

















مقدمة
يرمز PCBA إلى لوحة الدوائر المطبوعة + التجميع + التجميع. وهو يشير إلى العملية الكاملة التي يخضع فيها ثنائي الفينيل متعدد الكلور العاري إلى SMT (تقنية التركيب على السطح) أو الإدخال من خلال ثقب (DIP)، متبوعًا بالتجميع الكامل. في الصين، يشيع استخدام مصطلح “PCBA”، بينما في أوروبا والولايات المتحدة الأمريكية فإن الترميز القياسي هو “PCB'A” مع فاصلة عليا - وهذا هو التعبير التقليدي الرسمي.
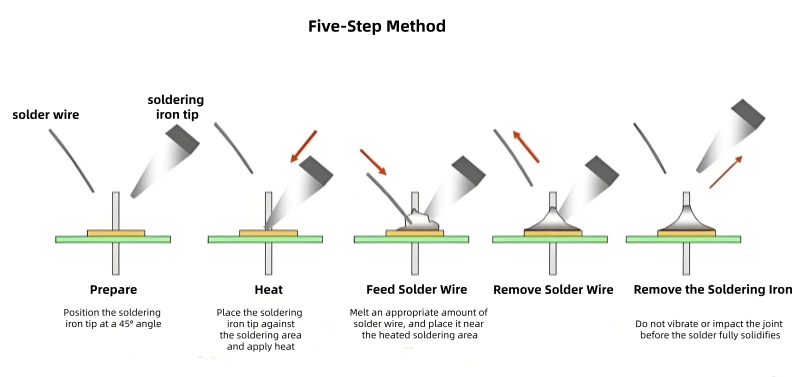
1. خمس خطوات للحام PCBA اليدوي للPCBA
- إعداد: ضع طرف مكواة اللحام بزاوية 45 درجة بالنسبة لمفصل اللحام.
- الحرارة: قم بلمس طرف المكواة بمفصل اللحام وقم بتطبيق الحرارة بالتساوي.
- سلك لحام التغذية: قم بتزويد سلك اللحام بالوصلة المسخنة، مما يسمح بذوبان اللحام بالكمية المناسبة.
- إزالة سلك اللحام: بمجرد ذوبان كمية كافية من اللحام وتغليف الوصلة وتغليفها، اسحب سلك اللحام أولاً.
- إزالة المكواة: تجنب أي اهتزاز أو تأثير على الوصلة قبل أن يتصلب اللحام بالكامل. ثم، قم بإزالة مكواة اللحام بعناية.
2. المبادئ الأساسية للحام PCBA
2.1 التوتر السطحي للوحة واللحام
إن تماسك لحام القصدير والرصاص قوي للغاية، مما يجعل اللحام المنصهر يشكل شكلًا كرويًا. بالنسبة لحجم معين، يكون للكرة أصغر مساحة سطح، وهو ما يتماشى مع متطلبات حالة الطاقة المنخفضة. يعمل التدفق بشكل مشابه للمنظف على الأسطح المعدنية الزيتية. بالإضافة إلى ذلك، يعتمد التوتر السطحي بشكل كبير على نظافة المعدن ودرجة حرارته. لا يحدث الترطيب المثالي (الالتصاق باللحام) إلا عندما تتجاوز طاقة الترطيب طاقة السطح (التماسك) للحام بشكل كبير.
2.2 تكوين المركبات بين الفلزية
يشكل النحاس والقصدير حبيبات بين معدنية أثناء اللحام. يتم تحديد شكل وحجم هذه الحبيبات حسب مدة وشدة الحرارة المطبقة على الوصلة. تميل المدخلات الحرارية المنخفضة إلى إنتاج بنية بلورية دقيقة، مما ينتج عنه وصلات لحام ذات قوة مثالية. وعلى العكس من ذلك، ينتج عن الحرارة المفرطة أو وقت اللحام الطويل حبيبات خشنة وحبيبات هشة، مما يؤدي إلى انخفاض قوة القص للمفصل.
2.3 زاوية الترطيب على اللوح
عندما يتم تسخين سطح اللوح إلى 35 درجة مئوية تقريبًا فوق نقطة انصهار اللحام ووضع قطرة من اللحام على السطح الساخن المتدفق، يتشكل هلال (سطح سائل منحني). يمكن تقييم قدرة ترطيب المعدن جزئيًا من خلال شكل هذا السطح الهلالي:
- إذا كان السطح الهلالي له قعر سفلي مميز، أو يشبه قطرة ماء على سطح معدني زيتي، أو يميل إلى أن يكون كرويًا، فإن المعدن غير قابل للبلل.
- يُشار إلى الترطيب الجيد بزاوية هلالية صغيرة أقل من 30 درجة.
2.4 عمل الترطيب 2.4
يشير الترطيب إلى العملية التي يذوب فيها اللحام السائل الساخن وينتشر على السطح المعدني المراد وصله. يمتزج اللحام والنحاس على المستوى الجزيئي لتشكيل مرحلة سبيكة جديدة (جزء من النحاس وجزء من اللحام). تنشئ هذه العملية روابط بينية معدنية بين المكونات، وهي جوهر اللحام عالي الجودة وتحدد قوة وصلة اللحام. للترطيب الفعال:
- يجب أن يكون السطح النحاسي نظيفًا وخاليًا من طبقات الأكسيد المكونة للهواء.
- يجب أن يصل اللحام وسطح قطعة العمل إلى درجة الحرارة المناسبة.
2.5 خواص الطبقات بين الفلزية
يستخدم PCBA النحاس كمعدن أساسي ورصاص القصدير كسبيكة لحام. وفي حين أن الرصاص لا يشكل مركبات بين فلزية مع النحاس، فإن القصدير ينتشر في النحاس، مما يخلق مركبات بين فلزية (Cu₃Sn وCu₆Sn₅) عند واجهة اللحام والنحاس. الخصائص الرئيسية:
- يجب أن تكون الطبقة البينية المعدنية (المكونة من الطور η والطور ε) رقيقة للغاية.
- في اللحام بالليزر، يكون سمك الطبقة البينية المعدنية في حدود 0.1 مم؛ أما في اللحام الموجي واللحام اليدوي، عادةً ما يكون سمك الطبقة البينية المعدنية في الوصلة عالية الجودة أكثر من 0.5 ميكرومتر.
- تنخفض قوة القص لمفصل اللحام كلما زادت سماكة الطبقة البينية المعدنية. وبالتالي، يجب تقليل وقت اللحام إلى الحد الأدنى للحفاظ على سمك الطبقة أقل من 1 ميكرومتر.
3. احتياطات لحام PCBA اليدوي
3.1 التحكم في التفريغ الكهروستاتيكي (ESD)
ارتدِ دائماً رباط المعصم الواقي من التفريغ الكهروستاتيكي. يمكن لجسم الإنسان أن يراكم أكثر من 10000 فولت من الكهرباء الساكنة، في حين أن العديد من الدوائر المتكاملة (ICs) يمكن أن تتلف بسبب الفولتية التي تتجاوز 300 فولت. يضمن رباط المعصم التفريغ الاستاتيكي إلى الأرض، مما يحمي المكونات الحساسة.
3.2 التعامل مع ثنائي الفينيل متعدد الكلور والمكونات
- ارتدِ قفازات أو واقيات الأصابع؛ لا تلمس ثنائي الفينيل متعدد الكلور أو أصابع الذهب المكونة بأيدي عارية (يمكن أن تتسبب الزيوت والرطوبة من الجلد في حدوث تلوث أو تآكل).
- أمسك لوحة PCB من حوافها فقط لتجنب إتلاف المكونات أو وصلات اللحام على اللوحة.
3.3 معلمات وتقنية اللحام
- استخدم درجة حرارة اللحام الصحيحة، وزاوية المكواة، وتسلسل اللحام؛ حافظ على وقت لحام مناسب.
- يفضل اللحام بدرجة حرارة منخفضة عندما يكون ذلك ممكنًا: تعمل درجات الحرارة المرتفعة على تسريع أكسدة طرف الحديد - عند 470 درجة مئوية، يكون معدل الأكسدة ضعف معدل الأكسدة عند 380 درجة مئوية، مما يقلل بشكل كبير من عمر الطرف.
- لا تضغط بشكل مفرط: قد يؤدي الضغط الزائد إلى تلف أو تشويه طرف المكواة. تنتقل الحرارة بفعالية إذا قام الطرف بالتلامس الكامل مع وصلة اللحام. اختر حجم طرف المكواة المطابق للوحة اللحام للحصول على توصيل حراري مثالي.
- تجنب ضرب أو تأرجح طرف المكواة: يمكن أن يؤدي ذلك إلى تلف قلب السخان، والتسبب في تناثر اللحام (مما قد يؤدي إلى حدوث دوائر قصيرة على ثنائي الفينيل متعدد الكلور)، وتقليل عمر القلب.
3.4 صيانة طرف الحديد 3.4
- نظف طرف المكواة بإسفنجة رطبة لإزالة الأكسيد واللحام الزائد. يجب أن تكون الإسفنجة رطبة (غير مبللة أو جافة):
- تتسبب الإسفنجات المبللة بشكل مفرط في انخفاض مفاجئ في درجة الحرارة (صدمة حرارية)، مما يؤدي إلى برودة وصلات اللحام أو الدوائر المفتوحة؛ كما يمكن أن تتسبب بقايا الماء في تآكل ثنائي الفينيل متعدد الكلور أو تسبب قصورًا في اللحام.
- تفشل الإسفنجات الجافة في إزالة الأكسيد، مما يؤدي إلى سوء تعليب الطرف وما يتبعه من عيوب لحام.
- افحص مستوى الرطوبة في الإسفنجة بانتظام ونظف خبث اللحام ثلاث مرات على الأقل في اليوم.
- حافظ على طرف المكواة معلبًا (مغطى بطبقة رقيقة من اللحام) لتقليل الأكسدة وإطالة عمر الخدمة.
3.5 استخدام اللحام والتدفق
- استخدم الكمية المناسبة من اللحام: يتسبب اللحام الزائد في حدوث دوائر كهربائية قصيرة (سد) أو يخفي العيوب؛ ويؤدي اللحام غير الكافي إلى ضعف الوصلات وتسارع الأكسدة، مما يؤدي إلى فشل الوصلة بمرور الوقت.
- استخدم الكمية المناسبة من التدفق: يمكن أن يؤدي التدفق الزائد إلى تآكل PCBA ويسبب تسربًا كهربائيًا؛ يفشل التدفق غير الكافي في إزالة الأكاسيد أو تعزيز الترطيب.
- تقليل تناثر اللحام: تجنب صهر سلك اللحام مباشرة على طرف المكواة الساخن (يسخن التدفق بسرعة ويتناثر). بدلاً من ذلك، قم بتغذية سلك اللحام بالمفصل الساخن.
3.6 تجنب التلف الحراري
لا تسمح لمكواة اللحام بحرق العازل البلاستيكي للأسلاك القريبة أو أسطح المكونات - وهذا أمر بالغ الأهمية بشكل خاص لمركبات ثنائي الفينيل متعدد الكلور المعبأة بإحكام أو المعقدة الشكل.
3.7 الفحص الذاتي بعد اللحام
بعد اللحام، افحص كل وصلة بعد لحامها في ضوء قائمة المراجعة التالية:
- a. هل هناك أي وصلات لحام مفقودة؟
- b. هل وصلات اللحام ناعمة وممتلئة ولامعة؟
- c. هل يوجد تدفق متبقي حول الوصلة؟
- d. هل توجد أي جسور لحام (وصلات غير مقصودة بين الوسادات)؟
- e. هل تم رفع أي وسادات أو تمزقت من ثنائي الفينيل متعدد الكلور؟
- f. هل توجد أي شقوق في وصلات اللحام؟
- g. هل هناك أي مفاصل على شكل إبرة (أطراف مسحوبة) أو غير مستوية؟
3.8 السلامة والتهوية
- ارتدِ قناعًا لتجنب استنشاق الأبخرة الضارة من اللحام والتدفق.
- استخدم مروحة شفط أو شفاط دخان للحفاظ على تهوية جيدة في محطة عمل اللحام.
4. العمل العملي ونصائح تحسين المهارات
- تدرّب على التحكم اليدوي الثابت والتحكم الدقيق في الحرارة.
- قم بمطابقة حجم طرف المكواة مع حجم وصلة اللحام/الوسادة لنقل الحرارة بكفاءة.
- اضبط درجة حرارة مكواة اللحام بناءً على المكونات ونوع اللحام (على سبيل المثال، درجات حرارة أقل للمكونات الحساسة للحرارة).
- حدد نوع التدفق المناسب للتطبيق (على سبيل المثال، التدفق غير النظيف لتجميعات ثنائي الفينيل متعدد الكلور).
- حافظ على منطقة العمل نظيفة ومنظمة لمنع التلوث أو تلف المكونات.
- تدريب المشغلين على الإجراءات القياسية لتجنب العادات السيئة التي تضر بالجودة.
5. ملخص: القواعد الأساسية التي يجب اتباعها
- ارتدِ رباط معصم مزود بخاصية ESD وقم بتأريض نفسك لحماية المكونات الحساسة.
- استخدم قفازات أو واقيات الأصابع - لا تلمس المكونات أو مركبات ثنائي الفينيل متعدد الكلور بيديك العاريتين.
- حافظ على زاوية اللحام ودرجة الحرارة والتسلسل والوقت الصحيحين.
- أمسك لوحة PCB من حوافها لتجنب إتلاف المكونات.
- إعطاء الأولوية للحام بدرجة حرارة منخفضة عندما يكون ذلك ممكناً.
- لا تضغط على مكواة اللحام أو تضربها ؛ استخدم حجم الطرف الصحيح.
- نظّفي طرف المكواة بانتظام باستخدام إسفنجة مبللة بشكل صحيح.
- استخدم الكمية المناسبة من اللحام والتدفق - تجنب الزيادة أو النقصان.
- حافظ على طرف الحديد معلبًا لتقليل الأكسدة.
- امنع تناثر اللحام عن طريق تلقيم اللحام في الوصلة (وليس طرف المكواة).
- تجنب التلف الحراري للأسلاك والمكونات القريبة.
- افحص جميع الوصلات بعد اللحام باستخدام قائمة المراجعة المتوفرة.
- استخدم معدات السلامة (قناع، شفاط الأبخرة) من أجل بيئة عمل صحية.
- استثمر في التدريب وفحص المهارات لتحسين جودة اللحام باستمرار.
الملاحظة الختامية
لحام PCBA اليدوي هو مزيج من المهارة والتحكم في العملية. تعتمد وصلات اللحام عالية الجودة على الإدارة السليمة للحرارة، والتوقيت الدقيق، واختيار التدفق المناسب، والأسطح المعدنية النظيفة، والمناولة الدقيقة. من خلال تقليل التعرض للحرارة إلى أدنى حد ممكن للتحكم في نمو الطبقة المعدنية البينية، ومنع تلف التفريغ الكهرومغناطيسي الإلكتروني، واتباع إجراءات التنظيف والفحص القياسية، يمكنك إنتاج وصلات لحام قوية وموثوقة باستمرار وتحسين جودة المنتج بشكل عام.

