

















Forord
Forskningen i BGA-teknologi begyndte i 1960'erne. IBM i USA brugte den først. Men BGA blev først praktisk i begyndelsen af 1990'erne.
I 1980'erne ville folk have mindre elektroniske kredsløb og flere I/O-pins. Teknologi til overflademontering (SMT) gav kredsløbsmontering de egenskaber, at de var lette, tynde, korte og små. SMT medførte også højere krav til pin-pitch og koplanaritet for dele med mange ledninger. Men på grund af begrænsninger i bearbejdningsnøjagtighed, fremstillingsmuligheder, omkostninger og monteringsproces blev pitch-grænsen for QFP-dele (Quad Flat Pack) generelt set som 0,3 mm. Denne grænse begrænsede i høj grad udviklingen af samling med høj tæthed. QFP-dele med fin pitch krævede også strenge samleprocesser. Det begrænsede deres anvendelse. Af den grund fokuserede nogle amerikanske virksomheder på at udvikle og bruge BGA-dele. De så BGA som bedre end QFP til behov for høj densitet.
Hvad er BGA?
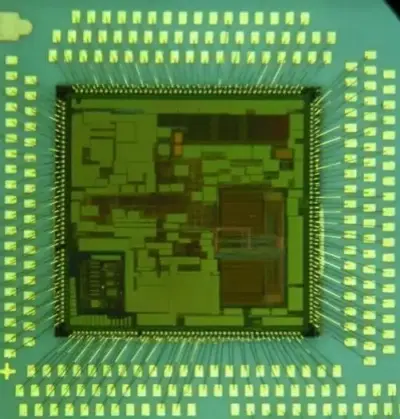
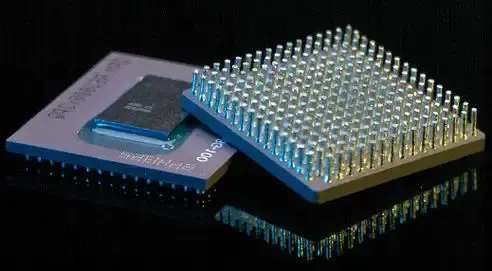
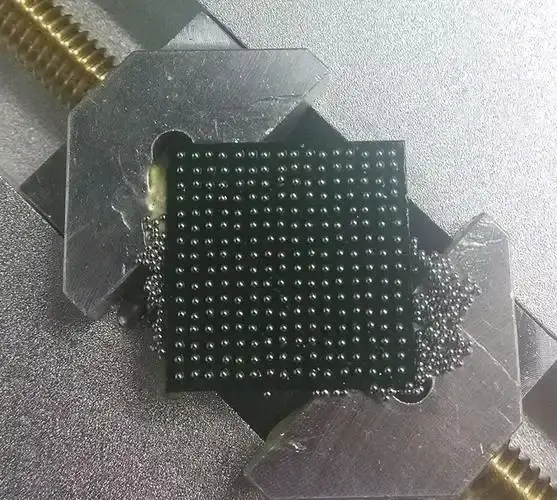
BGA står for Ball Grid Array. I denne pakke er der lavet loddekugler i et gitter på bunden af pakkens substrat. Disse kugler fungerer som I/O-forbindelser mellem enheden og det trykte kredsløbskort (PCB). Dele, der er pakket med denne metode, er overflademonterede enheder. Tidlige CPU'er brugte DIP-pakker, ligesom nogle meget basale mikrocontrollere i dag.
I dag, hvor elektronikindustrien er i hastig vækst, er computere og mobiltelefoner almindelige. Folk vil have flere funktioner og stærkere ydeevne fra elektroniske produkter, men de vil også have mindre størrelse og mindre vægt. Det driver produkterne i retning af flere funktioner, højere ydeevne og mindre størrelse. For at nå dette mål skal IC-chips blive mindre og mere komplekse. Så stiger antallet af I/O-kredsløb, og I/O-tætheden i pakkerne stiger. For at imødekomme denne tendens blev der skabt avancerede emballageteknologier med høj densitet. BGA-emballage er en af disse teknologier.
Blandt alle IC-pakketyper oplevede BGA den hurtigste vækst mellem 1996 og 2001. I 1999 var BGA-produktionen på omkring 1 milliard enheder. Til dato er denne teknologi stadig mest til enheder med høj tæthed og høj ydeevne. Den fortsætter med at bevæge sig mod finere pitch og højere I/O-antal. BGA-emballage bruges hovedsageligt til pc-chipsæt, mikroprocessorer/controllere, ASIC'er, gate arrays, hukommelse, DSP'er, PDA'er, PLD'er og lignende enheder.
Typer af BGA efter pakkemateriale
Afhængigt af indpakningsmaterialet omfatter BGA-enheder hovedsageligt:
PBGA (plastik-BGA)
CBGA (keramisk BGA)
CCBGA (keramisk søjle-BGA)
TBGA (bånd-BGA)
CSP (Chip Scale Package eller μBGA)
PBGA - Plastic Ball Grid Array
PBGA bruger BT-harpiks/glaslaminat som substrat. Pakken er forseglet med plast (en epoxy-støbemasse). Loddekugler kan være blyholdige legeringer (f.eks. 63Sn37Pb, 62Sn36Pb2Ag) eller blyfrie legeringer (f.eks. Sn96,5Ag3Cu0,5). Loddekuglerne og kabinettet samles uden at tilføje ekstra loddemetal.
Nogle PBGA-pakker har et hulrum. De findes i versioner med “hulrum op” og “hulrum ned”. Disse PBGA-pakker med hulrum forbedrer varmeafledningen og kaldes termisk forbedret BGA eller EBGA. Nogle kalder dem også CPBGA (Cavity Plastic BGA).
Fordele ved PBGA:
Godt termisk match med PCB. BT-harpiks/glas-laminatet i PBGA har en varmeudvidelseskoefficient (CTE) på ca. 14 ppm/°C. Mange printkort har en CTE på omkring 17 ppm/°C. De to værdier ligger tæt på hinanden. Så den termiske tilpasning er god.
Under reflow-lodning bruger PBGA den selvjusterende effekt af loddekugler. Overfladespændingen i det smeltede loddetin hjælper med at justere kuglerne til puderne.
Lave omkostninger.
God elektrisk ydeevne.
Ulempe ved PBGA:
Følsom over for fugt. Ikke egnet til enheder, der kræver hermetisk forsegling eller meget høj pålidelighed.
CBGA - Keramisk kuglegitter-array
CBGA har den længste historie blandt BGA-familierne. Dens substrat er flerlags keramik. Et metallåg er forseglet til substratet med forseglende loddemetal for at beskytte matricen, trådforbindelserne og puderne. Loddekuglematerialet til pakken er en højtemperaturlegering, der er mærket som 10Sn90Pb i kildeteksten. Forbindelsen mellem kuglerne og pakkens krop bruger en legering med lavere temperatur, såsom 63Sn37Pb.
Fordele ved CBGA:
God hermetik og høj modstandsdygtighed over for fugt. Det giver høj pålidelighed på lang sigt.
Bedre elektrisk isolering end PBGA.
Højere pakketæthed end PBGA.
Bedre varmeafledning end PBGA.
Ulemper ved CBGA:
CTE for keramisk substrat og PCB er meget forskellige. Termisk uoverensstemmelse er dårlig. Udmattelse i loddefugen er en af de vigtigste fejltyper.
Højere pris end PBGA.
Det bliver sværere at justere loddekuglen nær pakkens kant.
TBGA - Tape Ball Grid Array
TBGA er en hulrumspakke. Der er to måder at forbinde chippen med underlaget på i TBGA: flip-chip-lodning og wire-bonding. Ved flip-chip limes chippen på et fleksibelt ledningsbånd i flere lag. Perifere loddekugler, som fungerer som kredsløbets I/O-terminaler, er placeret under det fleksible bånd. Et tykt forseglingslåg fungerer både som køleplade og forstærkning. Det gør loddekuglerne under det fleksible substrat mere koplanare. Die'en er bundet til en varmespreder af kobber i hulrummet. Die-puderne og de fleksible tape-puder er forbundet med bonding-ledninger. Et tætningsmiddel indkapsler matricen, ledningerne og de fleksible båndpuder (ved indstøbning eller belægning).
Fordele ved TBGA:
Den fleksible tape i pakken passer bedre til printkortets varmeudvidelse.
Reflow-lodning kan bruge loddets selvjusterende effekt. Overfladespænding af smeltede kugler hjælper med at justere kugler til puder.
TBGA er den mest økonomiske BGA-pakke.
Bedre varmeafledning end PBGA.
Ulemper ved TBGA:
Følsom over for fugt.
De mange materialelag i pakken kan reducere pålideligheden.
Andre BGA-typer
Andre pakkeformer omfatter:
MCM-PBGA (PBGA med flere chipmoduler)
μBGA (mikro-BGA), en pakke i chip-skala
SBGA (Stacked Ball Grid Array)
etBGA (ekstra tynd BGA), hvor pakkehøjden er ca. 0,5 mm, tæt på chiptykkelsen
CTBGA, CVBGA (Thin and Very Thin Chip Array BGA) - tynde og meget tynde BGA'er
Standard efterarbejde
Princippet i standard SMD-rework-systemer:
De bruger varm luft til at koncentrere varmen på pins og pads på overflademonterede enheder (SMD). Det smelter loddeforbindelserne eller får loddepastaen til at flyde igen, så delene kan fjernes eller loddes. Forskellige leverandørers rework-systemer adskiller sig hovedsageligt ved varmekilde og varmluftsmønster. Nogle dyser blæser varm luft ind over SMD'en. Af hensyn til beskyttelsen af enheden er det bedre, at luftstrømmen cirkulerer rundt om printkortet. Vælg et rework-system, der kan forvarme printet, for at forhindre, at det bliver skævt.
BGA-rework
Dette afsnit opsummerer BGA-rework-trin ved hjælp af et HT996-system som eksempel.
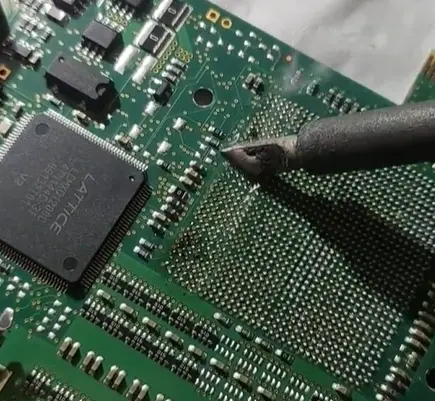
Fjernelse af BGA'en
Rens og udjævn lodderesterne på PCB-puderne med en loddekolbe. Brug aflodningsfletning og en flad loddekolbespids efter behov. Pas på ikke at beskadige puderne eller loddemasken, når du renser.
Brug et særligt rengøringsmiddel til at fjerne flusmiddelrester.
Dehydrering (bagning)
PBGA-dele er følsomme over for fugt. Før montering skal du kontrollere, om delen har absorberet fugt. Hvis den er fugtig, skal du udføre et bagetrin for at fjerne fugt.
Udskrivning af loddepasta
Fordi der allerede er andre komponenter på kortet, skal du bruge en særlig lille BGA-stencil. Stencilens tykkelse og åbningsstørrelse afhænger af kuglediameter og pitch. Efter udskrivning skal du inspicere udskriftskvaliteten. Hvis den ikke er god, skal du rengøre printet og tørre det og derefter printe igen. For CSP med pitch under 0,4 mm kan print af loddepasta springes over. I så fald skal du påføre flusspasta direkte på PCB-puderne.
Placer printkortet i reflow-ovnen for at fjerne delen. Kør reflow-programmet. Brug en vakuum-pick-up til at fjerne komponenten ved den højeste temperatur. Lad printkortet køle af.
Rengøring af puder
Brug en loddekolbe og en aflodningsfletning til at rense og udjævne lodderester på PCB-pads. Pas på ikke at beskadige pads eller loddemaske.
Dehydrering (igen)
Da PBGA er fugtfølsomt, skal du kontrollere og bage eventuelle fugtige dele før montering.
Udskrivning af loddepasta (igen)
Som før skal du bruge en lille BGA-specifik stencil. Stencilens tykkelse og åbning skal matche kuglens størrelse og pitch. Tjek printkvaliteten efter udskrivning. Hvis den ikke er acceptabel, skal du rengøre og tørre printet og printe igen. For CSP med pitch under 0,4 mm kan du springe printet over og påføre fluxpasta på padsene.
Placering af BGA'en
Hvis BGA'en er ny, skal du tjekke dens fugtindhold. Hvis den er fugtig, skal den bages, før den placeres.
Generelt kan afmonterede BGA-dele genbruges. Men de skal genmonteres først. Trin til placering af en BGA:
A. Læg printkortet med trykt loddepasta på arbejdsbordet.
B. Vælg en passende dyse, og tænd for vakuumpumpen. Vælg BGA'en med mundstykket, juster BGA'ens bund med PCB-puderne, sænk mundstykket og placer BGA'en på PCB'et, og sluk derefter for vakuumet.
Reflow-lodning
Indstil reflowprofilen i henhold til enhedens størrelse og printkortets tykkelse. BGA-reflowtemperaturer er generelt ca. 15 °C højere end for traditionelle SMD-dele.
Inspektion
Kvaliteten af BGA-lodninger inspiceres normalt med røntgen- eller ultralydsudstyr. Hvis du ikke har disse værktøjer, skal du bruge funktionelle tests eller erfarne visuelle kontroller.
Hold det færdige printkort op mod lyset, og tjek BGA-kanterne. Se på, om lyset går igennem, om afstanden mellem BGA'en og printkortet er jævn rundt om siderne, om loddepastaen er helt smeltet, om loddekuglens form er regelmæssig, og hvor meget kuglen falder sammen.

Hvis samlingen ikke er gennemsigtig, kan der være brodannelse eller loddekugler mellem pads.
Hvis kuglens form er uregelmæssig eller skæv, kan temperaturen være for lav. Ufuldstændig lodning kan forhindre den selvjusterende effekt under reflow.
Kuglens kollapsniveau afhænger af reflow-temperaturen, mængden af pasta og pad-størrelsen. Med korrekt pad-design er det normale kollaps efter reflow ca. 1/5 til 1/3 af kuglehøjden før reflow. Hvis kollapset er for stort, er temperaturen for høj, og der kan opstå brodannelse.
Hvis afstanden mellem BGA-kanter og PCB ikke er ensartet, var temperaturen omkring pakken ikke jævn.
Reballing (fastgørelse af loddekugle) proces
Fjern rester af loddemetal på BGA-bundpuderne, og rengør dem.
Brug en loddekolbe til at fjerne rester af loddemetal på PCB-puderne. Brug aflodningsflet og en flad spids på loddekolben. Pas på ikke at beskadige puderne eller loddemasken.
Brug et særligt rengøringsmiddel til at fjerne fluxrester.
Print flux på de nederste pads på BGA'en
Brug ofte højviskositetsflussmiddel for dets klæbe- og loddehjælpsegenskaber. Sørg for, at trykte fluxmønstre er tydelige og ikke spredes. Nogle gange bruges loddepasta i stedet for flux. Hvis der bruges pasta, skal metalsammensætningen i pastaen matche loddekuglens metal.

Brug en lille speciel BGA-stencil til udskrivning. Stencilens tykkelse og åbning skal matche kuglens diameter og pitch. Tjek printkvaliteten efter udskrivning. Hvis den ikke er god, skal du rengøre og printe igen.
Vælg loddekugler
Når du vælger loddekugler, skal du overveje kuglens materiale og diameter. PBGA-loddekugler bruger normalt 63Sn/37Pb, den samme legering, som bruges i reflow-loddetin. Så vælg kugler med samme legering som enhedens kugler.
Valg af kuglestørrelse er vigtigt. Hvis du bruger flux med høj viskositet, skal du vælge kugler med samme diameter som enhedens kugler. Hvis du bruger loddepasta, skal du vælge kugler, der er lidt mindre end enhedens kugler.
Fastgørelse af kugle
Der er flere metoder til at fastgøre bolde:
A) Kuglemaskine-metoden
Hvis du har en kuglemaskine, skal du vælge en skabelon, der passer til BGA-pad-layoutet. Skabelonåbningen skal være 0,05-0,1 mm større end kuglediameteren. Drys kuglerne jævnt ud på skabelonen. Ryst kuglemaskinen, så ekstra kugler ruller ned i opsamlingsbakken, så der er præcis én kugle i hvert hul.
Placer skabelonen på arbejdsbordet. Saml den trykte flux eller pasta-belagte BGA op med en vakuumdyse. Juster og sænk BGA'en på kuglerne i skabelonen, så pastaen eller fluxen holder kuglerne på enhedens puder. Brug en pincet til at holde enhedens ramme, og sluk for vakuumet. Placer enheden med kuglesiden opad på bænken. Tjek, om der mangler kugler, og tilføj dem med en pincet, hvis det er nødvendigt.
B) Skabelonmetode
Placer den flux- eller pastacoatede BGA på bænken med fluxen opad. Forbered en skabelon, der matcher BGA-pad-layoutet. Skabelonens åbning skal være 0,05-0,1 mm større end kuglens diameter. Støt skabelonen rundt om kanterne på shims, så afstanden til BGA'en er lig med eller lidt mindre end kuglediameteren. Juster under et mikroskop. Drys kuglerne jævnt ud på skabelonen. Fjern ekstra kugler med en pincet, så der er en kugle tilbage i hvert hul. Fjern skabelonen, og tjek, om der mangler kugler.
C) Manuel placering
Placer den flux- eller pastabelagte BGA på bænken. Brug en pincet eller en pick-up-pen som ved almindelig SMD-placering til at placere kuglerne en efter en.
D) Metode til udskrivning af loddepasta
Gør stencilen tykkere, og forstør åbningen en smule. Print loddepasta direkte på BGA-puderne. Overfladespænding vil danne loddekugler efter reflow.
Reflow
Kør reflow for at fastgøre loddekugler til enheden.
Rengøring og håndtering efter lodning
Rengør BGA-enheden grundigt efter reballing. Saml og lod den derefter så hurtigt som muligt. Dette forhindrer loddekuglerne i at oxidere og enheden i at absorbere fugt.
Sammenfatning
Med de konstante teknologiske fremskridt er det moderne liv tæt forbundet med elektronik. Bittesmå mobiltelefoner, små radioer, bærbare computere, hukommelse, harddiske, cd-drev og high-definition-tv kræver alle miniaturisering og lav vægt. For at opnå dette skal vi arbejde med produktionsprocesser og komponenter.
SMT (Surface Mount Technology) matchede denne tendens og lagde grunden til lette, tynde, korte og små elektroniske produkter. Siden SMT modnedes i 1990'erne, har elektroniske produkttendenser i retning af bærbarhed, miniaturisering, netværk og multimedier presset samlingsteknologien yderligere. Nye samlingsmetoder med høj densitet opstod. BGA er en samlingsmetode med høj densitet, som er blevet praktisk anvendelig. Denne artikel introducerer BGA-samlingens funktioner og kvalitetskontrol af loddeforbindelser.