

















Δεν υπάρχουν σπουδαία άτομα, μόνο σπουδαίες ομάδες. Με την ομάδα να συνεργάζεται, το πρώτο στάδιο του έργου αυτοματοποίησης PCB CAM για την καθαρός χειρισμός και χειρισμός τρυπανιών έχει τελειώσει. Στη συνέχεια, μπορούμε να προχωρήσουμε στη μηχανή κανόνων PCB. Εδώ θα μιλήσω για την αντιστάθμιση τρυπανιών στη μηχανική PCB. Ως προγραμματιστής μηχανικών PCB, θα πρέπει να γνωρίζετε τι είναι και γιατί λειτουργεί. Μοιράζομαι τα βασικά σημεία σχετικά με την αντιστάθμιση τρυπανιών παρακάτω.
1. Γιατί αντισταθμίζουμε τα μεγέθη τρυπανιών;
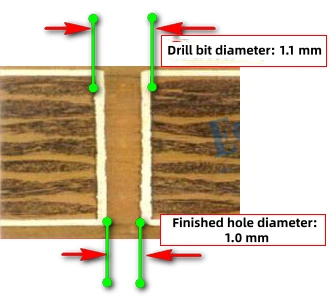
Τα μεγέθη των οπών στα αρχεία PCB που δίνει ο πελάτης συνήθως σημαίνουν το final μέγεθος τρύπας. Κατά τη διάρκεια της παραγωγής PCB, ο χαλκός επιχαλκώνεται στο εσωτερικό των οπών (ή οι οπές αποκτούν ένα επιφανειακό φινίρισμα όπως HASL, ENIG, OSP κ.λπ.). Αυτό καθιστά την οπή μικρότερη. Για να βεβαιωθείτε ότι το τελικό μέγεθος της οπής ανταποκρίνεται στην απαίτηση, το βήμα CAM διορθώνει το μέγεθος του τρυπανιού. Αυτό είναι η αντιστάθμιση τρυπανιού.
Πραγματικό παράδειγμα:
Τελικό μέγεθος οπής: 1,00 mm. Φινίρισμα επιφάνειας: ENIG (πάχος νικελίου 2,54 µm, πάχος χρυσού 0,0254 µm). Ακολουθήστε την κατηγορία IPC II και το μέσο πάχος επιχαλκωμένου χαλκού είναι 20 µm. Αν χρησιμοποιήσουμε 0,10 mm ως τιμή αποζημίωσης, η ομάδα CAM θα επιλέξει μια 1,10 mm τρυπάνι.
2. Πώς κάνουμε την αποζημίωση των γεωτρήσεων;
Πρώτον, να είστε σαφείς σχετικά με τις τρεις βασικές παραμέτρους για την αποζημίωση των γεωτρήσεων:
(1) Προσαύξηση του τρυπανιού,
(2) Αξία αποζημίωσης,
(3) Κατώτατο όριο ανύψωσης (τιμή εκ των προτέρων).
Αυτά τα τρία καθορίζουν τον τρόπο εφαρμογής της αποζημίωσης.
1) Αύξηση του τρυπανιού
Αυτό εξαρτάται από τα τρυπάνια που αγοράζει η εταιρεία. Η κοινή προσαύξηση στον κλάδο είναι 50 μm. Τυπικά μεγέθη τρυπανιών κυμαίνονται από 0,10 mm στο 6,35 mm. Το συνηθισμένο μικρότερο βήμα μεταξύ των τρυπανιών είναι 0,05 mm. Έτσι, η βιβλιοθήκη τρυπανιών έχει μεγέθη όπως 0,10 mm, 0,15 mm, 0,20 mm, 0,25 mm, και ούτω καθεξής.
2) Αξία αποζημίωσης
Η ομάδα διεργασιών καθορίζει τους κανόνες αποζημίωσης με βάση τα αποτελέσματα των εργοστασιακών δοκιμών. Οι τιμές αντιστάθμισης δεν διαφέρουν πολύ σε ολόκληρο τον κλάδο. Κοινοί κανόνες:
-
Πλακέτες με HASL (τενεκεδένιο σπρέι): αντισταθμίστε 0,15 mm.
-
Πλακέτες χωρίς HASL (ENIG, κασσίτερος εμβάπτισης, OSP κ.λπ.): αντισταθμίστε 0,10 mm.
3) Κατώτατο όριο ανύψωσης (τιμή εκ των προτέρων)
Η ομάδα διεργασιών καθορίζει επίσης τη στρατηγική για την επιλογή του τρυπανιού, παρόμοια με έναν κανόνα στρογγυλοποίησης. Για παράδειγμα, όταν η προσαύξηση είναι 20 µm, εάν το υπόλοιπο μετά τη διαίρεση με την προσαύξηση είναι ≥ 20 µm, στρογγυλοποιείτε προς τα πάνω κατά 50 μm- διαφορετικά διατηρείτε το μικρότερο μέγεθος.
Παράδειγμα:
Τελικό μέγεθος οπής = 1,025 mm, αποζημίωση = 0,10 mm, οπότε αντισταθμισμένο μέγεθος = 1,125 mm. Αλλά δεν υπάρχει 1,125 mm άσκηση στη βιβλιοθήκη. Χρησιμοποιήστε τον κανόνα step-up. Το υπόλοιπο των 1,125 mm σε σύγκριση με το βήμα των 0,05 mm είναι 25 µm. Από τη στιγμή που το 25 µm > 20 µm, στρογγυλοποιήστε κατά 50 μm και επιλέξτε ένα 1,15 mm τρυπάνι.
Παραδείγματα αποζημίωσης πραγματικής διάτρησης
Υποθέστε: αύξηση τρυπανιού = 50 μm, κατώφλι ανύψωσης = 20 µm
| Αρχική τρύπα | Αποζημίωση | Μετά την αποζημίωση | Ακέραιο μέρος | Υπόλοιπο | Επιλεγμένο τρυπάνι |
|---|---|---|---|---|---|
| 1,025 mm | 0.10 | 1,125 mm | 1.10 | 0,025 mm | 1,15 mm |
| 1,016 mm | 0.10 | 1,116 mm | 1.10 | 0,016 mm | 1,10 mm |
Πώς να υπολογίσετε το επιλεγμένο μέγεθος τρυπανιού
Διαχωρίστε το αντισταθμισμένο μέγεθος οπής σε ένα ακέραιο μέρος και ένα υπόλοιπο μέρος χρησιμοποιώντας την προσαύξηση του τρυπανιού:
Πάρτε το 1,125 mm ως παράδειγμα:
1,125 / 0,05 = 22,5 → δάπεδο έως 22 → ακέραιο μέρος = 22 × 0,05 = 1,10 mm.
Υπόλοιπο = 1,125 % 0,05 = 0,025 mm.
Στη συνέχεια, συγκρίνετε το υπόλοιπο με το κατώτατο όριο αύξησης (για παράδειγμα, 20 μm):
-
Εάν το υπόλοιπο > όριο, μέγεθος τρυπανιού = ακέραιο μέρος + 0,05 mm.
-
Εάν το υπόλοιπο ≤ όριο, μέγεθος τρυπανιού = ακέραιο μέρος + 0,00 mm.
Σύνοψη σχετικά με το κατώτατο όριο step-up
Όταν η αύξηση του τρυπανιού είναι 50 μm, το κατώφλι ανύψωσης είναι κρίσιμο. Πραγματοποιεί μια δεύτερη διόρθωση του αντισταθμισμένου μεγέθους τρυπανιού. Αποφασίζει αν θα “ανέβει” ή θα “μείνει”. Η αλλαγή αυτού του κατωφλίου αλλάζει άμεσα το επιλεγμένο μέγεθος τρυπανιού.
Περισσότερα παραδείγματα (βήμα τρυπανιού = 50 μm):
| Αρχική τρύπα | Αποζημίωση | Μετά το comp. | Ακέραιος αριθμός | Υπόλοιπο | Κατώτατο όριο step-up | Τρυπάνι |
|---|---|---|---|---|---|---|
| 1,022 mm | 0.1 | 1,122 mm | 1.10 | 0,022 mm | 0.02 | 1,15 mm |
| 1,022 mm | 0.1 | 1,122 mm | 1.10 | 0,022 mm | 0.025 | 1,10 mm |
Προσωπική άποψη σχετικά με τον καθορισμό του ορίου step-up
Πλεονεκτήματα και μειονεκτήματα: Μετά την αντιστάθμιση, αν η τελική οπή είναι λίγο μεγαλύτερη, τουλάχιστον το εξάρτημα μπορεί να εισαχθεί. Εάν η οπή είναι πολύ μικρή, το εξάρτημα δεν μπορεί να εισαχθεί. Έτσι, συνήθως θέτουμε το κατώφλι αύξησης σε 20 µm αντί για 25 µm. Η ακριβής επιλογή θα πρέπει να ταιριάζει με κάθε διαδικασία και αξία αποζημίωσης.
Σε συνδυασμό με την αξία αποζημίωσης: Για πίνακες με HASL όπου η αποζημίωση είναι 0,15 mm, έχετε ήδη “υπεραντισταθμίσει” λίγο και οι τελικές τρύπες τείνουν να είναι ελαφρώς μεγάλες. Σε αυτή την περίπτωση, ένα κατώφλι ανύψωσης της 25 µm μπορεί επίσης να λειτουργήσει. Χρησιμοποιήστε τον κανόνα του “πλησιέστερου” κατά την επιλογή του τρυπανιού.
3. Πώς διασφαλίζεται ότι το τελικό μέγεθος της οπής πληροί τις απαιτήσεις μετά την αντιστάθμιση;
Μέθοδος 1: Αγοράστε ειδικά τρυπάνια
Το τυπικό βήμα τρυπανιού είναι 50 μm (βήματα 0,05 mm όπως 1,00, 1,05, 1,10, 1,15 mm). Με ανοχή PTH ±3 mil, ένα σετ τρυπανιών 50 μm μπορεί να καλύψει την ανοχή. Εάν η ανοχή είναι μικρότερη από αυτή, χρησιμοποιήστε ειδικά τρυπάνια.
Παράδειγμα 1 - Συγκρίνετε τις αυξήσεις 50 μm έναντι 25 μm:
Αρχική τρύπα = 0,922 mm, αποζημίωση = 0,10 mm, αντισταθμισμένο μέγεθος = 1,022 mm.
| Αρχικό | Αποζημίωση | Αποζημιωμένη | Αύξηση | Επιλεγμένο τρυπάνι |
|---|---|---|---|---|
| 0.922 | 0.10 | 1.022 | 0,05 (50 μm) | 1.05 |
| 0.922 | 0.10 | 1.022 | 0,025 (25 μm) | 1.025 |
Διαφορά: 1,050 - 1,022 = 0,028 mm, 1,025 - 1,022 = 0,003 mm. Η μικρότερη διαφορά είναι καλύτερη, οπότε 1,025 mm (βήμα 25 μm) είναι καλύτερο.
Παράδειγμα 2 - 50 µm έναντι ειδικού τρυπανιού:
Αρχική τρύπα = 0,611 mm, αποζημίωση = 0,10 mm, αντισταθμίζεται = 0,711 mm.
| Αρχικό | Αποζημίωση | Αποζημιωμένη | Αύξηση / Τύπος | Επιλεγμένο τρυπάνι |
|---|---|---|---|---|
| 0.611 | 0.10 | 0.711 | 0,05 (50 μm) | 0.70 |
| 0.611 | 0.10 | 0.711 | Ειδικό τρυπάνι | 0.711 |
Διαφορά: 0,700 - 0,711 = -0,011 mm; 0,711 - 0,711 = 0,000 mm. Η μικρότερη διαφορά είναι καλύτερη. Οπότε η Ειδικό τρυπάνι 0,711 mm είναι το καλύτερο.
Μέθοδος 2: Βελτίωση της διαδικασίας και του εξοπλισμού
-
Προσθέστε ένα δεύτερο βήμα επιμετάλλωσης της πλακέτας για να μειώσετε το ανομοιόμορφο πάχος από την κατανομή του μοτίβου.
-
Χρησιμοποιήστε αρνητική φωτοχάραξη και τοποθετήστε πλάκες σε ολόκληρη την πλακέτα για να μειώσετε το ανομοιόμορφο πάχος του χαλκού.
-
Χαμηλώστε την πυκνότητα ρεύματος (τυπική είναι 19 ASF)- ελαφρώς χαμηλότερη πυκνότητα ρεύματος μπορεί να βελτιώσει την ομοιομορφία της επιμετάλλωσης, αλλά θα παρατείνει το χρόνο επιμετάλλωσης.
-
Αναβάθμιση σε οριζόντια γραμμή επιμετάλλωσης. Οι κάθετες γραμμές επιμετάλλωσης συχνά δίνουν παχύτερο χαλκό στην άκρη της οπής και λεπτότερο χαλκό στο κέντρο της οπής για οπές με υψηλό λόγο διαστάσεων. Μια οριζόντια γραμμή μπορεί να μειώσει αυτό το πρόβλημα.
Μέθοδος 3: Βελτίωση των στρατηγικών CAM
-
Για οπές σε απομονωμένες περιοχές χαλκού, εφαρμόστε μια επιπλέον αντιστάθμιση. Οι απομονωμένες περιοχές έχουν λιγότερο χαλκό, οπότε κατά τη διάρκεια της επιμετάλλωσης αποκτούν υψηλότερη τοπική πυκνότητα ρεύματος και μεγαλύτερο πάχος χαλκού- η επιπλέον αντιστάθμιση το αντισταθμίζει αυτό.
-
Για σχέδια με πυκνά ίχνη στη μία πλευρά και αραιά στην άλλη (για παράδειγμα, μια πλακέτα ισχύος), τοποθετήστε την αραιή πλευρά προς τα μέσα και την πυκνή πλευρά προς τα έξω και χρησιμοποιήστε αντίστροφη τοποθέτηση σε πάνελ. Κατά την επιμετάλλωση πάνελ, οι περιοχές κοντά στην άκρη της πλακέτας αποκτούν υψηλότερη πυκνότητα ρεύματος και παχύτερη επιμετάλλωση. Η αντίστροφη πλακοποίηση βοηθά στην εξισορρόπηση της κατανομής της επιμετάλλωσης.
-
Όταν η περιοχή χαλκού TOP και BOTTOM διαφέρει πολύ, χρησιμοποιήστε θετική/αρνητική (yin-yang) επένδυση. Η ανομοιόμορφη επιφάνεια χαλκού προκαλεί διακλάδωση “καμπάνα-στόμα”- όσο πιο παχιά είναι η πλακέτα και όσο περισσότερος χαλκός, τόσο χειρότερο είναι το αποτέλεσμα- η επένδυση γιν-γιανγκ βοηθά στην εξισορρόπηση της κατανομής του χαλκού.
-
Για οπές με απομονωμένη περιοχή κοντά στην άκρη της πλακέτας ή σε υποδοχές, προσθέστε περιοχές χαλκού “pick-up” ή χάλκινα μαξιλαράκια κοντά στην άκρη ή στην υποδοχή. Οι απομονωμένες οπές μπορεί να αποκτήσουν υπερβολικό πάχος επιμετάλλωσης και να γίνουν πολύ μικρές- ο επιπλέον χαλκός κοντά τους μειώνει την τοπική πυκνότητα ρεύματος και εξισορροπεί την επιμετάλλωση.
4. Πόση αποζημίωση απαιτείται και πώς προκύπτει;
Οι τιμές αντιστάθμισης προέρχονται από δοκιμές διεργασιών. Παρακάτω παρουσιάζεται ένα σύνολο μετρημένων αλλαγών στο μέγεθος της οπής μετά από διάφορα βήματα (δεδομένα από μια αναφορά):
Ροή διαδικασίας: μηχανική διάτρηση → βύθιση χαλκού → ηλεκτρολυτική επιμετάλλωση → μεταφορά προτύπου → χάραξη → AOI → υγρή μεμβράνη → HASL
Παράμετροι διαδικασίας:
-
Τρυπάνι: μέγεθος τρυπανιού 0,95 mm, ξαναακόνισμα/απότριψη 3 φορές, αντιστάθμιση τρυπανιού 0,15 mm,;
-
Επιμετάλλωση: πάχος χαλκού ≥ 18 μm, μέσος όρος ≥ 20 μm,;
-
HASL: απαίτηση τελικής οπής 0,80 mm, ανοχή ±0,08 mm (3 mil),;
-
Δοκιμή: 10 πάνελ, κομμένα στις γωνίες, πάχος πλάκας 2,0 mm.
Το μέγεθος της οπής αλλάζει με βήμα
1) Μετά τη διάτρηση - Μετρημένα μεγέθη οπών
-
Συνολικά δοκιμάστηκαν 1920 οπές (10 πλαίσια, 384 οπές το καθένα). Δείγμα: 200 οπές (20 ανά πίνακα). Εύρος οπών: 0,93-0,94 mm, μέσος όρος 0,931 mm.
(Στη συνέχεια, ένας μακρύς κατάλογος δειγματοληπτικών τιμών, κυρίως 0,93 ή 0,94.)
2) Μετά την επιμετάλλωση με μοτίβο - πάχος χαλκού
-
Για κάθε πάνελ, δοκιμάστε 10 οπές. Εύρος πάχους χαλκού 18-31 µm, συνάντηση ≥18 μm και μέσος όρος ≥20 μm.
(Στη συνέχεια, πολλές τιμές πάχους δείγματος χαλκού.)
3) Μετά την επιμετάλλωση με μοτίβο - μέγεθος οπής
-
Συνολικά 1920 οπές, δείγμα 200. Εύρος οπών: 0,84-0,88 mm, μέσος όρος 0,858 mm.
(Στη συνέχεια, πολλές τιμές δείγματος, κυρίως 0,85-0,88.)
4) Μετά το HASL - μέγεθος οπής
-
Συνολικά 1920 οπές, δείγμα 200. Εύρος οπών: 0,82-0,86 mm, μέσος όρος 0,836 mm.
(Στη συνέχεια, πολλά δείγματα τιμών.)
Περίληψη δοκιμής
| Βήμα | Εύρος οπών | Μέση τρύπα |
|---|---|---|
| Μετά τη διάτρηση | 0,93-0,94 mm | 0,931 mm |
| Μετά την επιχάλκωση | 0,84-0,88 mm | 0,858 mm |
| Μετά το HASL | 0,82-0,86 mm | 0,836 mm |
Συμπέρασμα: Για τις πλακέτες HASL η αντιστάθμιση τρυπήματος 0,15 mm είναι μια “υπερβολική αντιστάθμιση” και προκαλεί μεγαλύτερες τελικές οπές. Η καλύτερη τιμή αντιστάθμισης σε αυτή τη δοκιμή είναι 0,125 mm.
5. Εφαρμογή κώδικα αντιστάθμισης γεωτρήσεων (κανόνες)
-
Κανόνες αποζημίωσης και αναβάθμισης
| Όψη | Τελειωμένη τρύπα | Φινίρισμα επιφάνειας | Πάχος σκάφους | Κατώτατο όριο step-up | Εάν ο χαλκός μέσω < 26 μm | 26-37 µm | 37-47 µm | 47-67 µm | 67-86 µm |
|---|---|---|---|---|---|---|---|---|---|
| αναλογία πάχους < 12:1 | ≤ 1,90 mm | HASL (με ή χωρίς μόλυβδο) | ≥ 3,5 mm | 0.01952 | 5 mil | 6 mil | 7 mil | 8 mil | 9 mil |
| αναλογία πάχους < 12:1 | ≤ 1,90 mm | HASL (με ή χωρίς μόλυβδο) | < 3,5 mm | 0.01952 | 4,5 mil | 5,5 mil | 6,5 mil | 7,5 mil | 8,5 mil |
| αναλογία πάχους < 12:1 | ≤ 1,90 mm | Άλλα φινιρίσματα | / | 0.01952 | 4 mil | 5 mil | 6 mil | 7 mil | 8 mil |
| αναλογία πάχους < 12:1 | > 1,90 mm | HASL | / | 0.0246 | 5,5 mil | 6,5 mil | 7,5 mil | 8,5 mil | 9,5 mil |
| αναλογία πάχους < 12:1 | > 1,90 mm | Άλλα φινιρίσματα | / | 0.01952 | 4,5 mil | 5,5 mil | 6,5 mil | 7,5 mil | 8,5 mil |
| αναλογία πάχους ≥ 12:1 | όλες οι τρύπες | HASL | / | 0.0246 | 5,5 mil | 6,5 mil | 7,5 mil | 8,5 mil | 9,5 mil |
| αναλογία πάχους ≥ 12:1 | όλες οι τρύπες | Άλλα φινιρίσματα | / | 0.01952 | 5 mil | 6 mil | 7 mil | 8 mil | 9 mil |
-
Ειδικά μεγέθη τρυπανιών (αν η ανοχή είναι < 3 mil, χρησιμοποιήστε ειδικά τρυπάνια ή αύξηση 25 μm, χρησιμοποιήστε τον πλησιέστερο κανόνα τρυπανιού)

