

















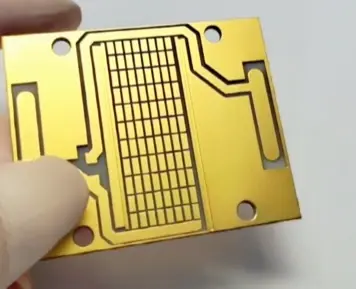
Propiedades de los PCB cerámicos
Propiedades mecánicas (cómo se forman las trazas de los circuitos)
b. Son fáciles de mecanizar. Mantienen las dimensiones exactas. Pueden fabricarse en muchas capas.
c. Su superficie es lisa. No se deforman, ni se doblan, ni presentan pequeñas grietas.
Propiedades eléctricas
b. Tienen baja constante dieléctrica y baja pérdida dieléctrica. Esto ayuda a que las señales pasen con menos pérdidas.
c. Su rendimiento se mantiene estable a altas temperaturas y alta humedad. Esto ayuda a garantizar la fiabilidad en condiciones de uso duras.
Propiedades térmicas
b. Su coeficiente de dilatación térmica puede coincidir con el de materiales afines, especialmente el silicio. Esta coincidencia reduce la tensión cuando las piezas se calientan y se enfrían.
c. Tienen buena resistencia al calor. Permanecen estables a altas temperaturas.
Otras propiedades
b. No absorben la humedad. Son resistentes al aceite y a los ataques químicos. Liberan poca radiación.
c. Los materiales utilizados son inocuos y no tóxicos. Su estructura cristalina no cambia en el intervalo de temperaturas de trabajo.
d. Las materias primas son abundantes. La tecnología está madura. Son fáciles de fabricar y su precio es bajo.
Métodos para fabricar sustratos cerámicos
- Apilar capas - prensar en caliente - retirar el aglutinante - cocer la lámina base - formar patrones de circuito - cocer el circuito.
- Apilar capas - imprimir el patrón del circuito en la superficie - prensar en caliente - retirar el aglutinante - cocer.
- Imprimir patrón de circuito - apilar - prensar en caliente - retirar carpeta - cocer.
Metalización de PCB cerámicos
a. Método de película gruesa:
b. Método de película fina:
c. Método de cocción conjunta:
■ Puede formar líneas de circuito muy finas y es fácil hacer muchas capas, por lo que es posible un cableado de alta densidad.
■ Como el aislante y el conductor se forman juntos, es posible el sellado hermético en paquetes.
Eligiendo la composición, la presión de conformado y la temperatura de sinterización adecuadas, se puede controlar la contracción por sinterización. Especialmente cuando se fabrica un sustrato con una contracción cero en el plano, se abre la posibilidad de utilizarlo en BGA, CSP y embalajes de alta densidad de chip desnudo.
Tipos de sustratos cerámicos
Sustrato de alúmina (Al₂O₃)
b. Fabricación: Las cerámicas de Al₂O₃ suelen fabricarse apilando láminas sin cocer. A menudo se utiliza un aglutinante como el butiral de polivinilo (PVB). La temperatura de cocción varía en función de los coadyuvantes de sinterización añadidos, y suele ser de 1550-1600°C. Los métodos de metalización del Al₂O₃ son principalmente los de película gruesa y los de cocción conjunta. Las pastas y la tecnología del proceso están maduras. Hoy en día satisfacen muchas necesidades de aplicación.
c. Aplicaciones: Sustratos para circuitos integrados híbridos, sustratos para paquetes LSI y sustratos para circuitos multicapa.

Sustrato de mullita (3Al₂O₃-2SiO₂)
Sustrato de nitruro de aluminio (AlN)
b. Conformación: Los mismos métodos de conformado utilizados para los sustratos de Al₂O₃ pueden utilizarse para el AlN. La ruta más utilizada es el apilamiento de láminas sin cocer. Para ello, se mezclan polvo de AlN, aglutinantes orgánicos, disolvente y un tensioactivo para obtener una pasta cerámica. La lechada se funde con cinta, se apila, se prensa en caliente, se desbarba y, a continuación, se cuece para fabricar el sustrato de AlN.
c. Características del sustrato de AlN: El AlN tiene una conductividad térmica más de diez veces superior a la del Al₂O₃. Su coeficiente de expansión térmica (CTE) es igual al del silicio. En comparación con el Al₂O₃, el AlN tiene mayor resistencia de aislamiento y mayor tensión de ruptura. Su constante dieléctrica es menor. Estas características hacen que el AlN sea muy valioso para los sustratos de encapsulado.
d. Aplicaciones: Utilizado para módulos amplificadores de potencia en banda VHF, dispositivos de alta potencia y sustratos de diodos láser.
Sustrato de carburo de silicio (SiC)
b. Fabricación: El SiC tiene una estabilidad química y térmica muy elevada, por lo que los métodos de cocción normales dificultan su densificación. Se necesitan auxiliares de sinterización y métodos de cocción especiales. Se suele utilizar el prensado en caliente al vacío.
c. Características del SiC: Una característica clave es su gran coeficiente de difusión térmica. Puede ser incluso mayor que el del cobre. Su dilatación térmica es más parecida a la del silicio. Pero el SiC tiene algunos inconvenientes. Su constante dieléctrica es relativamente alta y su tensión de ruptura no es tan buena como la de otras cerámicas.
d. Aplicaciones: Los sustratos de SiC se utilizan cuando se necesita una alta dispersión del calor y el voltaje no es elevado. Se utilizan para paquetes disipadores de calor VLSI, LSI lógicos de alta velocidad y alta integración con disipadores de calor, grandes ordenadores y sustratos de diodos láser para comunicaciones ópticas.
Sustrato de berilio (BeO)
Comparación de algunos materiales cerámicos y tipos de sustrato
Multicapa cerámica de cocción a alta temperatura (HTCC)
PCB de cerámica cocida a baja temperatura (LTCC)
Sustrato cerámico de capa gruesa (TFC)
Placa de circuito impreso (PCB) de cobre-cerámica de enlace directo (DBC)

Placa de circuito impreso cerámica de cobre con chapado directo (DPC)
Notas sobre el uso y la selección
Compromisos de fabricación y aspectos prácticos
Co-cocción vs metalización post-cocción
Ejemplos de flujos de procesos típicos (breve resumen)
- Para sustrato multicapa cocido: hacer pasta cerámica, colar cinta, perforar vías en cinta verde, imprimir pastas conductoras por pantalla, apilar cintas, prensar y desenrollar, y luego cocer. Después de la cocción, realice el procesamiento final, como la metalización de la almohadilla y el grabado del circuito, si es necesario.
- Para película gruesa sobre cerámica: utilizar sustrato cerámico cocido, serigrafiar pastas conductoras y resistencias, cocer a 700-800°C, después recortar las resistencias y añadir las almohadillas metálicas finales.
- Para DPC: limpiar la cerámica, depositar la semilla de Ti/Cu por pulverización catódica, crear el patrón fotorresistente, grabar la semilla para crear el patrón, electrodepositar para hacer crecer el cobre, retirar la resistencia y limpieza final.
Resumen
Preguntas frecuentes
Las más comunes son la alúmina (Al₂O₃) para uso general y el nitruro de aluminio (AlN) para una mayor conductividad térmica; otras cerámicas especializadas (por ejemplo, el carburo de silicio) se utilizan para necesidades específicas de alta potencia o alta temperatura.
Las placas de circuito impreso cerámicas se fabrican mediante procesos como la impresión de película gruesa, la deposición de película fina, el mecanizado por láser y la metalización (cobre o plata), seguidos de la cocción y el acabado.
Ventajas clave: conductividad térmica mucho mejor (disipación del calor), menor coeficiente de expansión térmica (CTE), tolerancia a altas temperaturas y excelente aislamiento eléctrico, lo que los hace ideales para LED, electrónica de potencia y aplicaciones de RF/alta frecuencia.
Sí: los costes de los materiales y los procesos especializados (cocción, mecanizado por láser, metalización) hacen que las placas de circuito impreso cerámicas sean más caras que las FR-4 estándar; sin embargo, para diseños de alta potencia o fiabilidad pueden reducir los costes del sistema al mejorar el rendimiento y la vida útil.
Sí. Los sustratos cerámicos ofrecen propiedades dieléctricas estables y bajas pérdidas a altas frecuencias, lo que los convierte en una buena elección para componentes de circuitos de RF y microondas.
Elija la alúmina por su rentabilidad y uso general; elija el AlN cuando necesite una mayor conductividad térmica y una mejor gestión térmica para aplicaciones de alta potencia. Su elección debe reflejar los requisitos térmicos, mecánicos y presupuestarios.