς ηλεκτρόλυση, αλλιώς το λουτρό μπορεί να πάει χαμένο.
ii) Έλεγχος Cu2+ σε 1,5-3,0 g/L. Εάν το Cu2+ είναι χαμηλό, η δραστηριότητα του λουτρού είναι κακή και η επιμετάλλωση των οπών είναι κακή. Εάν υπερβαίνει τα 3,5 g/L, η αντίδραση είναι πολύ γρήγορη και σωματίδια χαλκού σχηματίζονται στις επιφάνειες των πάνελ και προκαλούν επανεπεξεργασία ή απόρριψη. Τότε φιλτράρετε αμέσως το λουτρό. Ο έλεγχος του Cu2+ γίνεται κυρίως με την προσθήκη διαλύματος ηλεκτρολυτικού χαλκού Α.
iii) Έλεγχος NaOH σε 10,5-13,0 g/L. Εάν το NaOH είναι χαμηλό, η δραστηριότητα του λουτρού είναι χαμηλή και η επιμετάλλωση των οπών είναι κακή. Ο έλεγχος του NaOH γίνεται κυρίως με την προσθήκη διαλύματος ηλεκτρολυτικού χαλκού Β. Το διάλυμα Β περιέχει σταθεροποιητή για το λουτρό. Συνήθως προσθέτετε το Α και το Β σε αναλογία 1:1.
iv) Έλεγχος φορμαλδεΰδης (HCHO) σε 4,0-8,0 g/L. Εάν η HCHO είναι χαμηλή, η δραστηριότητα του λουτρού είναι φτωχή και η επιμετάλλωση των οπών είναι κακή. Εάν το HCHO υπερβαίνει τα 8,0 g/L, η αντίδραση είναι πολύ γρήγορη και σχηματίζονται σωματίδια χαλκού στην επιφάνεια του πίνακα και προκαλούν επανεπεξεργασία ή απόρριψη. Τότε φιλτράρετε αμέσως το λουτρό. Ο έλεγχος του HCHO γίνεται κυρίως με την προσθήκη διαλύματος ηλεκτρολυτικού χαλκού C. Σημειώστε ότι το διάλυμα Α περιέχει επίσης συστατικά HCHO. Επομένως, όταν προσθέτετε Α, υπολογίστε πρώτα την αύξηση του HCHO.
v) Διατηρήστε το φορτίο του λουτρού σε 0,15-0,25 ft²/L. Εάν το φορτίο είναι πολύ χαμηλό, η δραστηριότητα του λουτρού είναι ανεπαρκής και η επιμετάλλωση των οπών είναι κακή. Εάν το φορτίο υπερβαίνει τα 0,25 ft²/L, η αντίδραση είναι πολύ γρήγορη και σχηματίζονται σωματίδια χαλκού που προκαλούν επανεπεξεργασία ή απόρριψη. Τότε φιλτράρετε αμέσως το λουτρό. Στην παραγωγή, η πρώτη δεξαμενή θα πρέπει να χρησιμοποιεί χάλκινη πλακέτα για να ενεργοποιήσετε το λουτρό. Αυτό βοηθά τις μετέπειτα σανίδες να αντιδράσουν καλά. Εξασφαλίζει πυκνό χαλκό χωρίς ηλεκτρόλυση στις οπές και μεγαλύτερη κάλυψη.
Πρόταση: Για να διατηρήσετε αυτές τις παραμέτρους ισορροπημένες και σταθερές, χρησιμοποιήστε ένα αυτόματο δοσομετρικό μηχάνημα για να προσθέσετε τα διαλύματα Α και Β στη δεξαμενή του χαλκού χωρίς ηλεκτρόλυση. Αυτό βοηθά στον καλύτερο έλεγχο των χημικών συστατικών. Χρησιμοποιήστε επίσης αυτόματο έλεγχο θερμοκρασίας για να διατηρείτε σταθερή τη θερμοκρασία της γραμμής ηλεκτρολυτικού χαλκού.
Η υγρή μεμβράνη ή το μελάνι που παραμένει στις οπές δεν προκαλεί επιμετάλλωση των οπών:
α) Κατά την εκτύπωση υγρού φιλμ με οθόνη, εκτυπώστε μια πλακέτα και στη συνέχεια ξύστε το πλέγμα. Με αυτόν τον τρόπο διασφαλίζεται ότι το πλέγμα δεν έχει συγκεντρωμένο μελάνι. Κανονικά αυτό αποτρέπει την παραμονή υγρού φιλμ μέσα στις οπές.
β) Κατά την εκτύπωση υγρών ταινιών με μεταξοτυπία, χρησιμοποιήστε αριθμό ματιών 68-77T. Εάν χρησιμοποιήσετε λάθος πλέγμα, για παράδειγμα ≤51T, το υγρό φιλμ μπορεί να διαρρεύσει στις οπές. Κατά τη διάρκεια της εμφάνισης η οπή ενδέχεται να μην είναι καθαρή. Κατά τη διάρκεια της επιμετάλλωσης η οπή δεν θα επιμεταλλώσει το μέταλλο και δεν θα έχετε επιμετάλλωση της οπής. Εάν το πλέγμα είναι πολύ υψηλό, το υγρό φιλμ μπορεί να είναι πολύ λεπτό και κατά τη διάρκεια της επιμετάλλωσης η αντίσταση μπορεί να σπάσει από το ρεύμα. Αυτό οδηγεί σε πολλές μεταλλικές κουκίδες ή ακόμη και βραχυκυκλώματα μεταξύ των ιχνών.
Η υπερβολική μικρο-έκτρωση (υπερβολική λείανση) δεν οδηγεί σε επιμετάλλωση οπών:
α) Εάν η πλακέτα χρησιμοποιεί χημική μικρο-έκτρωση πριν από τη σχεδίαση γραμμών, ελέγξτε τη θερμοκρασία, τη συγκέντρωση και το χρόνο του διαλύματος. Διαφορετικά, εάν ο χαλκός στις επιμεταλλωμένες οπές είναι λεπτός, η μικρο-έτση μπορεί να διαλύσει το χαλκό και να προκαλέσει μη δημιουργία οπών.
β) Για τη βελτίωση της συγκόλλησης των στρώσεων, οι κατεργασίες προ-επιμετάλλωσης χρησιμοποιούν χημική μικρο-χάραξη. Έτσι, ελέγχετε καλά τη θερμοκρασία, τη συγκέντρωση και το χρόνο της μικρο-έγχυσης. Διαφορετικά, αυτό μπορεί επίσης να προκαλέσει την απουσία επιμετάλλωσης οπών.
Δεν υπάρχει επιμετάλλωση οπών λόγω ζητημάτων ηλεκτρολυτικής επιμετάλλωσης:
α) Όταν ο λόγος διαστάσεων (πάχος προς διάμετρο) είναι μεγάλος (≥5:1), μπορούν να σχηματιστούν φυσαλίδες στις οπές. Αυτό συμβαίνει επειδή η δόνηση δεν είναι αρκετή για να κάνει τον αέρα να διαφύγει. Η ανταλλαγή ιόντων δεν μπορεί να συμβεί καλά. Η οπή τότε δεν επιχαλκώνει καλά το χαλκό ή τον κασσίτερο και δεν έχετε επιμετάλλωση της οπής.
β) Όταν ο λόγος διαστάσεων είναι μεγάλος (≥5:1), εάν ο καθαρισμός πριν από την επιμετάλλωση δεν απομάκρυνε την οξείδωση στο τοίχωμα της οπής, κατά την ηλεκτρολυτική επιμετάλλωση θα έχετε αντίσταση στην επιμετάλλωση. Η οπή δεν θα επιμεταλλώσει καλά χαλκό ή κασσίτερο ή ο επιμεταλλωμένος χαλκός/κασσίτερος θα είναι πολύ λεπτός. Κατά τη διάρκεια της χάραξης ο λεπτός χαλκός στις οπές μπορεί να αφαιρεθεί και να προκαλέσει μη επιμετάλλωση της οπής.
Το τρυπάνι καίει τις τρύπες ή η σκόνη μπλοκάρει τις τρύπες και δεν προκαλεί επιμετάλλωση των οπών:
α) Εάν η διάρκεια ζωής του τρυπανιού-εργαλείου δεν έχει ρυθμιστεί σωστά ή το τρυπάνι είναι πολύ φθαρμένο (με αποκόλληση ή δεν είναι κοφτερό), τότε η τριβή κατά τη διάτρηση προκαλεί θερμότητα. Το τοίχωμα της τρύπας καίγεται και δεν μπορεί να καλυφθεί από τον άηλεκτροφόρο χαλκό, οπότε δεν συμβαίνει επιμετάλλωση της τρύπας.
β) Εάν η αναρρόφηση της σκόνης είναι αδύναμη ή η μηχανική για την απομάκρυνση της σκόνης δεν είναι βελτιστοποιημένη, η σκόνη μπορεί να μπλοκάρει τις οπές κατά τη διάρκεια της διάτρησης. Κατά τη διάρκεια του ηλεκτρολυτικού χαλκού οι μπλοκαρισμένες οπές δεν παίρνουν χαλκό και δεν έχετε καμία επιμετάλλωση οπών.

