
















PCBA Cost: How to Estimate and Lower Your Expenses
Introduction: Why Understanding PCBA Cost Is Critical for Your Project
In electronics manufacturing, the line between a profitable product and a financial failure often comes down to a single factor: PCBA cost. Without a firm grasp on your printed circuit board assembly expenses, you risk budget overruns that can delay launches or completely derail hardware projects.
This isn’t just about the unit price you see on a quote; it’s about understanding the hidden cost drivers buried in your design choices, component selection, and volume requirements. By mastering the variables behind PCBA cost early, you gain the leverage to optimize your design for value engineering and negotiate from a position of knowledge, rather than simply accepting the first offer. A strategic approach to PCB assembly ensures that your final product meets both technical specifications and strict financial targets.
What Is PCBA? A Quick Overview of the Assembly Process
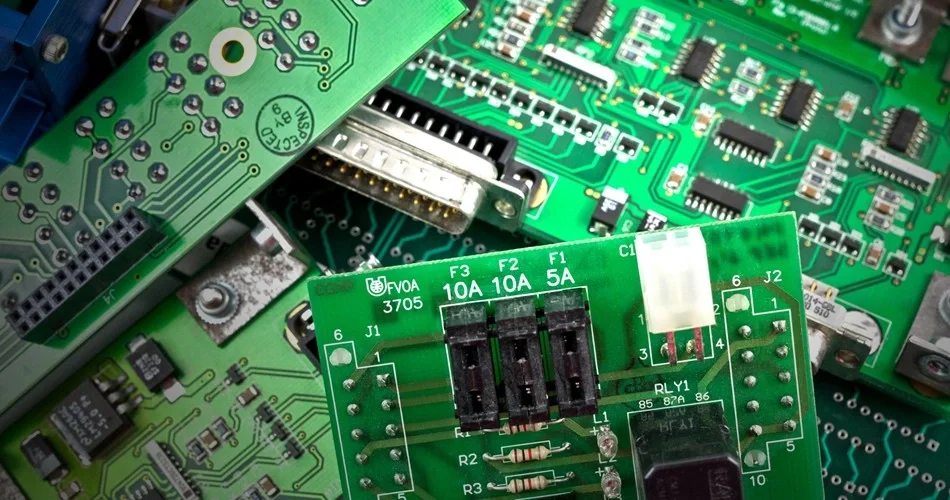
At its core, PCBA—printed circuit board assembly—is the process of transforming a bare fabricated board into a functional electronic circuit. Unlike the board fabrication stage, which creates the physical layers and traces, assembly populates the substrate with components. A strategic approach to Συναρμολόγηση PCB ensures that your final product meets both technical specifications and strict financial targets. The result is a complete, working module ready for integration into a larger system.
The assembly workflow involves several critical stages. It typically begins with solder paste application using a precision stencil, followed by automated component placement. The dominant method here is SMT, where parts are mounted directly onto the surface. For components requiring stronger mechanical bonds, through-hole technology is used, inserting leads into drilled holes. These populated boards then pass through reflow or wave soldering to create permanent electrical connections. Quality is verified through automated optical inspection and functional testing, catching defects before they impact your PCB assembly budget.
This disciplined sequence ensures reliability, whether you’re prototyping a simple design or scaling a complex, high-density full turnkey PCB assembly project. Understanding these steps helps you communicate clearly with your PCBA manufacturing partner and avoid costly revisions.
Core Components of PCBA Cost: A Detailed Breakdown
To understand your final quote, you must first see that the total PCBA cost isn’t a single line item. It’s the sum of four distinct categories, each with its own set of variables. A clear view of this structure is your first tool for spotting overcharges and optimizing your design. The breakdown below separates the technical necessities from the choices you control.
PCB Fabrication
This is the raw, unpopulated board. The base price scales primarily with board size and layer count. A standard 2-layer board is economical; moving to 4, 6, or more layers increases lamination cycles and material volume, driving the price up sharply. Beyond the substrate, your specifications dictate the rest. Tight tolerances for controlled impedance, heavy copper for high current, or advanced dielectrics for high-speed signals all add a premium. Surface finish is another key lever here. A standard HASL finish is the default low-cost option, while ENIG, required for fine-pitch components and flat planar surfaces, adds a measurable surcharge.
Component Cost
This is often the largest slice of the pie, driven entirely by your Bill of Materials. The price of each integrated circuit, connector, and passive part is a function of market availability and performance grade. A generic 1% tolerance resistor costs a fraction of a cent, while a specialized FPGA can dominate the entire budget. Crucially, your sourcing strategy directly impacts this category. For a professional procurement service, the cost advantage comes from authorized distributor networks and volume pricing that aren’t available on open-market sites. This step is where experienced PCBA manufacturing partners prevent the costly mistake of procuring counterfeit or ESD-damaged parts.
Assembly Labor
This category covers the transformation of bare boards and components into functional assemblies. Setup charges
are driven by the number of unique part placements and the stencil cost. The actual production run cost is then
a function of machine time and human intervention. Standard surface-mount technology lines run at high speed
with minimal manual oversight. However, your design choices can disrupt this efficiency. Through-hole parts,
odd-form components, or parts that cannot be placed by standard nozzles require manual soldering stations, which
slows the line and increases labor cost per board. This is a primary driver behind the shift to full turnkey PCB
assembly models that integrate this overhead into a single streamlined workflow.
Non-Recurring Engineering (NRE)
NRE is the one-time fee to prepare your design for production. It is amortized over your total build volume, making it a significant factor for prototypes but negligible for mass production. This bucket includes the creation of SMT stencils, custom pallets for wave soldering, and programming fixtures for in-system programming. The dominant NRE line item is often the functional test development. A basic flying-probe test program is relatively low-cost, but a custom bed-of-nails fixture with full functional verification requires a larger upfront engineering investment that pays for itself in guaranteed quality.
The table below provides a direct comparison of the primary cost drivers within each category, giving you a clear map of how your decisions influence the final price.
| Cost Category | Primary Cost Drivers | Key Specification Levers | Optimization Tip |
|---|---|---|---|
| PCB Fabrication | Board size, layer count, material | Copper weight, surface finish (ENIG vs. HASL) | Standardize on panel-friendly shapes and common finishes. |
| Component Cost | BOM line items, package type | Performance grade, lead time sensitivity | Design with preferred parts and allow second-source options. |
| Assembly Labor | Technology mix (SMT/THT), volume | Component spacing, package density | Minimize through-hole parts and odd-form components. |
| NRE & Setup | Stencil, test fixtures, programming | Test coverage requirements, board complexity | Amortize fixed costs across higher production volumes. |
PCB Fabrication Charges
The board’s physical specifications are the primary cost drivers in PCB fabrication. This is obvious: larger boards use more raw substrate, but the less visible variables often impact your quote more. The layer count is the single biggest multiplier. A 2-layer board is a commodity item, while moving to 4 or 6 layers introduces complex lamination cycles and inner-layer registration, significantly raising the base price.
Your choice of material creates an immediate cost fork. Standard FR-4 works for most digital applications, but high-speed designs or RF projects may require low-loss, high-Tg laminates that cost several times more. Similarly, the surface finish directly links cost to shelf life and assembly requirements. Hot Air Solder Leveling (HASL) remains the most economical option, but fine-pitch components demand the flatness of ENIG, which adds a clear premium. Even trace width and spacing play a role; pushing a standard fab shop toward their minimum tolerances will increase the yield risk and the unit price.
Component Procurement Costs
The bulk of your bill of materials doesn’t come from the PCB itself—it comes from the components. While a basic passive part like a 0402 resistor costs a fraction of a cent, specialty ICs can easily exceed $50 per unit. Your choices in component type, packaging, and sourcing strategy directly dictate the final BOM cost.
Package size is a hidden cost driver. Ultra-miniature or fine-pitch components often require more precise—and expensive—assembly processes. Conversely, sticking with standard, larger packages keeps assembly simpler but may conflict with tight space constraints.
Availability is currently the most volatile variable. The era of global IC shortages has turned stable pricing on its head. A chip that cost $2 last year might cost $20 today on the spot market, or it might simply be unobtainable. Aggressive component sourcing is no longer just a procurement task; it’s a design requirement. We always recommend locking in your critical parts early and reviewing your PCB design rules to ensure you have viable second-source footprints, preventing a single out-of-stock part from halting your entire production run.
Assembly and Testing Expenses
The physical realization of your design involves distinct assembly processes, each with its own cost drivers. Συναρμολόγηση SMT is the dominant method for modern PCBs, where pick-and-place machines rapidly mount components. Its cost is heavily influenced by the number of placements, the mix of fine-pitch or BGA packages, and whether your board requires double-sided loading.
In contrast, through-hole assembly is a slower, more manual process, typically reserved for connectors or large capacitors that need mechanical strength. A design relying heavily on through-hole parts will see a sharp increase in labor costs.
Testing ensures the assembled board functions correctly, but it adds a direct line item. Automated Optical Inspection (AOI) is a standard, high-speed check for solder defects and component misplacement, and its cost is largely fixed per board. However, functional testing, which simulates the board’s real-world operating environment, requires a custom test fixture and program. This non-recurring engineering cost is driven by the complexity of your test coverage.
Non-Recurring Engineering (NRE) and Setup Fees
Beyond the per-unit price of assembly, your project budget must account for NRE costs—the one-time engineering and setup charges required to launch your production run. These fixed investments prepare the manufacturing line for your specific design. A primary example is the stencil, a precision-cut stainless steel foil essential for accurate solder paste deposition. The cost of a laser-cut stencil scales with its size and the density of fine-pitch components.
You will also encounter fees for programming and fixture development. Custom functional test fixtures require mechanical design and fabrication to securely hold your board and interface with test probes, representing a significant upfront cost. Similarly, generating the machine placement data from your CAD files and creating the inspection program for automated optical inspection (AOI) systems requires dedicated engineering time.
Key Factors That Drive PCBA Cost Up or Down
A successful PCBA project balances performance with budget. Several interconnected variables can shift your total cost significantly. Understanding these PCBA cost drivers gives you the power to make informed trade-offs early in the design phase.
Design Complexity and Specifications
This is often the single biggest factor. A board’s physical attributes dictate the manufacturing process requirements. For instance, a high-density interconnect (HDI) design with blind and buried vias requires specialized equipment and more process steps, driving up the engineering cost compared to a standard through-hole board. Similarly, specifying tighter tolerances for impedance control adds testing time.
When you move from a standard FR-4 stackup to specialized high-frequency laminates, the raw material expense multiplies. Even the surface finish matters; switching from HASL to ENIG increases the bare board cost but may be necessary for fine-pitch components.
Order Volume and Economies of Scale
This relationship is straightforward: higher volume lowers the unit price. Setup charges and non-recurring engineering (NRE) fees, like stencil fabrication and programming, are fixed. A $200 stencil cost adds $2.00 per board for a 100-unit order but only $0.20 per board for a 1,000-unit order.
This principle also applies to component procurement. Purchasing 10,000 chip resistors is exponentially cheaper per piece than buying a single cut-tape reel.
Component Availability and Lead Time
Supply chain dynamics directly impact the bill of materials (BOM) cost. Standard, in-stock passives are negligible, but a single allocated microcontroller with a 52-week factory lead time can dictate your entire project timeline and budget. Spot-buying scarce parts on the open market often means paying a 5x to 10x premium over the contracted price.
Choosing an obsolete or not-recommended-for-new-design (NRND) component guarantees future redesign costs. Shortening the assembly lead time from four weeks to five days also increases cost, as the factory must interrupt scheduled runs and expedite logistics, effectively adding a rush fee to the entire work order.
Board Specifications and Density
Board specifications directly translate to raw material volume and manufacturing precision. Larger boards consume more laminate, prepreg, and copper, driving up the baseline substrate cost. But the hidden multiplier lies in layer count and density.
Adding layers exponentially increases complexity. A standard 2-layer PCB design uses simple drilling and lamination cycles. Moving to a 6-layer or 8-layer stackup requires sequential lamination, blind vias, and laser drilling. Every additional layer pair multiplies the processing steps and the risk of registration errors, pushing you into a higher cost tier.
Density forces a similar premium. Tight trace width and spacing below 4 mil demands advanced etching capabilities and higher scrap rates. When you combine high board size with fine geometries, panel utilization suffers. You fit fewer units per production panel, and thin traces on a large, heavy panel are more prone to warpage or breakage.
Component Selection and Availability
Your PCB design decisions directly shape production feasibility. Component selection is not merely a functional choice—it dictates assembly complexity and supply chain risk. Choosing a BGA (Ball Grid Array) package, for example, requires X-ray inspection, which adds cost compared to standard QFP packages. Fine-pitch components similarly demand higher precision placement and reflow profiling.
Market volatility introduces another critical layer. The availability of obsolete parts often forces expensive, last-minute redesigns or reliance on the unreliable gray market. Always verify lifecycle status against your product’s intended production run. Equally, extended component lead time can halt a PCB assembly line entirely.
How to Estimate PCBA Cost Accurately: A Step-by-Step Guide
To estimate PCBA cost accurately, you need a systematic approach that moves beyond guesswork. A reliable estimate starts with a complete bill of materials, as this is the single largest cost driver. Once your BOM is validated, you can apply a practical, step-by-step methodology.
- Calculate component cost by sourcing current pricing for every line item from authorized distributors. Do not rely on outdated pricing.
- Determine PCB fabrication cost based on your specific board requirements: layer count, dimensions, and surface finish.
- Estimate assembly labor, driven by the number of SMT placement points and the quantity of through-hole parts. Fine-pitch components require slower machine placement, increasing cost.
- Account for setup charges, which cover stencil tooling and machine programming. This NRE fee is amortized over your batch size.
- Add secondary operations such as conformal coating or functional testing.
Summing these four categories—components, bare board, assembly, and post-processing—provides a transparent, defensible total. This line-item method allows you to pinpoint exactly where design choices impact your budget, transforming a simple quotation into a strategic engineering tool.
Proven Strategies to Lower Your PCBA Expenses
Strategic cost optimization begins long before the first board is fabricated. The most impactful way to reduce PCBA cost is to embrace design for manufacturability (DFM) principles during the initial layout phase. This isn’t about cutting corners on raw materials. It’s about engineering the board to align with standard production capabilities, which minimizes expensive rework and improves first-pass yield.
Optimize Your PCB Design for Manufacturability
Start by standardizing your component packages. Wherever possible, avoid selecting specialty parts with non-standard footprints or tight tolerances if a generic equivalent exists. Consolidating your bill of materials (BOM) to reduce the total number of unique line items directly lowers kitting time and setup charges.
You can further streamline production by optimizing your panelization strategy. Designing boards with a rectangular shape and incorporating routed tabs instead of complex V-score jumps can significantly increase the number of units per panel, maximizing material utilization.
The stack-up also plays a critical role in cost optimization. Avoid high-layer-count boards if the routing can be completed on a standard 4-layer stack-up. When you do require advanced technology, such as HDI, limit its use to specific dense areas rather than the entire board.
Choose the Right Components and Suppliers
Effective sourcing begins long before you place an order. Start by reviewing your bill of materials with supply chain resilience in mind. For every critical line item, identify at least one qualified alternate part with matching footprint and specifications. This protects your production schedule from single-source shortages and unexpected obsolescence.
Strategic supplier consolidation reduces administrative overhead and unlocks volume pricing. Rather than managing a dozen fragmented vendors, concentrate spend with a few approved distributors who offer verified traceability. This simplifies logistics and strengthens your negotiating position.
Build a preferred parts library that prioritizes components with long lifecycles and multi-source availability. Avoid locking your design into proprietary or end-of-life semiconductors without a clear migration path. Regular BOM health checks catch risky parts before they halt production.
Leverage Volume Production and Long-Term Partnerships
When your design stabilizes and demand becomes predictable, shifting from spot orders to batch production unlocks significant cost advantages. A reliable PCBA manufacturer will typically offer a volume discount that reduces the per-unit price as your order quantity increases.
This is not simply a bulk purchase incentive; it reflects the amortization of non-recurring engineering (NRE) costs, stencil tooling, and machine setup time across a larger production run. Instead of paying for a single setup that produces 50 boards, you pay once for a setup that produces 1,000, dramatically lowering the fixed-cost contribution on each assembly.
The true strategic value, however, lies in building a long-term partnership. Over time, a trusted partner develops deep institutional knowledge of your designs, quality tolerances, and supply chain preferences. This continuity eliminates the recurring learning curve and quality audits associated with switching suppliers.
Case Study: How a Medical Device Startup Reduced PCBA Cost by 25%
Medical Device Startup: 25% PCBA Cost Reduction
A medical device startup approached us with a critical challenge. Their new portable diagnostic monitor had passed clinical trials, but the production cost of the printed circuit board assembly was threatening the entire product launch. The target retail price was fixed, and the current BOM and assembly expenses left no sustainable margin.
Solution 1: Material Optimization
Our engineering team identified an over-specified PCB substrate. The design called for a high-Tg, exotic
material meant for extreme thermal cycling, which was unnecessary for a device used in controlled clinical
environments. By transitioning to a standard, medical-grade FR-4 laminate, we immediately reduced the bare
board cost without compromising safety or reliability.
Solution 2: BOM Rationalization
The original design locked in several single-source, end-of-life components with inflated prices. Leveraging
our robust electronic component sourcing network, we proposed form-fit-function alternatives that were in
active production and available at a 40% lower cost. Our in-house lab performed rigorous first-article
testing to validate the substitutions.
Solution 3: Process Improvement
The board was originally panelized with minimal spacing, leading to a fragile array that required slow,
careful handling. We redesigned the panel with proper breakaway tabs and tooling holes, enabling faster,
automated SMT placement. We also switched functional testing from manual bench test to automated flying
probe and FCT fixture, slashing testing time per unit by half.
Result: 25% reduction in total PCBA cost, achieved through engineering partnership rather than supplier price squeezing.
Choosing the Right PCBA Partner: What to Look For
Selecting a PCBA manufacturer is a decision that directly impacts product reliability and your bottom line. The lowest quote often hides the highest risk. Your evaluation must move beyond price to scrutinize the operational DNA of the facility. A true partnership is built on verified technical capability rather than a polished sales pitch.
Start with a rigorous audit of quality control systems. Look for real-time solder paste inspection (SPI) and automated optical inspection (AOI) on the production line, not just at the final checkpoint. The most critical differentiator is the manufacturer’s portfolio of certifications. ISO 9001 is the baseline, but if your product touches medical, automotive, or aerospace sectors, validate specific credentials like ISO 13485 or IATF 16949.

Logistical complexity should not be your burden. A partner offering a comprehensive turnkey service handles the entire procurement chain, from bare board fabrication to component sourcing. This single-point accountability eliminates the friction between multiple vendors and shields you from counterfeit parts.
Finally, verify their engineering support structure. During New Product Introduction (NPI), you need a partner who provides actionable Design for Manufacturability (DFM) feedback, not just a file check. For specialized applications like heavy copper boards, confirm they possess the specific process engineering expertise required.
Frequently Asked Questions About PCBA Cost
Many first-time buyers confuse the price of a bare board with the full PCBA cost. A bare PCB is the fiberglass substrate with copper traces only. Once you add components, solder paste, and assembly labor, it becomes a functional circuit. The bare board might cost $2, while the finished assembly could be $25 or more. This gap is driven by component procurement and the complexity of surface-mount technology (SMT) placement.
Your bill of materials (BOM) is the single largest cost driver. Using common, package-size resistors and capacitors keeps the project in a standard SMT assembly line. However, selecting fine-pitch ball grid arrays (BGAs) or end-of-life parts forces a PCBA manufacturer to use specialized vision systems and slow placement speeds. We always recommend a design-for-manufacturing (DFM) review before sourcing to identify expensive single-source parts that could inflate your budget.
Most turnkey projects include a non-recurring engineering (NRE) fee. This covers the creation of stencils for solder paste application and programming files for pick-and-place machines. A quick-turn prototype run might amortize this into the unit price, while a dedicated production run lists it separately. It’s a fixed entry cost that becomes negligible when you scale to volume manufacturing.
Consignment can lower the material markup on your invoice, but it introduces risk. If your supplied reel of microcontrollers arrives with moisture damage or incorrect polarity, the PCBA manufacturer halts the line. You still pay for the idle time. A turnkey service often secures better distributor pricing and manages dry storage and traceability, preventing expensive rework that erases your initial savings.
Standard lead times in Asia for a turnkey batch range from 10 to 15 business days. Expedited services exist, but they break the optimized batch flow of the factory. Overtime labor and air freight for delayed components push the PCB assembly cost up by 30% to 50%. Planning a buffer of just one week allows the manufacturer to use economical sea freight and standard SMT scheduling, keeping your budget intact.
Ready to Optimize Your PCBA Budget?
Ready to take control of your costs? A detailed PCBA quote from our team gives you a clear, line-by-line breakdown before you commit. We combine advanced PCB assembly service with honest guidance on lead times and component selection, so you only pay for what your project truly needs.

