
















Esta nota explica por qué los paneles PCB pueden cambiar de tamaño durante el procesamiento y cómo controlarlo. Desde la primera transferencia del patrón de la capa interna en el Material base PCB, Al pasar por varios ciclos de laminación y, a continuación, por la transferencia del patrón de la capa exterior, el panel puede expandirse o encogerse de forma diferente en las direcciones X e Y. Revisando el diagrama de flujo completo de producción de PCB, podemos encontrar los pasos del proceso y las causas que conducen a una expansión anormal del panel o a una mala consistencia del tamaño.
1. Causas principales de la expansión y contracción del tamaño de las placas de circuito impreso.
1.1 Estabilidad del material entrante y consistencia entre lotes
El factor principal es la estabilidad del tamaño del material base de las placas de circuito impreso. Preste especial atención a la consistencia del material entre los ciclos de laminación del mismo proveedor. Incluso si cada lote cumple las especificaciones del material, una consistencia deficiente entre lotes puede causar problemas. Por ejemplo, una primera placa de prueba puede ajustarse con una compensación razonable de la capa interna. Más tarde, cuando la producción utiliza un lote diferente de material base, el tamaño final del patrón puede salirse de la tolerancia.
Hay otro caso anormal. Algunos lotes muestran ratios normales de rayos X y de transferencia de la capa exterior tras el laminado de la capa exterior. Pero más tarde, antes del trazado del contorno, se observa que el panel se ha encogido. En un caso de producción, algunos lotes mostraron un importante encogimiento tras la transferencia de la capa exterior. La anchura del panel frente a la longitud de la unidad enviada, en relación con la escala de transferencia de la capa exterior, se encogió hasta 3,6 mil por cada 10 pulgadas. Rastreamos este lote. Los datos de rayos X tras la laminación de la capa exterior y la escala de transferencia de la capa exterior seguían estando dentro de los límites de control. En la actualidad, el control del proceso no dispone de un método de supervisión fiable para detectar este tipo de cambio a tiempo.
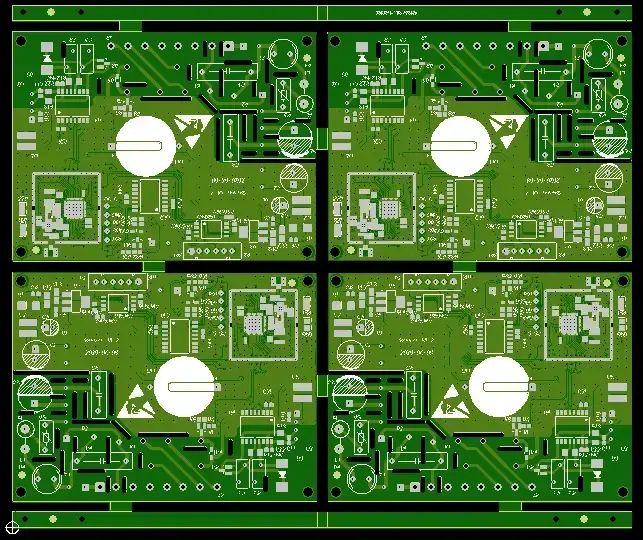
1.2 Factores de diseño de la panelización (array)
Los paneles estándar suelen diseñarse con disposiciones simétricas. Cuando la escala de transferencia es normal, las disposiciones simétricas no afectan mucho al tamaño final del patrón. Pero algunos clientes o diseñadores utilizan disposiciones de panel no simétricas para mejorar el uso del material y reducir costes. Las disposiciones no simétricas pueden provocar diferencias evidentes en el tamaño del patrón en distintas zonas del panel. Durante el procesado se puede observar un peor control del registro en los paneles no simétricos. Esto ocurre en la perforación de la vía ciega láser, la exposición de la transferencia de la capa exterior, la exposición de la máscara de soldadura y la impresión de leyendas. En estos pasos, los paneles no simétricos son más difíciles de alinear y mejorar que los simétricos.
1.3 Factores de transferencia del patrón de la primera capa interior
La transferencia del patrón de la primera capa interna es un paso clave para el tamaño final de la placa de circuito impreso. Si la escala de la película o la compensación de la película para la transferencia de la primera capa interna es incorrecta, el tamaño final del patrón de la placa de circuito impreso puede no satisfacer las necesidades del cliente. Un escalado incorrecto de la primera capa también puede causar problemas posteriores. Por ejemplo, es posible que las vías ciegas láser no se alineen con sus almohadillas de aterrizaje. Esto puede reducir el aislamiento entre capas e incluso provocar cortocircuitos. También puede causar problemas de registro de las vías pasantes o ciegas durante la transferencia de la capa exterior.
2. Métodos específicos de control y mejora
A partir del análisis anterior, podemos adoptar métodos específicos de seguimiento y mejora.
2.1 Supervisar la estabilidad del tamaño del material base entrante y la consistencia del lote
- Pruebas periódicas. Compruebe periódicamente la estabilidad de las tallas del material base de distintos proveedores. Realice un seguimiento de las diferencias de urdimbre y trama (X e Y) entre lotes del mismo grado de material. Utilice estadísticas sencillas para analizar los datos de las pruebas. Esto ayuda a encontrar proveedores cuyo material es más estable a lo largo del tiempo.
- Utilizar los datos para la selección de proveedores. Facilite los datos de dimensionamiento a SQE (Ingeniería de Calidad de Proveedores) y a Compras. Así se obtienen mejores pruebas para la elección de proveedores.
- Detectar desplazamientos graves. En el caso de los lotes defectuosos que provocan graves retracciones tras la transferencia de la capa exterior, la única detección práctica hoy en día es la medición de los primeros paneles de producción en el trazado del esquema o la inspección en la revisión del envío. Este último método requiere un control estricto de los lotes. En una producción de lotes grandes con muchos lotes, pueden producirse mezclas, lo que dificulta la detección.
2.2 Utilizar diseños de paneles simétricos siempre que sea posible
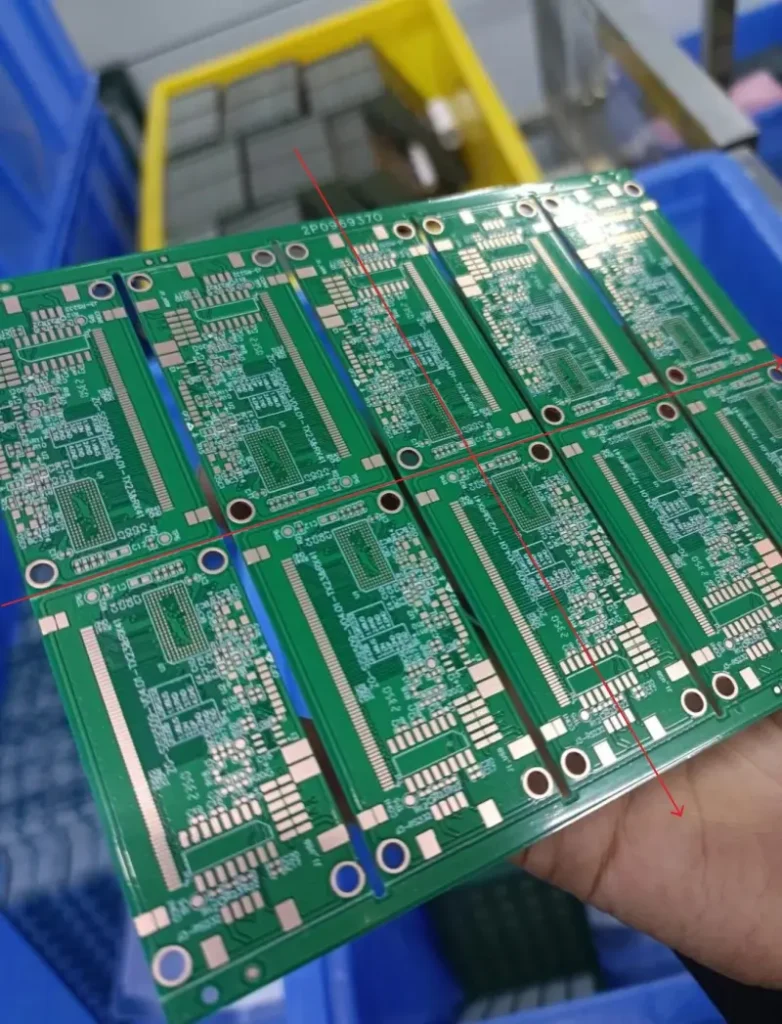
- Regla de diseño. Intente adoptar diseños de paneles simétricos. La simetría ayuda a mantener la expansión y la contracción uniformes en todas las unidades enviadas del panel.
- Marque las posiciones del panel. Si es posible, pida al cliente que deje marcas en los bordes del proceso, como marcas de grabado o texto impreso, para marcar la posición de cada unidad enviada en el panel. En los diseños no simétricos, este marcado resulta más útil. Si una unidad de un panel muestra más tarde un tamaño atípico o un defecto local en la almohadilla inferior, puede identificar la unidad defectuosa y retirarla antes del envío. Así se evitan fallos de montaje y reclamaciones de los clientes.
2.3 Hacer un tablero piloto para fijar la escala de transferencia y validar
- Realice un tablero “piloto de escala”. Realice una primera placa piloto para determinar el escalado correcto de la película para la primera transferencia de la capa interna. Este paso es fundamental cuando se cambia de material base o de proveedor de película P para reducir costes o por otros motivos.
- Manipule con cuidado los paneles fuera de control. Si encuentra paneles fuera de control, compruebe si los orificios de la vía de la unidad proceden de un taladrado secundario. Para los paneles que siguen un flujo de taladrado rutinario, puede liberarlos para la transferencia a la capa exterior y ajustar el escalado de la película según sea necesario. Pero en el caso de los paneles con orificios de taladrado secundario, manipule los paneles anómalos con sumo cuidado. Debe asegurarse de que las dimensiones del patrón acabado y la distancia desde el objetivo hasta el orificio de la vía (taladrado secundario) cumplen las especificaciones. Mantenga un registro: recopile los datos de escalado de la primera placa para los paneles de laminado secundario para tener una referencia.
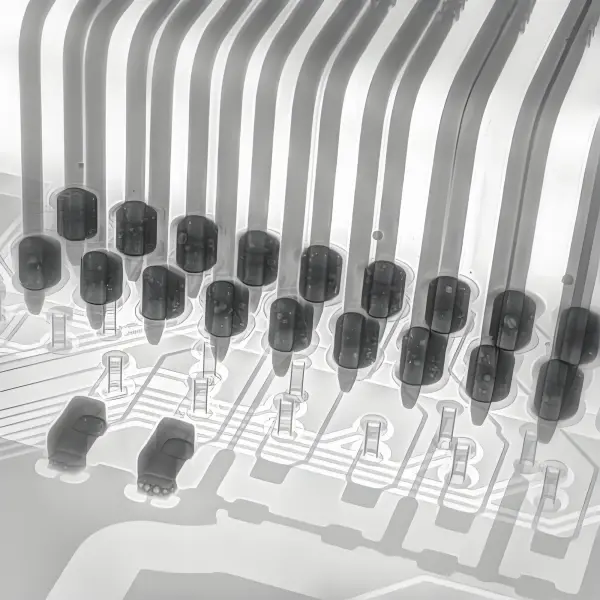
2.4 Control del proceso mediante datos de registro de la capa interna de rayos X
- Utilice el registro de rayos X. Tras el laminado, utilice las mediciones de rayos X de los objetivos de la capa interna del panel para obtener datos de registro de las posiciones de las vías perforadas. Compare estos números medidos de los objetivos de la capa interna con los datos aceptados de la placa piloto. Esta comparación muestra si el tamaño del panel tiene una expansión o contracción anormal.
- Tolerancia de escalado estricta. El análisis teórico muestra que la escala debe controlarse dentro de un margen de ±0,025% para cumplir los requisitos de tamaño de los paneles estándar. Mantenga la tolerancia ajustada para evitar problemas de registro posteriores.
3. Resumen y consejo final
Analizando las principales causas de la expansión y contracción del tamaño de las placas de circuito impreso podemos encontrar puntos prácticos de control y métodos de mejora. Las acciones clave son:
- Pruebas y seguimiento de la estabilidad del material entrante en todos los lotes.
- Prefiera las disposiciones simétricas de los paneles y añada marcas de posición cuando la disposición deba ser asimétrica.
- Utilice placas piloto para ajustar la escala de la película de la primera capa interior y registre los datos.
- Utilice el registro por rayos X después de la laminación para detectar a tiempo los cambios de tamaño.
- Trate los paneles con perforación secundaria de forma diferente y con más escrutinio.
Espero que a los profesionales de los PCB les resulten útiles estas ideas. Combine estos métodos con sus propias condiciones de producción. A continuación, elija las mejoras que se adapten a su fábrica y a sus productos. Si lo desea, puedo prepararle una breve lista de comprobación o una plantilla para pruebas de materiales y registros de placas piloto que podrá utilizar en el taller.
4. Ventajas de Philifast en el control del tamaño de las placas de circuito impreso y la estabilidad del proceso
4.1 Capacidad de producción y control de calidad
Philifast tiene grandes ventajas prácticas en el control del cambio de tamaño de las placas de circuito impreso y en el suministro de placas estables y fiables. La empresa lleva muchos años funcionando y utiliza líneas de producción y herramientas de inspección avanzadas. Posee certificados de calidad clave y cuenta con un equipo de ingenieros cualificados que se encarga de las placas piloto, las comprobaciones de los materiales entrantes y la configuración del proceso. Philifast cuenta con múltiples SMT líneas, inspección por rayos X, AOI y SPI, y un completo PCBA Todo ello ayuda a detectar y evitar problemas de tamaño y registro en una fase temprana del flujo.
4.2 Medidas de control de procesos e integración de servicios
Philifast aplica estrictos controles de entrada de material, registra los datos de escalado de las placas piloto y utiliza el registro por rayos X para supervisar los objetivos de la capa interior después del laminado. Estos pasos reducen el riesgo de contracción o expansión posterior y facilitan la detección de unidades defectuosas en un panel antes de su envío. Philifast también ofrece servicios integrales de PCB y PCBA desde el prototipo hasta la producción en serie, de modo que el mismo equipo que establece el patrón de la placa puede seguirlo durante el montaje y las pruebas para obtener resultados coherentes.

