

















Εισαγωγή
PCBA σημαίνει Πλακέτα τυπωμένου κυκλώματος + συναρμολόγηση. Αναφέρεται στην πλήρη διαδικασία κατά την οποία ένα γυμνό PCB υποβάλλεται σε SMT (τεχνολογία επιφανειακής τοποθέτησης) τοποθέτηση ή εισαγωγή μέσω οπής (DIP), ακολουθούμενη από πλήρη συναρμολόγηση. Στην Κίνα, χρησιμοποιείται συνήθως ο όρος “PCBA”, ενώ στην Ευρώπη και τις Ηνωμένες Πολιτείες, η τυπική σημείωση είναι “PCB'A” με απόστροφο - αυτή είναι η επίσημη συμβατική έκφραση.
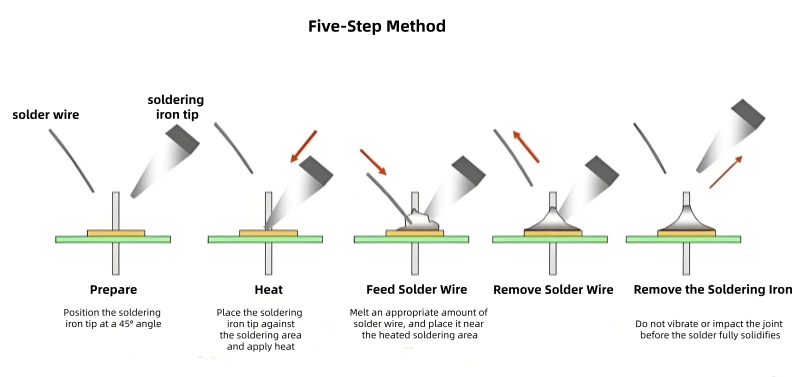
1. Πέντε βήματα για χειροκίνητη συγκόλληση PCBA
- Προετοιμάστε το: Τοποθετήστε την άκρη του κολλητηριού σε γωνία 45° σε σχέση με την ένωση συγκόλλησης.
- Θερμότητα: Ακουμπήστε την άκρη του σίδερου στην ένωση συγκόλλησης και εφαρμόστε ομοιόμορφα τη θερμότητα.
- Σύρμα συγκόλλησης τροφοδοσίας: Προμηθεύστε το σύρμα συγκόλλησης στη θερμαινόμενη άρθρωση, επιτρέποντας στο συγκολλητικό υλικό να λιώσει στην κατάλληλη ποσότητα.
- Αφαιρέστε το καλώδιο συγκόλλησης: Μόλις λιώσει αρκετή κόλληση και καλύψει την ένωση, τραβήξτε πρώτα το καλώδιο κόλλησης.
- Αφαιρέστε το σίδερο: Αποφύγετε οποιαδήποτε δόνηση ή κρούση στην ένωση πριν η κόλληση στερεοποιηθεί πλήρως. Στη συνέχεια, αφαιρέστε προσεκτικά το κολλητήρι.
2. Θεμελιώδεις αρχές συγκόλλησης PCBA
2.1 Επιφανειακή τάση της πλακέτας και της συγκόλλησης
Η συνοχή της συγκόλλησης κασσίτερου-μολύβδου είναι εξαιρετικά ισχυρή, με αποτέλεσμα η λιωμένη κόλληση να σχηματίζει σφαιρικό σχήμα. Για δεδομένο όγκο, η σφαίρα έχει τη μικρότερη επιφάνεια, η οποία ευθυγραμμίζεται με την απαίτηση για κατάσταση χαμηλής ενέργειας. Η ροή λειτουργεί παρόμοια με ένα καθαριστικό σε λιπαρές μεταλλικές επιφάνειες. Επιπλέον, η επιφανειακή τάση εξαρτάται σε μεγάλο βαθμό από την καθαριότητα του μετάλλου και τη θερμοκρασία του. Ιδανική διαβροχή (προσκόλληση συγκόλλησης) εμφανίζεται μόνο όταν η ενέργεια διαβροχής υπερβαίνει σημαντικά την επιφανειακή ενέργεια (συνοχή) της συγκόλλησης.
2.2 Σχηματισμός μεσομεταλλικών ενώσεων
Ο χαλκός και ο κασσίτερος σχηματίζουν ενδομεταλλικούς κόκκους κατά τη συγκόλληση. Το σχήμα και το μέγεθος αυτών των κόκκων καθορίζονται από τη διάρκεια και την ένταση της θερμότητας που εφαρμόζεται στην ένωση. Η χαμηλότερη εισαγωγή θερμότητας τείνει να παράγει μια λεπτή κρυσταλλική δομή, η οποία αποδίδει συγκολλητικές συνδέσεις με βέλτιστη αντοχή. Αντίθετα, η υπερβολική θερμότητα ή ο παρατεταμένος χρόνος συγκόλλησης οδηγεί σε χονδροειδείς, κοκκώδεις και εύθραυστους κόκκους, που οδηγούν σε μειωμένη διατμητική αντοχή της σύνδεσης.
2.3 Γωνία διαβροχής στην πλακέτα
Όταν η επιφάνεια της πλακέτας θερμανθεί σε θερμοκρασία περίπου 35°C πάνω από το ευτηκτικό σημείο της κόλλησης και μια σταγόνα κόλλησης τοποθετηθεί στην καυτή, ρευστοποιημένη επιφάνεια, σχηματίζεται ένας μηνίσκος (καμπύλη υγρή επιφάνεια). Η ικανότητα διαβροχής του μετάλλου μπορεί να αξιολογηθεί εν μέρει από το σχήμα αυτού του μηνίσκου:
- Εάν ο μηνίσκος έχει μια ευδιάκριτη υποσκαφή, μοιάζει με σταγόνα νερού σε μια λιπαρή μεταλλική επιφάνεια ή τείνει να είναι σφαιρικός, το μέταλλο είναι μη διαβρεκτικό.
- Η καλή διαβροχή υποδεικνύεται από μικρή γωνία μηνίσκου μικρότερη από 30°.
2.4 Δράση διαβροχής
Η διαβροχή αναφέρεται στη διαδικασία κατά την οποία το καυτό υγρό συγκολλητικό διαλύεται και απλώνεται στη μεταλλική επιφάνεια που πρόκειται να συνδεθεί. Η συγκόλληση και ο χαλκός αναμειγνύονται σε μοριακό επίπεδο για να σχηματίσουν μια νέα φάση κράματος (εν μέρει χαλκός, εν μέρει συγκόλληση). Αυτή η διαδικασία δημιουργεί ενδομεταλλικούς δεσμούς μεταξύ των εξαρτημάτων, οι οποίοι αποτελούν τον πυρήνα της συγκόλλησης υψηλής ποιότητας και καθορίζουν την αντοχή της συγκολλητικής σύνδεσης. Για αποτελεσματική διαβροχή:
- Η επιφάνεια του χαλκού πρέπει να είναι καθαρή και απαλλαγμένη από στρώματα οξειδίων που σχηματίζονται από τον αέρα.
- Η συγκόλληση και η επιφάνεια του τεμαχίου πρέπει να φτάσουν στην κατάλληλη θερμοκρασία.
2.5 Ιδιότητες των μεσομεταλλικών στρωμάτων
Το PCBA χρησιμοποιεί χαλκό ως βασικό μέταλλο και κασσίτερο-μόλυβδο ως κράμα κόλλησης. Ενώ ο μόλυβδος δεν σχηματίζει ενδομεταλλικές ενώσεις με το χαλκό, ο κασσίτερος διαχέεται στο χαλκό, δημιουργώντας ενδομεταλλικές ενώσεις (Cu₃Sn και Cu₆Sn₅) στη διεπιφάνεια κόλλησης-χαλκού. Βασικά χαρακτηριστικά:
- Το μεσομεταλλικό στρώμα (που αποτελείται από τη φάση η και τη φάση ε) πρέπει να είναι εξαιρετικά λεπτό.
- Στη συγκόλληση με λέιζερ, το πάχος του μεσομεταλλικού στρώματος είναι της τάξης του 0,1 mm- στην κυματοσυγκόλληση και τη χειροσυγκόλληση, μια υψηλής ποιότητας ένωση έχει συνήθως πάχος μεσομεταλλικού στρώματος που υπερβαίνει τα 0,5 μm.
- Η διατμητική αντοχή της συγκόλλησης μειώνεται καθώς το μεσομεταλλικό στρώμα παχαίνει. Συνεπώς, ο χρόνος συγκόλλησης πρέπει να ελαχιστοποιείται ώστε το πάχος του στρώματος να είναι κάτω από 1 μm.
3. Προφυλάξεις για χειροκίνητη συγκόλληση PCBA
3.1 Έλεγχος ηλεκτροστατικής εκφόρτισης (ESD)
Φοράτε πάντα λουράκι καρπού ESD. Το ανθρώπινο σώμα μπορεί να συσσωρεύσει πάνω από 10.000 βολτ στατικού ηλεκτρισμού, ενώ πολλά ολοκληρωμένα κυκλώματα (ICs) μπορούν να υποστούν βλάβη από τάσεις που υπερβαίνουν τα 300 V. Το λουράκι καρπού εξασφαλίζει τη στατική εκφόρτιση προς τη γη, προστατεύοντας τα ευαίσθητα εξαρτήματα.
3.2 Χειρισμός της πλακέτας και των εξαρτημάτων
- Φορέστε γάντια ή θήκες για τα δάχτυλα- μην αγγίζετε την PCB ή τα χρυσά δάχτυλα των εξαρτημάτων με γυμνά χέρια (τα έλαια και η υγρασία από το δέρμα μπορεί να προκαλέσουν μόλυνση ή διάβρωση).
- Κρατήστε την πλακέτα μόνο από τις άκρες της για να αποφύγετε την καταστροφή των εξαρτημάτων ή των αρμών συγκόλλησης στην πλακέτα.
3.3 Παράμετροι και τεχνική συγκόλλησης
- Χρησιμοποιήστε τη σωστή θερμοκρασία συγκόλλησης, τη σωστή γωνία σίδερου και τη σωστή σειρά συγκόλλησης- διατηρήστε τον κατάλληλο χρόνο συγκόλλησης.
- Προτιμήστε συγκόλληση σε χαμηλή θερμοκρασία όταν είναι δυνατόν: Οι υψηλές θερμοκρασίες επιταχύνουν την οξείδωση της άκρης του σίδερου - στους 470°C, ο ρυθμός οξείδωσης είναι διπλάσιος από αυτόν στους 380°C, μειώνοντας σημαντικά τη διάρκεια ζωής της άκρης.
- Μην ασκείτε υπερβολική πίεση: Η υπερβολική πίεση μπορεί να προκαλέσει ζημιά ή παραμόρφωση της άκρης του σίδερου. Η θερμότητα μεταφέρεται αποτελεσματικά εάν η μύτη έρχεται σε πλήρη επαφή με την ένωση συγκόλλησης. Επιλέξτε ένα μέγεθος μύτης σίδερου που ταιριάζει με το σημείο συγκόλλησης για βέλτιστη μεταφορά θερμότητας.
- Αποφεύγετε να χτυπάτε ή να κουνάτε την άκρη του σίδερου: Αυτό μπορεί να προκαλέσει ζημιά στον πυρήνα του θερμαντήρα, να προκαλέσει πιτσιλιές κόλλησης (που μπορεί να δημιουργήσουν βραχυκυκλώματα στην πλακέτα) και να μειώσει τη διάρκεια ζωής του πυρήνα.
3.4 Συντήρηση της άκρης του σίδερου
- Καθαρίστε την άκρη του σίδερου με ένα υγρό σφουγγάρι για να αφαιρέσετε το οξείδιο και την περίσσεια κόλλησης. Το σφουγγάρι πρέπει να είναι υγρό (όχι μούσκεμα ή στεγνό):
- Τα υπερβολικά υγρά σφουγγάρια προκαλούν απότομη πτώση της θερμοκρασίας (θερμικό σοκ), οδηγώντας σε ψυχρές ενώσεις συγκόλλησης ή ανοιχτά κυκλώματα.Τα υπολείμματα νερού μπορούν επίσης να διαβρώσουν την πλακέτα ή να προκαλέσουν βραχυκυκλώματα.
- Τα στεγνά σφουγγάρια αποτυγχάνουν να απομακρύνουν το οξείδιο, με αποτέλεσμα την κακή συγκόλληση του άκρου και τις επακόλουθες ατέλειες συγκόλλησης.
- Ελέγχετε τακτικά το επίπεδο υγρασίας του σφουγγαριού και καθαρίζετε τις αποθέσεις συγκόλλησης τουλάχιστον τρεις φορές την ημέρα.
- Διατηρείτε την άκρη του σίδερου κασσιτερωμένη (επικαλυμμένη με ένα λεπτό στρώμα συγκόλλησης) για να μειώσετε την οξείδωση και να παρατείνετε τη διάρκεια ζωής του.
3.5 Χρήση κόλλησης και ρευστού
- Χρησιμοποιήστε τη σωστή ποσότητα κόλλησης: Ανεπαρκής συγκόλληση οδηγεί σε αδύναμες ενώσεις και επιταχυνόμενη οξείδωση, οδηγώντας σε αστοχία των ενώσεων με την πάροδο του χρόνου.
- Χρησιμοποιήστε τη σωστή ποσότητα ροής: Η ανεπαρκής ποσότητα ροής δεν απομακρύνει τα οξείδια ούτε προάγει τη διαβροχή.
- Μειώστε τις πιτσιλιές κόλλησης: Αποφύγετε το λιώσιμο του σύρματος κόλλησης απευθείας στην άκρη του καυτού σίδερου (η ροή θερμαίνεται γρήγορα και πιτσιλάει). Αντ' αυτού, τροφοδοτήστε το σύρμα συγκόλλησης στη θερμαινόμενη ένωση.
3.6 Αποφυγή θερμικών ζημιών
Μην αφήνετε το κολλητήρι να κάψει την πλαστική μόνωση των γειτονικών καλωδίων ή τις επιφάνειες των εξαρτημάτων - αυτό είναι ιδιαίτερα κρίσιμο για σφιχτά συσκευασμένες ή πολύπλοκου σχήματος πλακέτες.
3.7 Αυτοεπιθεώρηση μετά την συγκόλληση
Μετά τη συγκόλληση, επιθεωρήστε κάθε σύνδεση με βάση τον ακόλουθο κατάλογο ελέγχου:
- a. Υπάρχουν ατέλειωτες ενώσεις συγκόλλησης;
- b. Είναι οι ενώσεις συγκόλλησης λείες, πλήρεις και γυαλιστερές;
- c. Υπάρχει υπολειμματική ροή γύρω από την ένωση;
- d. Υπάρχουν γέφυρες συγκόλλησης (ακούσιες συνδέσεις μεταξύ ακροδεκτών);
- e. Έχουν ανασηκωθεί ή αποκολληθεί κάποια μαξιλαράκια από την πλακέτα;
- f. Υπάρχουν ρωγμές στις ενώσεις συγκόλλησης;
- g. Υπάρχουν αρθρώσεις σε σχήμα βελόνας (τραβηγμένες άκρες) ή ανομοιόμορφες;
3.8 Ασφάλεια και εξαερισμός
- Φορέστε μάσκα για να αποφύγετε την εισπνοή βλαβερών αναθυμιάσεων από συγκόλληση και ροή.
- Χρησιμοποιήστε έναν ανεμιστήρα αναρρόφησης ή έναν απορροφητήρα καπνών για να διατηρήσετε καλό εξαερισμό στο χώρο εργασίας συγκόλλησης.
4. Πρακτική εργασία και συμβουλές βελτίωσης δεξιοτήτων
- Εξασκηθείτε στον σταθερό έλεγχο του χεριού και στην ακριβή διαχείριση της θερμότητας.
- Ταιριάξτε το μέγεθος της μύτης του σίδερου με το μέγεθος της συγκόλλησης/του μαξιλαριού για αποτελεσματική μεταφορά θερμότητας.
- Προσαρμόστε τη θερμοκρασία του κολλητηριού ανάλογα με τα εξαρτήματα και τον τύπο συγκόλλησης (π.χ. χαμηλότερες θερμοκρασίες για εξαρτήματα ευαίσθητα στη θερμότητα).
- Επιλέξτε τον κατάλληλο τύπο ροής για την εφαρμογή (π.χ. ροή χωρίς καθαρισμό για συναρμολογήσεις PCB).
- Διατηρείτε το χώρο εργασίας καθαρό και οργανωμένο για να αποφύγετε τη μόλυνση ή τη φθορά εξαρτημάτων.
- Εκπαιδεύστε τους χειριστές σε τυποποιημένες διαδικασίες για να αποφύγετε κακές συνήθειες που θέτουν σε κίνδυνο την ποιότητα.
5. Σύνοψη: Βασικοί κανόνες που πρέπει να ακολουθήσετε
- Φορέστε έναν ιμάντα ESD στον καρπό και γειωθείτε για να προστατεύσετε τα ευαίσθητα εξαρτήματα.
- Χρησιμοποιήστε γάντια ή δακτυλοθήκες - ποτέ μην αγγίζετε εξαρτήματα ή PCB με γυμνά χέρια.
- Διατηρήστε τη σωστή γωνία συγκόλλησης, θερμοκρασία, ακολουθία και χρόνο.
- Κρατήστε την πλακέτα από τις άκρες της για να αποφύγετε την καταστροφή των εξαρτημάτων.
- Προτεραιότητα στη συγκόλληση χαμηλής θερμοκρασίας όταν είναι εφικτό.
- Μην πιέζετε ή χτυπάτε το κολλητήρι- χρησιμοποιήστε το σωστό μέγεθος άκρης.
- Καθαρίζετε τακτικά την άκρη του σίδερου με ένα κατάλληλα βρεγμένο σφουγγάρι.
- Χρησιμοποιήστε τη σωστή ποσότητα κόλλησης και ροής - αποφύγετε την περίσσεια ή την ανεπάρκεια.
- Διατηρήστε την άκρη του σιδήρου κασσιτερωμένη για να μειώσετε την οξείδωση.
- Αποφύγετε το πιτσίλισμα του συγκολλητικού υλικού τροφοδοτώντας το συγκολλητικό υλικό στην ένωση (όχι στην άκρη του σίδερου).
- Αποφύγετε τη θερμική ζημιά σε κοντινά καλώδια και εξαρτήματα.
- Ελέγξτε όλες τις ενώσεις μετά την συγκόλληση χρησιμοποιώντας τον παρεχόμενο κατάλογο ελέγχου.
- Χρησιμοποιήστε εξοπλισμό ασφαλείας (μάσκα, απορροφητήρα καπνών) για ένα υγιές περιβάλλον εργασίας.
- Επενδύστε στην κατάρτιση και τους ελέγχους δεξιοτήτων για τη συνεχή βελτίωση της ποιότητας της συγκόλλησης.
Τελική σημείωση
Η χειροκίνητη συγκόλληση PCBA είναι ένας συνδυασμός δεξιοτήτων και ελέγχου της διαδικασίας. Οι υψηλής ποιότητας ενώσεις συγκόλλησης βασίζονται στη σωστή διαχείριση της θερμότητας, στον ακριβή συγχρονισμό, στην κατάλληλη επιλογή ροής, στις καθαρές μεταλλικές επιφάνειες και στον προσεκτικό χειρισμό. Ελαχιστοποιώντας την έκθεση στη θερμότητα για τον έλεγχο της ανάπτυξης των μεσομεταλλικών στρωμάτων, αποτρέποντας τη ζημιά από ESD και ακολουθώντας τις τυποποιημένες διαδικασίες καθαρισμού και επιθεώρησης, μπορείτε να παράγετε σταθερά ισχυρές, αξιόπιστες ενώσεις συγκόλλησης και να βελτιώσετε τη συνολική ποιότητα του προϊόντος.

