بستر سرامیکی نوعی برد ویژه است که با چسباندن مستقیم ورق مسی به سطح یک لایه اکسید یا سرامیک در دمای بالا ساخته میشود. مس از طریق فرآیندی در دمای بالا به سرامیک متصل میشود، بهطوریکه فلز و سرامیک پایهای پایدار برای مدارها تشکیل میدهند.
الف. آنها استحکام مکانیکی بالایی دارند. آنها میتوانند قطعات را نگه دارند و همچنین بهعنوان سازههای پشتیبان عمل کنند.
ب. ماشینکاری آنها آسان است. ابعاد آنها دقیق باقی میماند. میتوان آنها را در لایههای متعدد ساخت.
ج. سطح آنها صاف است. آنها تاب نمیخورند، خم نمیشوند و ترکهای کوچک ندارند.
الف. آنها مقاومت عایقی بالا و ولتاژ شکست بالایی دارند. این امر مدارها را در برابر اتصال کوتاه و آسیب ناشی از ولتاژ بالا ایمن نگه میدارد.
ب. آنها دارای ضریب دیالکتریک پایین و تلفات دیالکتریک کم هستند. این امر به عبور سیگنالها با تلفات کمتر کمک میکند.
ج. عملکرد آنها در دما و رطوبت بالا پایدار میماند. این امر به تضمین قابلیت اطمینان در شرایط استفادهٔ سخت کمک میکند.
الف. آنها رسانایی حرارتی بالایی دارند. این امر به انتقال گرما از قطعات داغ کمک میکند.
ب. ضریب انبساط حرارتی آنها میتواند با مواد مرتبط، بهویژه سیلیکون، مطابقت داشته باشد. این تطابق تنش ناشی از گرم و سرد شدن قطعات را کاهش میدهد.
ج. آنها مقاومت حرارتی خوبی دارند. در دمای بالا پایدار میمانند.
الف. آنها از نظر شیمیایی پایدار هستند. آنها به راحتی قابل فلشکاری هستند. الگوهای مدار به خوبی به آنها میچسبند.
ب. آنها رطوبت را جذب نمیکنند. در برابر روغن و حملهٔ شیمیایی مقاوم هستند. تابش کمی از خود ساطع میکنند.
ج. مواد مورد استفاده بیضرر و غیرسمی هستند. ساختار بلوری آنها در محدوده دمای کاری تغییر نمیکند.
د. مواد اولیه فراوان هستند. فناوری آن بالغ است. ساخت آنها آسان است و قیمتشان پایین است.
پیش از پخت سرامیک، چهار روش شکلدهی رایج وجود دارد. این روشها عبارتند از پرس پودری (که میتواند پرس قالب یا پرس ایزوستاتیک باشد)، اکستروژن، قالبگیری نوار و قالبگیری تزریقی. در میان این روشها، قالبگیری نوار در سالهای اخیر برای بستههای LSI و زیرلایههای مدارهای هیبریدی بیشتر مورد استفاده قرار گرفته است، زیرا ایجاد لایههای متعدد در آن آسانتر است و بازده تولید بالاتری دارد.
مسیرهای فرآیندی رایج این سه هستند:
- لایهها را روی هم قرار دهید – پرس داغ – حذف چسب – پختن ورق پایه – شکلدهی الگوهای مدار – پختن مدار.
- لایهها را روی هم قرار دهید – الگوی مدار را روی سطح چاپ کنید – پرس داغ – حذف چسب – همپخت.
- الگوی مدار چاپی – انباشت – پرس داغ – حذف چسب – همپخت.
در روش فیلم ضخیم، هادیها (ردههای مدار) و مقاومتها با چاپ سیلک روی سرامیک تشکیل میشوند. پس از چاپ، قطعات برای شکلگیری مدار و پدهای تماس سینتر میشوند. چسبهای مورد استفاده برای تثبیت فلز چاپشده شامل نوع شیشهای، نوع اکسیدی و انواع ترکیبی شیشه–اکسید هستند.
لایه نازک از روشهای خلأ مانند تبخیر، رسوبدهی یونی یا اسپاترینگ برای اعمال فلز استفاده میکند. از آنجا که لایه نازک فلز را از فاز گازی رسوب میدهد، در اصل میتوان هر فلزی را رسوب داد. همچنین در اصل میتوان هر زیرلایهای را به این روش فلزی کرد. اما انبساط حرارتی لایه فلزی و زیرلایه سرامیکی باید تا حد امکان با هم مطابقت داشته باشد. همچنین افزایش چسبندگی لایه فلزی به سرامیک اهمیت دارد.
قبل از پخت، خمیرهای فلزی نسوز مولیبدن، تنگستن و فلزات مشابه بهصورت چاپ سیلک روی ورقهای سرامیکی خام چاپ میشوند. سپس مجموعهٔ لایهها از چسب جدا شده و پخته میشود تا سرامیک و فلز ساختار یکپارچهای را تشکیل دهند. این روش دارای ویژگیهای زیر است:
این امکان را دارد که خطوط مدار بسیار ظریفی ایجاد کند و لایهچینی متعدد آسان است، بنابراین سیمکشی با چگالی بالا امکانپذیر میشود.
از آنجا که عایق و رسانا با هم تشکیل میشوند، آببندی ارگانیک در بستهبندیها امکانپذیر است.
با انتخاب ترکیب مناسب، فشار شکلدهی و دمای سینتر، میتوان انقباض سینتر را کنترل کرد. بهویژه هنگامی که یک زیرلایه با انقباض صفحهای صفر ساخته شود، این امر امکان استفاده در بستهبندیهای با چگالی بالا از جمله BGA، CSP و چیپ برهنه را فراهم میآورد.
الف. مادهٔ خام: Al₂O₃ اغلب توسط … ساخته میشود.
فرآیند بایر. در این روش مادهٔ خام بوکسیت است که شامل اکسیدهای آلومینیوم هیدراته و ترکیبات مرتبط میباشد.
b. ساخت: سرامیکهای Al₂O₃ معمولاً با چیدن ورقهای خام شکل میگیرند. اغلب از یک چسب مانند پلیوینیل بوتیرال (PVB) استفاده میشود. دمای پخت با افزودنیهای سینترینگ متفاوت است و معمولاً در محدوده ۱۵۵۰–۱۶۰۰ درجه سانتیگراد قرار دارد. روشهای فلزیسازی برای Al₂O₃ عمدتاً شامل روشهای فیلم ضخیم و همپخت هستند. خمیرها و فناوری فرآیند آن بالغ شده است. این فناوریها امروزه نیازهای بسیاری از کاربردها را برآورده میکنند.
ج. کاربردها: زیرلایهها برای مدارهای مجتمع هیبریدی، زیرلایههای بستهبندی LSI و زیرلایههای مدارهای چندلایه.

مولایت یکی از پایدارترین فازهای بلوری در سیستم Al₂O₃–SiO₂ است. در مقایسه با Al₂O₃، مولایت استحکام مکانیکی کمی کمتر و رسانایی گرمایی پایینتری دارد، اما ثابت دیالکتریک آن کمتر است. این ثابت دیالکتریک پایینتر میتواند به بهبود سرعت سیگنال کمک کند. ضریب انبساط حرارتی آن نیز کم است که تنش حرارتی روی LSI نصبشده را کاهش میدهد. همچنین اختلاف انبساط آن با فلزات رسانا مانند Mo و W کمتر است، بنابراین همپختن باعث کاهش تنش بین فلز و سرامیک میشود.
الف. ماده خام: AlN یک ماده معدنی طبیعی نیست. این یک ماده ساخت بشر است که برای اولین بار در دهه ۱۸۰۰ سنتز شد. پودرهای معمول AlN با روش نیتریداسیون کاهشی یا نیتریداسیون مستقیم تولید میشوند. روش کاهش نیتریداسی از Al₂O₃ آغاز میشود و با استفاده از کربن با خلوص بالا آن را کاهش داده، سپس با نیتروژن واکنش میدهد تا AlN تشکیل شود. روش نیتریداسی مستقیم، پودر آلومینیوم را با N₂ واکنش میدهد تا مستقیماً AlN تولید شود.
b. ساخت: همان روشهای شکلدهی که برای زیرلایههای Al₂O₃ استفاده میشوند، میتوان برای AlN نیز بهکار برد. رایجترین روش، چیدن ورقههای نپخته است. برای این منظور، پودر AlN، چسبهای آلی، حلال و یک سورفکتانت با هم مخلوط شده و یک دوغاب سرامیکی تهیه میشود. سپس این دوغاب بهصورت نوار ریخته میشود، چیده شده، تحت پرس گرم قرار میگیرد، چسب آن جدا شده و در نهایت پخته میشود تا زیرلایه AlN حاصل گردد.
ج. ویژگیهای زیرلایه AlN: AlN رسانایی گرمایی بیش از ده برابر Al₂O₃ دارد. ضریب انبساط حرارتی (CTE) آن با سیلیکون مطابقت دارد. در مقایسه با Al₂O₃، AlN مقاومت عایقی بالاتر و ولتاژ شکست بالاتری دارد. ثابت دیالکتریک آن پایینتر است. این ویژگیها AlN را برای زیرلایههای بستهبندی بسیار ارزشمند میسازند.
د. کاربردها: مورد استفاده برای ماژولهای تقویتکننده توان باند VHF، دستگاههای توان بالا و زیرلایههای دیود لیزری.
الف. مادهٔ خام: SiC یک مادهٔ معدنی طبیعی نیست. این ماده با مخلوط کردن سیلیکا، کک و مقدار کمی نمک بهصورت پودر تهیه میشود. این مخلوط در کورهٔ گرافیتی در دمای بالای ۲۰۰۰ درجهٔ سانتیگراد حرارت داده میشود تا واکنش داده و α-SiC را تشکیل دهد. سپس میتوان SiC را با تبخیر مستقیم تصفیه کرد تا بلوک سبز تیرهٔ مادهٔ چندکریستالی بهدست آید.
ب. روش ساخت: SiC از پایداری شیمیایی و حرارتی بسیار بالایی برخوردار است، بنابراین روشهای معمول پخت آن را دشوار میکند. به کمکهای سintering و روشهای پخت ویژه نیاز است. پرس گرم در خلأ معمولاً بهکار میرود.
c. ویژگیهای SiC: یک ویژگی کلیدی ضریب هدایت حرارتی بسیار بالای آن است. این ضریب حتی میتواند از مس نیز بیشتر باشد. ضریب انبساط حرارتی آن به سیلیکون نزدیکتر است. اما SiC معایبی نیز دارد. ثابت دیالکتریک آن نسبتاً بالا است و ولتاژ شکست آن به خوبی برخی سرامیکهای دیگر نیست.
د. کاربردها: زیرلایههای SiC در مواردی استفاده میشوند که نیاز به پخش حرارت بالا باشد و ولتاژ زیاد نباشد. از آنها برای بستهبندیهای دفع حرارت VLSI، مدارهای منطقی LSI با سرعت بالا و یکپارچگی زیاد همراه با هیتسینک، رایانههای بزرگ و زیرلایههای دیود لیزری برای ارتباطات نوری استفاده میشود.
BeO رسانایی گرمایی چندین برابر Al₂O₃ را دارد. این ماده برای مدارهای توان بالا مناسب است. ثابت دیالکتریک آن کم است، بنابراین برای مدارهای فرکانس بالا مناسب است. زیرلایههای BeO معمولاً با پرس خشک ساخته میشوند. همچنین میتوان آنها را با روش ورق نپخته با افزودن مقادیر کمی MgO یا Al₂O₃ تولید کرد. از آنجا که پودر BeO سمی است، محصولات BeO نگرانیهای زیستمحیطی و سلامتی را به همراه دارند. در ژاپن تولید سابستریت BeO مجاز نیست و BeO باید از مکانهایی مانند ایالات متحده وارد شود.
از نظر ساختار و روشهای ساخت، زیرلایههای سرامیکی را میتوان به HTCC، LTCC، TFC، DBC، DPC و غیره تقسیم کرد. از زیرلایههای سرامیکی به دلیل رسانایی حرارتی خوب، مقاومت در برابر حرارت، عایق بودن، ضریب انبساط حرارتی پایین و کاهش هزینه، در بستهبندی الکترونیک و الکترونیک قدرت مانند IGBT (ترانزیستور دو قطبی دروازهای عایقشده)، LD (دیود لیزری)، LED با توان بالا و CPV (فوتوولتائیک متمرکزکننده) به طور فزایندهای استفاده میشود.
مواد پایه سرامیکی رایج عبارتند از BeO، Al₂O₃، AlN و Si₃N₄. در میان اینها، Si₃N₄ دارای عایق الکتریکی بسیار بالا و پایداری شیمیایی است. همچنین پایداری حرارتی خوبی دارد و مقاومت مکانیکی بالایی دارد. میتوان از آن برای بردهای مدار چگالی بالا و یکپارچگی بالا استفاده کرد.
HTCC یک زیرلایه سرامیکی همپخت در دمای بالا است. برای ساخت HTCC، ابتدا پودر سرامیکی مانند Al₂O₃ یا AlN با یک چسب آلی مخلوط میشود. این مخلوط به شکل خمیر درآمده و سپس با استفاده از تیغه دکتور یا روشهای مشابه به ورق تبدیل میشود. ورقهای خشکشده به قطعات سبز تبدیل میشوند. سوراخها برای ویاس حفر شده و خمیرهای هادی برای سیمکشی و پر کردن ویاس به روش چاپ سیلک چاپ میشوند. سپس ورقهای خام روی هم چیده شده و برای سینتر شدن در کوره با دمای بالا در حدود ۱۶۰۰ درجه سانتیگراد قرار میگیرند. از آنجایی که دمای سینتر بالا است، انتخاب فلزات رسانا محدود است. فلزاتی با نقطه ذوب بالا اما رسانایی کمتر، مانند تنگستن، مولیبدن و منگنز، استفاده میشوند. هزینه این فلزات بالا است و هدایت حرارتی آنها در حدود ۲۰ تا ۲۰۰ وات بر مترمربع بر درجه سانتیگراد متغیر است.
LTCC مخفف سرامیک همپخت در دمای پایین است. مراحل ساخت آن مشابه HTCC است. تفاوت آن در این است که پودر Al₂O₃ شامل ۳۰–۵۰۱TP3T از نظر جرمی شیشه با نقطه ذوب پایین است. این امر دمای پخت را به حدود ۸۵۰–۹۰۰ درجه سانتیگراد کاهش میدهد. از آنجایی که دمای پخت پایین است، میتوان از فلزات رسانا با رسانایی خوب مانند طلا و نقره برای الکترودها و ردپاها استفاده کرد. LTCC برای خطوط فلزی از چاپ سیلک استفاده میکند. این روش به دلیل کشش توری میتواند دارای خطاهای همترازی باشد. همچنین هنگامی که لایههای چندگانه روی هم قرار گرفته و به صورت همپخت پخته میشوند، ممکن است انقباض متفاوتی رخ دهد که به بازده آسیب میرساند. برای افزایش رسانایی حرارتی LTCC، میتوان ویایهای حرارتی یا ویایهای رسانا را در نواحی قطعات اضافه کرد، اما این کار هزینه را افزایش میدهد.
در مقایسه با LTCC و HTCC، TFC یک زیرلایه سرامیکی پس از پخت است. در این روش از چاپ سیلک برای اعمال خمیرهای فلزی روی سطح پایه سرامیکی استفاده میشود. پس از خشک شدن، قطعه در دمای بالا (۷۰۰–۸۰۰ درجه سانتیگراد) پخته میشود. خمیرهای فلزی از پودر فلز، رزین آلی و شیشه ساخته شدهاند. پس از پخت، رزین میسوزد و لایهای که باقی میماند عمدتاً فلزی است که توسط یک چسب شیشهای بر روی سطح سرامیکی متصل شده است. ضخامت لایه فلزی پختهشده معمولاً ۱۰–۲۰ میکرومتر و حداقل عرض خط حدود ۰.۳ میلیمتر است. از آنجا که این فناوری بالغ است، فرآیند ساده و هزینه آن کم است، TFC در مواردی که نیاز به دقت الگو بالا نیست، استفاده میشود.
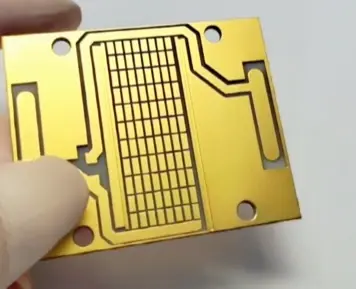
DBC با همسintering یا پیوند یوتکتیک ورق مس به یک ورق سرامیکی در دمای بالا (حدود 1065 درجه سانتیگراد) ساخته میشود. پس از چسباندن، الگوهای مدار با حکاکی ایجاد میشوند. از آنجا که ورق مسی رسانایی الکتریکی و حرارتی خوبی دارد و Al₂O₃ میتواند انبساط کامپوزیت Cu–Al₂O₃–Cu را کنترل کند، DBC دارای ضریب انبساط حرارتی نزدیکی به آلومینا است. DBC دارای رسانایی حرارتی خوب، عایقبندی قوی و قابلیت اطمینان بالا است. این ماده بهطور گسترده در بستهبندی IGBT، دیود لیزری و CPV استفاده میشود. DBC دارای معایبی نیز هست. واکنش یوتکتیک در دمای بالا بین Cu و Al₂O₃ نیازمند کنترل دقیق تجهیزات و فرآیند است، بنابراین هزینه آن بالاتر است. میکروپوهها میتوانند بین Al₂O₃ و Cu تشکیل شوند و مقاومت در برابر شوک حرارتی را کاهش دهند. ورق مسی میتواند در دمای بالا تاب بردارد، بنابراین ضخامت مس روی DBC معمولاً بیش از 100 میکرومتر است. همچنین از حکاکی برای ایجاد الگوها استفاده میشود، بنابراین حداقل عرض خط عموماً بیش از 100 میکرومتر است.

DPC با تمیزکاری و پیشپردازش ورق سرامیکی آغاز میشود. سپس یک لایه بذر Ti/Cu با اسپاترینگ خلأ بر روی سطح زیرلایه رسوب داده میشود. از فوتولیتوگرافی، ظهور و حکاکی برای ایجاد الگوی مدار استفاده میشود. سپس از آبکاری الکتریکی یا آبکاری شیمیایی برای افزایش ضخامت مدار بهره گرفته میشود. پس از حذف فوتورزیست، زیرلایه تکمیل میشود. DPC این مزایا را دارد: فرآیند دمای پایین (زیر ۳۰۰ درجه سانتیگراد)، بنابراین از معایب دمای بالا برای مواد و مدارها جلوگیری میکند و هزینه تولید را کاهش میدهد. استفاده از فیلم نازک و فوتولیتوگرافی خطوط فلزی روی زیرلایه را ظریفتر میکند. بنابراین DPC برای بستهبندیهایی که به دقت همترازی بالایی نیاز دارند، بسیار مناسب است. اما DPC معایبی نیز دارد. ضخامت مس رسوبشده با الکتروپلیتینگ محدود است و مایع ضایعاتی الکتروپلیتینگ میتواند باعث آلودگی شود. چسبندگی بین لایه فلزی و سرامیک کمتر است، بنابراین قابلیت اطمینان محصول ممکن است کمتر باشد.
هنگام انتخاب زیرلایه سرامیکی، ماده را با نیازهای کاربرد مطابقت دهید. اگر به هدایت حرارتی بالا و ضریب انبساط حرارتی نزدیک به سیلیکون نیاز دارید، AlN یا SiC ممکن است بهترین باشد. اگر هزینه و فرآیند پردازش بالغ اهمیت دارد، Al₂O₃ انتخاب محکمی است. اگر به خطوط ریز و پردازش در دمای پایین نیاز دارید، DPC و LTCC میتوانند مناسب باشند. اگر به سیمکشی چندلایه با چگالی بالا و آببندی هرمتیک نیاز دارید، مسیرهای همپخته مانند LTCC یا HTCC با فلز همسوزاندهشده ممکن است مناسب باشد.
حوزههای کاربرد رایج شامل ماژولهای قدرت، تقویتکنندههای توان RF، ماژولهای دیود لیزری، LEDهای پرقدرت و بستهبندی LSI با چگالی بالا هستند. الکترونیک قدرت از زیرلایههای سرامیکی بهرهمند میشود زیرا آنها گرما را بهخوبی منتقل کرده و در برابر تنش حرارتی، عایقبندی و استحکام مکانیکی را حفظ میکنند. دستگاههای RF از کاهش تلفات دیالکتریک و خواص دیالکتریک پایدار سود میبرند. بستهبندی با چگالی بالا از توانایی ایجاد خطوط ریز و چیدن لایههای متعدد با کنترل دقیق همترازی در صورت مناسب بودن فرآیند بهرهمند میشود.
هر نوع سرامیک و هر فرآیند، مزایا و معایب خاص خود را دارد. HTCC از دمای پخت بالا استفاده میکند و بنابراین برای هادیها از فلزات نسوز بهره میبرد. این امر رسانایی را محدود کرده و هزینه را افزایش میدهد، اما HTCC میتواند در دمای بالا بسیار مقاوم باشد. LTCC با افزودن شیشه دمای پخت را کاهش میدهد تا بتوان از هادیهای بهتر استفاده کرد، اما ممکن است دچار مشکلات جمعشدگی و تراز در لایههای چندگانه شود. TFC ارزان و ساده است، اما نمیتواند الگوهای بسیار ریز را ارائه دهد. DBC با مس ضخیم پخش حرارتی عالی را فراهم میکند، اما محدودیت در الگوسازی و هزینه تولید میتواند مشکلساز باشد. DPC امکان الگوسازی دقیق و پردازش در دمای پایین را فراهم میکند، اما چسبندگی و کنترل ضایعات نیاز به مراقبت دارد.
همپختن به معنای چاپ خمیرهای فلزی روی سرامیک خام و پختن همزمان همه اجزا است. این روش میتواند ویژگیهای بسیار کوچک و سیمکشی چندلایه واقعی را ایجاد کند. همچنین باعث میشود سرامیک و فلز به یک جسم یکپارچه تبدیل شوند که به آببندی هرمتیک کمک میکند. اما همپختن نیازمند کنترل دقیق مواد برای تطبیق انقباض و سینتر شدن است. فلزکاری پس از پخت، مانند فیلم ضخیم یا فیلم نازک روی سرامیک پختهشده، از مشکلات انقباض ناشی از همسینتر شدن جلوگیری میکند. این روش میتواند برای نیازهای لایه تکی یا دو لایه ساده آسانتر باشد. اما روشهای پس از پخت ممکن است به همان چگالی سیمکشی نرسند و ممکن است خواص چسبندگی یا حرارتی متفاوتی داشته باشند.
- برای زیرلایه چندلایه همسوزاندهشده: خمیر سرامیکی تهیه کنید، نوار را قالبگیری کنید، ویاسها را در نوار سبز حفر کنید، خمیر هادی را با چاپ سیلک چاپ کنید، نوارها را روی هم قرار دهید، پرس و جداسازی (debind) کنید و سپس پخت کنید. پس از پخت، پردازش نهایی مانند فلزیسازی پد و حکاکی مدار را در صورت نیاز انجام دهید.
- برای فیلم ضخیم روی سرامیک: از زیرلایه سرامیکی پخته شده استفاده کنید، خمیرهای هادی و مقاومت را به روش چاپ سیلک چاپ کنید، در دمای ۷۰۰–۸۰۰ درجه سانتیگراد پخت کنید، سپس مقاومتها را برش دهید و پدهای فلزی نهایی را اضافه کنید.
- برای DPC: سرامیک را تمیز کنید، با اسپاتر لایه بذر تیتانیوم/مس رسوب دهید، فوتورزیست را الگو کنید، بذر را برای ایجاد الگو حک کنید، با الکتروپلیتینگ مس رشد دهید، فوتورزیست را بردارید و تمیزکاری نهایی انجام دهید.
بردهای مدار چاپی سرامیکی (PCB سرامیکی) دستهای از مواد زیرلایه هستند که استحکام منحصربهفردی برای بستهبندی الکترونیکی فراهم میکنند. این بردها مسیرهای حرارتی مناسبی دارند، رفتار الکتریکی پایداری در دما از خود نشان میدهند و استحکام مکانیکی خوبی دارند. انتخابهای مختلف سرامیک و روشهای متالازی متفاوت به طراحان امکان میدهد تا بین هزینه، عملکرد حرارتی، عملکرد الکتریکی و نیازهای الگوی خطوط ریز تعادل برقرار کنند. به همین دلیل، زیرلایههای سرامیکی بهطور گسترده در الکترونیک قدرت، ماژولهای RF، بستهبندیهای لیزر و دیود، LEDهای پرقدرت و بسیاری از حوزههای بستهبندی با چگالی بالا مورد استفاده قرار میگیرند.