
















Předmluva
Výzkum technologie BGA byl zahájen v 60. letech 20. století. Jako první ji použila společnost IBM ve Spojených státech. BGA se však začala používat až na počátku 90. let 20. století.
V 80. letech 20. století lidé chtěli menší elektronické obvody a více vstupně-výstupních pinů. Technologie povrchové montáže (SMT) Obvodová sestava se vyznačovala tím, že byla lehká, tenká, krátká a malá. SMT také přineslo vyšší požadavky na rozteč vývodů a koplanaritu u součástek s mnoha vývody. Vzhledem k omezením v přesnosti obrábění, vyrobitelnosti, ceně a procesu montáže se však za hranici rozteče pro součástky QFP (Quad Flat Pack) obecně považovalo 0,3 mm. Tento limit značně omezoval vývoj montáže s vysokou hustotou. Součástky QFP s jemnou roztečí také vyžadovaly přísné montážní postupy. To omezovalo jejich použití. Z tohoto důvodu se některé americké společnosti zaměřily na vývoj a používání součástek BGA. Považovaly BGA za lepší než QFP pro potřeby vysoké hustoty.
Co je BGA?
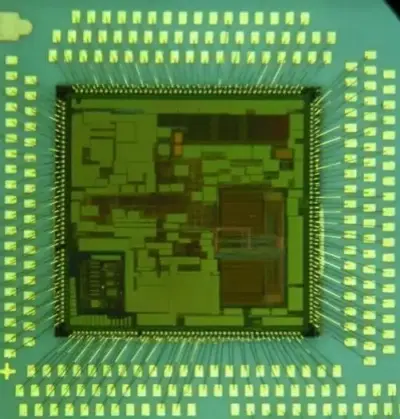
BGA je zkratka pro Ball Grid Array. V tomto pouzdru jsou pájecí kuličky umístěny v mřížce na spodní straně substrátu pouzdra. Tyto kuličky slouží jako vstupně-výstupní spoje mezi zařízením a deskou s plošnými spoji (PCB). Součástky balené touto metodou jsou zařízení pro povrchovou montáž. Rané procesory používaly pouzdra DIP, podobně jako dnes některé velmi základní mikrokontroléry.
V dnešní době, kdy dochází k rychlému rozvoji elektronického průmyslu, jsou počítače a mobilní telefony běžnou záležitostí. Lidé chtějí od elektronických výrobků více funkcí a vyšší výkon, ale také menší rozměry a nižší hmotnost. To vede výrobky k tomu, aby měly více funkcí, vyšší výkon a menší rozměry. Aby bylo možné tento cíl splnit, musí být čipy integrovaných obvodů stále menší a složitější. Pak roste počet vstupů a výstupů obvodů a zvyšuje se hustota vstupů a výstupů v balení. Aby bylo možné tomuto trendu vyhovět, byly vytvořeny pokročilé obalové technologie s vysokou hustotou. Jednou z těchto technologií je balení BGA.
Ze všech typů integrovaných obvodů zaznamenal BGA v letech 1996-2001 nejrychlejší růst. V roce 1999 činila výroba BGA přibližně 1 miliardu kusů. Do dnešního dne je tato technologie stále určena především pro zařízení s vysokou hustotou a výkonem. Nadále se přechází na jemnější rozteče a vyšší počty vstupů a výstupů. Balení BGA se používá hlavně pro čipové sady PC, mikroprocesory/řadiče, ASIC, hradlová pole, paměti, DSP, PDA, PLD a podobná zařízení.
Typy BGA podle obalového materiálu
V závislosti na materiálu obalu se BGA zařízení skládají především z:
PBGA (plastový BGA)
CBGA (Ceramic BGA)
CCBGA (Ceramic Column BGA)
TBGA (Tape BGA)
CSP (Chip Scale Package nebo μBGA)
PBGA - Plastic Ball Grid Array
PBGA používá jako substrát laminát BT pryskyřice / sklo. Obal je utěsněn plastem (epoxidovou formovací směsí). Pájecí kuličky mohou být z olovnatých slitin (např. 63Sn37Pb, 62Sn36Pb2Ag) nebo bezolovnatých slitin (např. Sn96,5Ag3Cu0,5). Pájecí kuličky a tělo pouzdra jsou spojeny bez přidání další pájky.
Některá pouzdra PBGA mají dutinu. Vyrábějí se ve verzích “dutinou nahoru” a “dutinou dolů”. Tyto pouzdra PBGA s dutinou zlepšují odvod tepla a nazývají se tepelně vylepšené BGA nebo EBGA. Někteří je také nazývají CPBGA (Cavity Plastic BGA).
Výhody PBGA:
Dobrá tepelná shoda s deskou plošných spojů. Laminát BT z pryskyřice a skla v PBGA má koeficient tepelné roztažnosti (CTE) přibližně 14 ppm/°C. Mnoho desek plošných spojů má CTE kolem 17 ppm/°C. Obě hodnoty jsou si blízké. Tepelná shoda je tedy dobrá.
Při pájení přetavením využívá PBGA samovyrovnávacího efektu pájecích kuliček. Povrchové napětí roztavené pájky pomáhá vyrovnat kuličky na podložky.
Nízké náklady.
Dobrý elektrický výkon.
Nevýhoda PBGA:
Citlivý na vlhkost. Není vhodný pro zařízení, která vyžadují hermetické utěsnění nebo velmi vysokou spolehlivost.
CBGA - Keramické kuličkové mřížky
CBGA má mezi rodinami BGA nejdelší historii. Jejím substrátem je vícevrstvá keramika. Kovové víko je k substrátu připojeno pomocí těsnicí pájky, která chrání matrici, spoje vodičů a podložky. Materiálem pájecích kuliček pro tento obal je vysokoteplotní slitina označená ve zdrojovém textu jako 10Sn90Pb. Pro spojení mezi kuličkami a tělem pouzdra se používá slitina pro nižší teploty, například 63Sn37Pb.
Výhody CBGA:
Dobrá hermetičnost a vysoká odolnost proti vlhkosti. To zajišťuje vysokou dlouhodobou spolehlivost.
Lepší elektrická izolace než PBGA.
Vyšší hustota balení než PBGA.
Lepší odvod tepla než PBGA.
Nevýhody CBGA:
CTE keramického substrátu a PCB se značně liší. Tepelný nesoulad je špatný. Únava pájecího spoje je hlavním způsobem poruchy.
Vyšší náklady než u PBGA.
Vyrovnání pájecích kuliček v blízkosti okraje pouzdra je obtížnější.
TBGA - Tape Ball Grid Array (páskové kuličkové pole)
TBGA je pouzdro s dutinou. V TBGA existují dva způsoby připojení matrice k substrátu: pájení flip-chipem a drátové pájení. V případě flip-chip se die lepí na vícevrstvou ohebnou pásku s vodiči. Pod pružnou páskou jsou umístěny pájecí kuličky periferního pole, které slouží jako vstupně-výstupní svorky obvodu. Tlusté těsnicí víko slouží jako chladič i výztuž. Díky tomu jsou pájecí kuličky pod pružným substrátem více koplanární. Matrice je v dutině spojena s měděným rozvaděčem tepla. Podložky matrice a podložky pružné pásky jsou spojeny spojovacími vodiči. Těsnicí hmota zapouzdří matrici, vodiče a pružné páskové podložky (zalitím nebo potažením).
Výhody TBGA:
Pružná páska v obalu lépe odpovídá tepelné roztažnosti desky plošných spojů.
Při pájení přetavením lze využít samovyrovnávacího účinku pájky. Povrchové napětí roztavených kuliček pomáhá vyrovnat kuličky na podložky.
TBGA je nejekonomičtějším pouzdrem BGA.
Lepší odvod tepla než PBGA.
Nevýhody TBGA:
Citlivý na vlhkost.
Více vrstev materiálu v obalu může snížit spolehlivost.
Ostatní typy BGA
Mezi další formy balení patří:
MCM-PBGA (vícečipový modul PBGA)
μBGA (micro BGA), pouzdro velikosti čipu
SBGA (Stacked Ball Grid Array)
etBGA (extra thin BGA), kde je výška balení přibližně 0,5 mm, což se blíží tloušťce čipu.
CTBGA, CVBGA (Thin and Very Thin Chip Array BGA) - tenká a velmi tenká pole BGA
Standardní přepracování
Princip standardních systémů pro přepracování SMD:
Používají horký vzduch ke koncentraci tepla na vývody a plošky zařízení pro povrchovou montáž (SMD). Tím se roztaví pájecí spoje nebo se přetaví pájecí pasta, aby bylo možné díly vyjmout nebo připájet. Přepracovací systémy různých výrobců se liší především zdrojem tepla a způsobem proudění horkého vzduchu. Některé trysky vyfukují horký vzduch nad SMD. Z hlediska ochrany zařízení je lepší, když proud vzduchu cirkuluje kolem desky plošných spojů. Chcete-li zabránit deformaci DPS, vyberte si systém pro přepracování, který dokáže DPS předehřát.
Přepracování BGA
Tato část shrnuje kroky přepracování BGA na příkladu systému HT996.
Vyjmutí BGA
Zbytky pájky na plošných spojích očistěte a vyrovnejte páječkou. V případě potřeby použijte odpájecí opletení a hrot páječky s plochým ostřím. Při čištění dávejte pozor, abyste nepoškodili plošky nebo pájecí masku.
K odstranění zbytků tavidla použijte speciální čisticí prostředek.
Dehydratace (pečení)
Součástky PBGA jsou citlivé na vlhkost. Před montáží zkontrolujte, zda součást neabsorbovala vlhkost. Pokud je vlhký, proveďte krok zapékání, abyste vlhkost odstranili.
Tisk pájecí pasty
Protože ostatní součástky jsou již na desce, použijte speciální malou šablonu BGA. Tloušťka šablony a velikost otvoru závisí na průměru a rozteči kuliček. Po vytištění zkontrolujte kvalitu tisku. Pokud není dobrá, vyčistěte desku plošných spojů a vysušte ji, pak tiskněte znovu. U CSP s roztečí menší než 0,4 mm lze tisk pájecí pasty vynechat. V takovém případě naneste tavnou pastu přímo na plošné spoje.
Umístěte desku plošných spojů do přetavovací pece a vyjměte součástku. Spusťte program přetavení. Při maximální teplotě vyjměte součástku pomocí vakuového sběrače. Nechte desku plošných spojů vychladnout.
Čištění podložky
Pomocí páječky a odpájecího opletení očistěte a vyrovnejte zbytky pájky na plošných spojích. Dávejte pozor, abyste nepoškodili plošky nebo pájecí masku.
Dehydratace (opět)
Protože je PBGA citlivý na vlhkost, zkontrolujte a opečte před montáží všechny vlhké díly.
Tisk pájecí pasty (opět)
Stejně jako dříve použijte malou šablonu určenou pro BGA. Tloušťka šablony a otvor musí odpovídat velikosti a rozteči kuliček. Po tisku zkontrolujte kvalitu tisku. Pokud není přijatelná, vyčistěte a vysušte desku plošných spojů a tiskněte znovu. U CSP s roztečí menší než 0,4 mm můžete tisk vynechat a na plošky nanést tavnou pastu.
Umístění BGA
Pokud je BGA nový, zkontrolujte jeho vlhkost. Pokud je vlhký, před umístěním jej vypalte.
Obecně lze vyjmuté části BGA znovu použít. Nejprve je však nutné je znovu vyvázat. Kroky pro umístění BGA:
A. Položte desku plošných spojů s natištěnou pájecí pastou na pracovní stůl.
B. Zvolte vhodnou trysku a zapněte vývěvu. Vyberte BGA pomocí trysky, zarovnejte dno BGA s plošnými spoji, spusťte trysku a umístěte BGA na plošný spoj, poté vypněte vakuum.
Pájení přetavením
Nastavte profil přetavení podle velikosti zařízení a tloušťky desky plošných spojů. Teploty přetavení BGA jsou obecně asi o 15 °C vyšší než u tradičních součástek SMD.
Inspekce
Kvalita pájecích spojů BGA se obvykle kontroluje pomocí rentgenového nebo ultrazvukového zařízení. Pokud tyto nástroje nemáte, použijte funkční testy nebo zkušené vizuální kontroly.
Podržte hotovou desku plošných spojů proti světlu a zkontrolujte okraje BGA. Podívejte se, zda jimi prochází světlo, zda je mezera mezi BGA a DPS po stranách rovnoměrná, zda se pájecí pasta zcela roztavila, zda je tvar pájecí kuličky pravidelný a jak moc se kulička zbortila.

Pokud spoj není průsvitný, může se jednat o přemostění nebo pájecí kuličky mezi podložkami.
Pokud je tvar koule nepravidelný nebo zkosený, může být teplota příliš nízká. Neúplné pájení může zabránit samovyrovnávacímu efektu při přetavení.
Úroveň kolapsu kuliček závisí na teplotě přetavení, množství pasty a velikosti podložky. Při správném návrhu podložky je normální zhroucení po přetavení přibližně 1/5 až 1/3 výšky kuličky před přetavením. Pokud je kolaps příliš velký, teplota je příliš vysoká a může dojít k přemostění.
Pokud není mezera mezi okraji BGA a deskou plošných spojů rovnoměrná, teplota kolem obalu nebyla rovnoměrná.
Proces Reballing (připevnění pájecí kuličky)
Odstraňte zbytky pájky na spodních ploškách BGA a vyčistěte je.
Pomocí páječky odstraňte zbytky pájky na plošných spojích. Použijte odpájecí opletení a plochý hrot páječky. Dávejte pozor, abyste nepoškodili plošky nebo pájecí masku.
K odstranění zbytků tavidla použijte speciální čisticí prostředek.
Tisk fluxu na spodní plošky BGA
Často používejte vysoce viskózní tavidlo pro jeho lepicí a pájecí vlastnosti. Ujistěte se, že tištěné vzory tavidla jsou zřetelné a nerozšiřují se. Někdy se místo tavidla používá pájecí pasta. Pokud se pasta používá, musí složení kovu v pastě odpovídat kovu pájecí kuličky.

Pro tisk použijte malou speciální šablonu BGA. Tloušťka šablony a otvor musí odpovídat průměru a rozteči kuliček. Po tisku zkontrolujte kvalitu tisku. Pokud není dobrá, vyčistěte ji a vytiskněte znovu.
Výběr pájecích kuliček
Při výběru pájecích kuliček zohledněte materiál a průměr kuliček. Pájecí kuličky PBGA obvykle používají slitinu 63Sn/37Pb, která se používá v pájce pro přetavení. Vybírejte proto kuličky ze stejné slitiny jako kuličky zařízení.
Na výběru velikosti míče záleží. Pokud používáte tavidlo s vysokou viskozitou, zvolte kuličky stejného průměru jako kuličky zařízení. Pokud používáte pájecí pastu, zvolte kuličky o něco menší než kuličky zařízení.
Upevnění koule
Existuje několik způsobů připevnění míčků:
A) Metoda s kuličkovým strojem
Pokud máte kuličkový stroj, vyberte šablonu, která odpovídá rozložení podložek BGA. Otvor šablony by měl být o 0,05-0,1 mm větší než průměr kuličky. Rovnoměrně nasypte kuličky na šablonu. Protřepejte kuličkový stroj tak, aby se přebytečné kuličky dokutálely do sběrného zásobníku a v každém otvoru zůstala přesně jedna kulička.
Položte šablonu na pracovní stůl. Pomocí vakuové trysky zvedněte vytištěný flux nebo BGA potažený pastou. Zarovnejte a spusťte BGA na kuličky v šabloně tak, aby pasta nebo flux držely kuličky na podložkách zařízení. Pomocí pinzety přidržte rámeček zařízení a vypněte vakuum. Umístěte zařízení kuličkami nahoru na stůl. Zkontrolujte, zda nechybí kuličky, a v případě potřeby je pinzetou doplňte.
B) Metoda šablony
Umístěte BGA potažený tavidlem nebo pastou na stůl, tavidlem nahoru. Připravte si šablonu, která odpovídá rozložení BGA plošek. Otvor šablony by měl být o 0,05-0,1 mm větší než průměr kuličky. Podepřete šablonu po okrajích na podložkách tak, aby vzdálenost od BGA byla stejná nebo o něco menší než průměr kuličky. Zarovnejte pod mikroskopem. Kuličky rovnoměrně nasypte na šablonu. Přebytečné kuličky odstraňte pinzetou tak, aby v každém otvoru zůstala jedna kulička. Vyjměte šablonu, zkontrolujte ji a doplňte chybějící kuličky.
C) Ruční umístění
Umístěte BGA potažený tavidlem nebo pastou na stůl. Pomocí pinzety nebo sběracího pera jako při běžném umisťování SMD umístěte kuličky jednu po druhé.
D) Metoda tisku pájecí pasty
Šablonu zesilte a mírně zvětšete otvor. Vytiskněte pájecí pastu přímo na plošky BGA. Povrchové napětí vytvoří po přetavení pájecí kuličky.
Reflow
Spusťte přetavení, abyste připevnili pájecí kuličky k zařízení.
Čištění a manipulace po pájení
Po reballingu zařízení BGA důkladně vyčistěte. Poté jej co nejdříve sestavte a spájejte. Tím zabráníte oxidaci pájecích kuliček a absorpci vlhkosti do zařízení.
Souhrn
S neustálým technologickým pokrokem je moderní život úzce spjat s elektronikou. Drobné mobilní telefony, malá rádia, přenosné počítače, paměti, pevné disky, mechaniky CD a televizory s vysokým rozlišením - to vše vyžaduje miniaturizaci a nízkou hmotnost. Abychom toho dosáhli, musíme pracovat na výrobních procesech a komponentech.
Technologie SMT (Surface Mount Technology) tomuto trendu odpovídala a položila základ pro lehké, tenké, krátké a malé elektronické výrobky. Od doby, kdy SMT v 90. letech 20. století dozrála, posunuly trendy elektronických výrobků směrem k přenositelnosti, miniaturizaci, síťování a multimédiím montážní technologii dále. Objevily se nové metody montáže s vysokou hustotou. BGA je jednou z metod montáže s vysokou hustotou, která dosáhla praktického využití. Tento článek představuje vlastnosti montáže BGA a kontrolu kvality pájecích spojů.