
















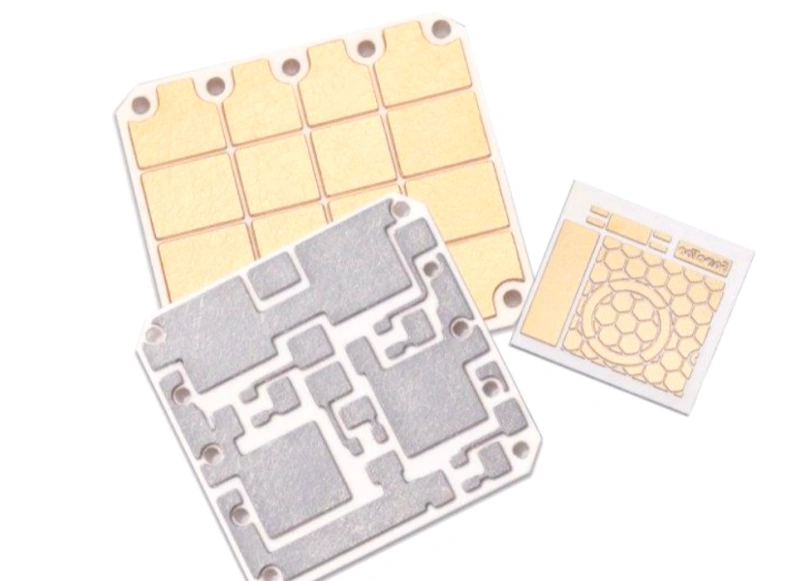
Was ist eine keramische Leiterplatte?
Eine keramische Leiterplatte verwendet ein anorganisches Keramiksubstrat anstelle der herkömmlichen FR-4 Glasfasern. Übliche Substratmaterialien sind Aluminiumoxid (Al₂O₃), Aluminiumnitrid (AlN) und Berylliumoxid (BeO). Diese Platten leiten Wärme viel besser als organische Laminate. Außerdem halten sie Temperaturen von bis zu 350 °C bei Standard-Aluminiumoxid und sogar noch höheren Temperaturen bei SiC stand. Ingenieure entscheiden sich für keramische Leiterplatten, wenn sie eine hohe Wärmeleitfähigkeit, eine stabile elektrische Leistung bei hohen Frequenzen oder einen Wärmeausdehnungskoeffizienten (CTE) benötigen, der dem von Siliziumchips entspricht. Anders als bei Leiterplatten mit Metallkern gibt es bei Keramik keine Isolierschicht zwischen dem Bauteil und dem wärmeausbreitenden Material. Die Bauteile sitzen direkt auf der Keramik, was den Wärmewiderstand verringert. Dieser direkte Weg hält die Temperaturen an den Verbindungsstellen niedrig und verlängert die Lebensdauer des Produkts.
Arten von keramischen PCBs
Es gibt drei Hauptverfahrensfamilien. Jede davon entspricht unterschiedlichen Leistungs- und Kostenzielen.
Hochtemperatur-Co-fired Ceramic (HTCC)
Bei HTCC wird ein Aluminiumoxid-Substrat mit hochschmelzenden Metallpasten (Wolfram oder Molybdän) verwendet. Wir drucken das Schaltungsmuster im Siebdruckverfahren auf grünes Keramikband, stapeln die Schichten und brennen dann alles bei 1600-1700 °C in einer reduzierenden Gasatmosphäre (Wasserstoff). Durch die hohe Temperatur sintert die Keramik und das Metall zu einer monolithischen Platte zusammen. HTCC eignet sich gut für kleine Substrate mit hoher Lagenzahl. Das extreme Brennen führt jedoch zu einer Schrumpfung von 15-20%; wir kompensieren diese Skalierung beim CAM-Design. Die hochschmelzenden Metalle haben einen höheren spezifischen Widerstand als Kupfer, so dass HTCC-Leiterbahnen mehr Verluste aufweisen. Verwenden Sie HTCC, wenn Sie viele Schichten (bis zu 10) benötigen und breitere Linienbreiten akzeptieren können. Unser Werk kann nach der Schrumpfungskorrektur 100 µm Linie/Zwischenraum halten.
Niedrigtemperatur-Co-fired Ceramic (LTCC)
LTCC wird bei etwa 900 °C gebrannt. Diese niedrigere Temperatur ermöglicht die Verwendung von Edelmetallpasten - Gold, Silber oder Gold-Palladium. Das Substrat ist zunächst ein Glas-Keramik-Verbundband. Wir drucken Leiterbahnen, stanzen Durchgangslöcher mit einem Laser oder einer mechanischen Stanze, füllen sie mit Paste und laminieren die Schichten. Durch das Brennen in einem Oxidationsofen wird alles miteinander verbunden. LTCC bietet eine bessere Maßkontrolle als HTCC (nur 0,1-0,2% Schrumpfung), so dass wir feinere Linien erzielen: Typisch sind 75 µm Spur/Zwischenraum. Da es sich bei dem gebrannten Metall um Gold handelt, sind für die Lötstellenbenetzung spezielle Beschichtungen erforderlich. Wir fügen oft ENIG (chemisch vernickeltes Gold) als Endbearbeitung. LTCC eignet sich hervorragend für HF- und Mixed-Signal-Anwendungen, da die Dielektrizitätskonstante gleichmäßig und verlustarm ist.
Dickschicht-Keramik-Leiterplatte
Die Dickschichttechnologie beginnt mit einem vorgebrannten Keramiksubstrat (in der Regel Aluminiumoxid 96%). Im Siebdruckverfahren werden leitfähige, resistive und dielektrische Pasten Schicht für Schicht aufgetragen. Jede Schicht wird bei 850-1000°C gebrannt. Die Leiterpasten bestehen aus Gold oder Silber-Palladium; dielektrische Pasten isolieren zwischen den Schichten. Nach dem Brennen können wir die Widerstände per Laser auf eine Toleranz von ±1% trimmen. Dickschichtkupfer ist das kostengünstigste keramische Verfahren für die Herstellung von Prototypen und moderaten Stückzahlen. Mehrlagiges Dickschichtkupfer ist eine moderne Variante: Wir drucken Kupferpasten und brennen sie in Stickstoffatmosphäre. Dadurch werden die Kosten für Goldpaste und die Probleme mit der Lötbarkeit gelöst. Dickschichtplatten können mit 10-15 µm fertigem Kupfer versehen werden, was für die meisten Stromkreise bis zu 10 A ausreicht.
Vergleich keramischer PCB-Materialien
Die Wahl der richtigen Keramik wirkt sich direkt auf die Wärmeleistung und die Kosten aus.
| Material | Wärmeleitfähigkeit (W/m-K) | CTE (ppm/°C) | Dielektrizitätskonstante | Maximale Betriebstemperatur (°C) | Typischer Anwendungsfall |
|---|---|---|---|---|---|
| Tonerde 96% | 20-24 | 6.5-7.0 | 9.4 | 350 | LED-Module, Leistungshybride |
| Tonerde 99.6% | 28-30 | 7.0 | 9.8 | 350 | RF-Substrate, Chipträger |
| Aluminiumnitrid (AlN) | 170-230 | 4.5 | 8.8 | 400 | GaN-Hochleistungsverstärker, EV-Wechselrichter |
| Beryllium-Oxid (BeO) | 260 | 6.4 | 6.7 | 450 | Militärische Radargeräte (giftig - besondere Handhabung) |
| Siliziumkarbid (SiC) | 120-270 | 4.0 | 40 | 800+ | Sensoren für extrem hohe Temperaturen |
Alumina 96% bietet das beste Preis-Leistungs-Verhältnis. AlN kostet etwa 3× mehr, senkt aber die Sperrschichttemperatur bei einem 50-W-Design um über 20 °C. Dieser zusätzliche thermische Spielraum kann die mittlere Zeit zwischen zwei Ausfällen des Systems verdoppeln. Unser Werk hat sowohl 96%- als auch 99,6%-Aluminiumoxid-Rohlinge in 4″×4″- und 6″×8″-Platten auf Lager. AlN-Rohlinge sind auf Anfrage mit etwas längeren Vorlaufzeiten erhältlich.
Die wichtigsten Vorteile keramischer PCBs
Außergewöhnliche Wärmeleitfähigkeit
FR-4 leitet Wärme mit etwa 0,25 W/m-K. Selbst Standard-Aluminiumoxid (24 W/m-K) leitet Wärme 96 Mal schneller. Aluminiumnitrid schafft 170-230 W/m-K. Das bedeutet, dass eine 1-Unzen-Kupferfläche auf Keramik als effizienter Wärmeverteiler fungiert. Eine 2 mm breite und 0,3 mm dicke Leiterbahn aus Kupfer mit einer Stromstärke von 100 A wird auf einer Aluminiumoxid-Platte nur 5 °C über die Umgebungstemperatur ansteigen. Die gleiche Leiterbahn auf FR-4 würde überhitzen und delaminieren. Bei der direkten Montage von Bauteilen auf Keramik entfallen die Schichten aus thermischem Schnittstellenmaterial, wodurch der Gesamtwiderstand zwischen Anschluss und Umgebung reduziert wird.
Hochtemperaturbeständigkeit
Unsere HTCC- und Dickschicht-Aluminiumoxid-Platten arbeiten kontinuierlich bei 350 °C. SiC-Platten können bei über 800 °C eingesetzt werden. Herkömmliches FR-4 hat eine Glasübergangstemperatur (Tg) von 130-170 °C; es wird weicher und versagt weit unter 200 °C. Diese hohe Temperaturtoleranz macht keramische Leiterplatten unentbehrlich für Bohrwerkzeuge, Raketensteuerung und Sensoren unter der Motorhaube von Fahrzeugen.
Silizium- und Keramik-Gehäuse mit niedrigem WAK
Siliziumchips dehnen sich mit etwa 2,6 ppm/°C aus. Bleifreie keramische Chipträger (LCCC) haben einen WAK von 6-7 ppm/°C. FR-4 dehnt sich mit 14-17 ppm/°C aus. Diese Diskrepanz führt zu einer Ermüdung der Lötstellen bei Temperaturwechseln. Eine Keramik-Leiterplatte mit einem WAK von 6,5 ppm/°C passt fast perfekt zum Gehäuse. In unseren Zuverlässigkeitstests überstehen Keramik-LCCC-Lötstellen 2.000 Thermoschockzyklen (-55°C bis +125°C) ohne Rissbildung, während die gleichen Lötstellen auf FR-4 nach 500 Zyklen versagen.
Hervorragende elektrische Isolierung und Hochfrequenzleistung
Die Durchschlagsfestigkeit übersteigt 20 kV/mm auf Aluminiumoxid. Die Dielektrizitätskonstante bleibt über Temperatur und Frequenz hinweg stabil, mit niedrigem Verlusttangens. Dies ermöglicht hochohmige Leiterbahnen für HF bis zu 20 GHz. Bei LTCC-Leiterplatten für gemischte Signale kann die parasitäre Kapazität im Vergleich zu FR-4-Designs um fast 90% sinken. Diese Reduzierung verringert das Übersprechen und verbessert die Genauigkeit der Analog-Digital-Wandlung.
Mechanische Festigkeit und Langzeitstabilität
Obwohl sie spröde sind, haben keramische Substrate eine hohe Druckfestigkeit (Tonerde ~2.000 MPa). Sie widerstehen der chemischen Erosion durch Kraftstoffe, Säuren und Reinigungsmittel. Die Feuchtigkeitsaufnahme ist nahezu null, so dass sich die elektrischen Eigenschaften nicht verändern. Unsere Platten erfüllen IPC-TM-650 Feuchtigkeitsbeständigkeitstests ohne jegliche Beeinträchtigung.
High-Density-Integration und Miniaturisierung
Wir verwenden lasergebohrte Microvias mit bis zu 0,06 mm Durchmesser. Zusammen mit Fine-Line-LTCC-Prozessen (75 µm Linie/Raum) können Sie mehr Bauteile auf kleinerer Fläche unterbringen. Beim Multilayer-Co-Firing können wir passive Komponenten - Widerstände, Kondensatoren - während des Sinterns in das Substrat einbetten. Dadurch wird Fläche für aktive Chips und Steckverbinder frei. Eine einzige LTCC-Platine kann eine ganze FR-4-Baugruppe mit mehreren Platinen ersetzen und so Gewicht und Volumen reduzieren.
Warum Keramik-Leiterplatten statt anderer Leiterplatten?
Wärmeleitfähigkeit: Die echten Zahlen
FR-4: 0,25 W/m-K. MCPCB (Aluminium-Rückseite): 1-2 W/m-K, verwendet aber immer noch eine dielektrische Isolierschicht, was einen Engpass darstellt. Aluminiumoxid-Keramik: 24 W/m-K, ohne Isolierschicht. Die Wärme fließt also sofort vom Bauteilpad zum Keramikkörper. Eine 10-W-LED auf einer MCPCB kann eine Sperrschichttemperatur von 120 °C erreichen; die gleiche LED auf Aluminiumoxid bleibt unter 100 °C. Durch den kühleren Betrieb verdoppelt sich die Lebensdauer der Lumen.
Preisvergleich und Total Cost of Ownership
Keramische Platten kosten mehr pro Flächeneinheit. Eine zweilagige 96%-Aluminiumoxidplatte (100 × 80 mm) kostet etwa $0,8-1,2/cm² im Volumen (über 100 Stück). Eine entsprechende vierlagige FR-4-Platte kostet $0,10/cm². Aber die Systemkosten sprechen eine andere Sprache. Keramik macht Wärmeleitpads, Wärmespreizer und große Kühlkörper überflüssig. Bei einem 50-Watt-Netzteil übersteigen die Einsparungen bei der Kühlungshardware und dem Montageaufwand oft $10 pro Einheit. Die keramische Version reduziert auch die Rücksendungen im Feld. Über die gesamte Produktlebensdauer betrachtet, bietet Keramik niedrigere Gesamtbetriebskosten.
Technologie-Praktiken: Wenn die Keramik gewinnt
Verwenden Sie Keramik, wenn:
- Die Sperrschichttemperatur muss bei hoher Umgebungstemperatur unter 150°C bleiben.
- Der Entwurf enthält viele CTE-empfindliche Komponenten (Bare Die, keramisch verpackte ICs).
- Sie benötigen eine HF-Leistung über 5 GHz.
- Das Produkt ist starken Vibrationen oder korrosiven Umgebungen ausgesetzt.
- Die Miniaturisierung erfordert blinde/vergrabene Durchkontaktierungen und eingebettete Passive.
Wenn Ihre Einschränkungen nur mäßige Hitze sind und die Kosten im Vordergrund stehen, können MCPCB oder FR-4 aus dickem Kupfer ausreichen. Aber sobald Sie auf eine thermische Wand stoßen, löst Keramik das Problem.
Wie stellt man eine keramische Leiterplatte her?
In unserer Fabrik gibt es vier Hauptproduktionsabläufe. Ich werde jeden einfach durchgehen.
HTCC-Prozess
- Casting mit Band: Wir mischen Tonerdepulver mit organischem Bindemittel und gießen es in dünne grüne Platten.
- Stanzen und Stanzen durch Stanzen: Wir schneiden Bleche auf Plattengröße zu und stanzen oder lasern Durchkontaktierungen.
- Durch Ausfüllen und Drucken: Füllen Sie Vias mit Wolframpaste. Siebdrucken Sie Leiterbahnen auf jede Schicht.
- Kaschierung: Schichten in einer Presse unter Hitze und Druck stapeln.
- Mitverbrennung: Erhitzen des laminierten Stapels auf 1600-1700°C für 32-48 Stunden in einer kontrollierten Wasserstoff-Stickstoff-Atmosphäre. Das Bindemittel brennt aus, und die Keramik sintert mit dem Metall.
- Nachbearbeitung: Eingebettete Widerstände mit Laser trimmen. Bei Bedarf Oberflächenbehandlungen (ENIG, Chemisch Silber) hinzufügen.
LTCC-Prozess
Dieselben Schritte, aber mit Glaskeramikband, Goldpaste und Brennen bei 900 °C an der Luft. Es wird kein Wasserstoff benötigt. Die Durchkontaktierungen sind bis zu 0,1 mm groß. Wir können Induktoren und Kondensatoren in den Stapel einbetten.
Dickschichtverfahren
- Beginnen Sie mit einem vorgebrannten Tonerdesubstrat.
- Siebdruck der Leiterschicht (Gold oder Silber-Palladium), trocknen und bei 850-1000°C einbrennen.
- Dielektrische Schicht zur Isolierung drucken, dann brennen.
- Diesen Vorgang für jede Schicht wiederholen. Für Dickschichtkupfer, drucken und in Stickstoff brennen.
- Tragen Sie die endgültige Überglasur oder Lötmaske auf (falls erforderlich).
- Lasertrimmwiderstände auf Wert.
Typische Dickschicht-Spezifikationen: Leitung/Raum 125 µm, Via-Durchmesser 0,3 mm, bis zu 4 Leiterschichten, fertige Kupferdicke 10-15 µm pro Schicht.
Direkt plattiertes Kupfer (DPC) und direkt gebondetes Kupfer (DCB)
Dies sind einfachere Verfahren für ein- oder doppelseitige Leiterplatten. Beim DPC-Verfahren wird eine Kupfer-Keimschicht auf Keramik aufgesputtert und dann auf die gewünschte Dicke galvanisch abgeschieden. Bei DCB wird eine dicke Kupferfolie (0,1-0,3 mm) bei hoher Temperatur in Stickstoff direkt auf Aluminiumoxid oder AlN geklebt. Wir verwenden DPC für LED-Gehäuse und DCB für Hochstrom-IGBT-Module. Beide bieten hervorragende thermische Leistungen bei Kupferdicken von bis zu 300 µm.
Unsere Fabrik hält Standard-Paneelgrößen: 4″×4″, 5″×5″, 6″×8″, und 8″×10″. Die Anzahl der Schichten reicht von 1 bis 6 für Dickschicht, bis zu 10 für HTCC/LTCC. Bei LTCC erreichen wir 75 µm Strich/Zwischenraum, bei HTCC 100 µm. Zu den Oberflächenbeschichtungen gehören ENIG, ENEPIG, Chemisch-Silber und reines, drahtbondbares Weichgold.
Keramik-Leiterplatten-Designrichtlinien und DFM-Checkliste
Die Gestaltung mit Keramik erfordert besondere Sorgfalt, um Risse und Ertragsverluste zu vermeiden. Ich werde Ihnen die wichtigsten Regeln aus der 15-jährigen Erfahrung unserer Fabrik nennen.
Durchgangs-zu-Kante-Spielraum
Der häufigste Fehler, den wir beobachten, ist ein gerissenes Via in der Nähe der Leiterplattenkante. Keramik ist spröde. Wenn wir die Leiterplatten mit einer Diamantsäge oder einem Laser entkernen, können sich Mikrorisse nach innen ausbreiten. Achten Sie darauf, dass alle Durchkontaktierungen mindestens 2,0 mm von der endgültigen Leiterplattenkante entfernt sind. Wenn das Design eine engere Durchkontaktierung erzwingt, verwenden Sie Tear-Drop-Pads zur Verstärkung. Eine Teardrop-Länge von 0,5× des Pad-Durchmessers erhöht die Rissbeständigkeit erheblich.
Via Pad und Lochdesign
Verwenden Sie Tear-Drops auf jedem Via und SMD-Pad. Dadurch wird die mechanische Belastung verteilt. Der Mindestring sollte 0,15 mm betragen, um die Zuverlässigkeit der Klasse 3 zu gewährleisten. Vermeiden Sie die Platzierung von Durchkontaktierungen unter BGA-Ecken, wo sich die Belastung während der Temperaturzyklen konzentriert.
Lötprofil
Keramik hat eine hohe thermische Masse und Leitfähigkeit. Das Vorheizen ist entscheidend. Unser Bestückungsbetrieb verwendet eine Rampenrate von 2,5°C/Sekunde, ein Eintauchen bei 150-170°C für 90 Sekunden und eine Spitzen-Reflow-Temperatur von 245°C für SAC305-Lot. Die Leiterplatte darf nur 45-60 Sekunden lang über 217°C bleiben, um eine Überhitzung empfindlicher Bauteile zu vermeiden. Verwenden Sie für THT einen Lötkolben mit kontrollierter Temperatur und heizen Sie die Leiterplatte lokal vor. Verwenden Sie niemals eine direkte Flamme.
Platzierung und Handhabung von Bauteilen
Platzieren Sie schwere Bauteile (Transformatoren, Hochleistungswiderstände) nicht in der Nähe von Kanten und Ecken. Verwenden Sie bei großen BGA-Gehäusen eine Unterfüllung, um eventuelle WAK-Unterschiede zwischen der Keramikplatte und dem organischen Substrat des Chips auszugleichen. Verwenden Sie bei der manuellen Handhabung eine ESD-sichere Pinzette mit weichen Spitzen. Keramikkanten sind scharf; tragen Sie Handschuhe. Unsere Mitarbeiter verwenden Vakuumspannvorrichtungen, um große Platten zu bewegen.
Impedanzkontrolle und RF-Leiterbahnen
Die Dielektrizitätskonstante von Keramik (9,4-9,8) unterscheidet sich von FR-4 (4,5). Berechnen Sie die Leiterbahnabmessungen immer mit einem geeigneten Feldlöser, nicht mit einem allgemeinen FR-4-Rechner. Für eine 50-Ω-Mikrostreifenleitung auf 0,635 mm dickem 96%-Aluminiumoxid beträgt die Leiterbahnbreite etwa 0,6 mm. Wir bieten Stack-up-Daten und Tests mit kontrollierter Impedanz für differentielle Paare bis zu 20 GHz.
PTH und Via Fill
Wir füllen Vias während des Co-Brennens mit leitfähiger Paste. Bei Dickschichten werden die Durchkontaktierungen mit Dielektrikum gefüllt oder offen gelassen. Geben Sie ein Via-in-Pad-Design an, wenn Sie gefüllte und überplattierte Durchkontaktierungen benötigen. Wir können die Oberfläche mit einem Schleifverfahren für Fine-Pitch-BGAs planarisieren.
Anwendungen von keramischen PCBs
Speichermodule und Hochgeschwindigkeits-Digitaltechnik
Hochgeschwindigkeits-DDR-Speichermodule profitieren von dem geringen dielektrischen Verlust und der thermischen Stabilität von Keramik. Unsere Kunden verwenden LTCC-Platinen, um 64-Bit-Busse mit minimalem Versatz zu verlegen. Die gleichbleibende Dielektrizitätskonstante reduziert Inter-Symbol-Interferenzen.
Empfangs-/Sendemodule (RF)
Satellitenkommunikations-Transceiver erfordern verlustarme Substrate. Aluminiumoxid- und AlN-Platten mit 0,06 mm Laserdurchlässen ermöglichen kompakte Phased-Array-Antennen. Bei einem 50-W-Satellitenleistungsverstärker hielt eine AlN-Platine die Spitzentemperatur unter 150 °C. Die Konstruktion funktionierte zuverlässig im Vakuum ohne Konvektionskühlung.
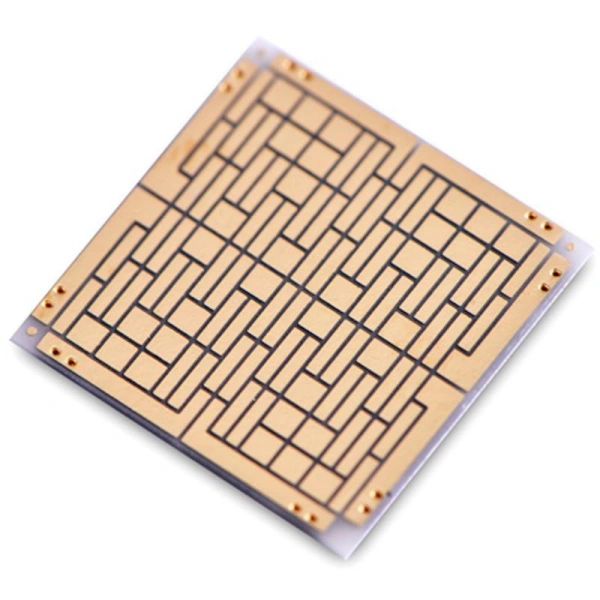
Mehrschichtige Verbindungsplatinen
Mit HTCC/LTCC integrieren wir bis zu 30 eingebettete passive Komponenten in eine 6-Lagen-Platine. Dadurch schrumpft ein FR-4-Stapel mit 4 Platinen zu einem Keramikmodul. Ein Kunde aus der Luft- und Raumfahrt reduzierte das Gewicht um 70% und erhöhte die Anschlussdichte um das Fünffache.
Analog/Digital-Mixed-Signal-Leiterplatten
Parasitäre Kapazitäten beeinträchtigen die ADC-Leistung. Mit LTCC konnten wir die parasitäre Kapazität zwischen den analogen und digitalen Abschnitten um etwa 90% im Vergleich zur gleichen Schaltung auf FR-4 reduzieren. Das Grundrauschen der Platine sank um 12 dB.
Luft- und Raumfahrt und Avionik
Raketensteuerungssysteme arbeiten bei 300°C Umgebungstemperatur. Unsere HTCC-Platten überstehen Tausende von Schock- und Vibrationszyklen. Keine konforme Beschichtung erforderlich, da Keramik inert ist.
Automobil- und EV-Leistungselektronik
Eine Ladestation für Elektrofahrzeuge verwendet eine AlN-DCB-Platine, die kontinuierlich 200 A verarbeiten kann. Der Temperaturanstieg bleibt unter 20°C. Die Platine wurde nach IATF 16949 qualifiziert.
High-Power LED-Beleuchtung
Eine 10-W-LED auf unserer Dickschicht-Aluminiumoxid-Platine weist eine Sperrschichttemperatur von 105 °C auf und liegt damit deutlich unter dem Grenzwert von 120 °C. Die gleiche LED auf MCPCB erreicht 130°C. Diese direkte Verbindung verbessert den Lumenausstoß und die Lebensdauer.
Beschaffung von keramischen Leiterplatten: Kosten, Vorlaufzeit und MOQ
Realistische Zahlen helfen Ihnen bei der Planung Ihres Projektbudgets und Zeitplans.
Keramik-PCB Kostenaufschlüsselung
- 2-Schicht-Aluminiumoxid 96%, Dickschicht-Silberleiter, 100×80 mm, ENIG-Finish: $8-12/St. bei 100 Stück.
- 2-Schicht-Aluminiumoxid 96%, Dickschicht-Kupfer: $10-15/Stk.
- 4-Lagen-LTCC-Goldleiter, gleiche Größe: $25-40/St. (aufgrund mehrerer Prozessschritte).
- 1-Schicht-AlN-DPC-Platine für LED: $1-2 pro cm². Diese Preise verstehen sich ohne Werkzeugkosten. Die Werkzeugkosten (Siebdruckwerkzeuge, Fotomasken) betragen in der Regel $500-1.000, die wir über das Volumen amortisieren.
Mindestbestellmenge (MOQ)
Für das Standard-Dickschichtverfahren akzeptieren wir Bestellungen ab 10 Stück. Für LTCC und HTCC beträgt die Mindestbestellmenge aufgrund der festen Co-Firing-Chargengröße 50 Stück. Prototypenserien sind mit kürzeren Vorlaufzeiten erhältlich.
Vorlaufzeiten
- 2-Schicht-Prototyp mit dicker Folie: 10-12 Arbeitstage (einschließlich Laserbeschnitt)
- LTCC 4-Schicht-Prototyp: 18-20 Arbeitstage
- Produktionsaufträge: 15-25 Tage je nach Volumen
- Eilservice: 5-7 Tage möglich für dicke Folien mit vorrätigen Zuschnitten.
Wir erstellen innerhalb von 24 Stunden nach Erhalt Ihrer Gerberdateien und Ihres Stapels ein schnelles Angebot.
Qualitäts- und Zuverlässigkeitsstandards für keramische PCBs
Gehen Sie nicht davon aus, dass alle Keramikplatten “sehr zuverlässig” sind. Die Zertifizierung ist wichtig.
IPC-6012 Klasse 3 Zertifizierung
Wir fertigen Keramik-Leiterplatten nach IPC-6012 Klasse 3 für unternehmenskritische Anwendungen. Die Klasse 3 erfordert eine 100%-Prüfung der Durchkontaktierungen nach einem Temperaturschock. Unser Werk führt 6x Thermoschocktests von -65°C bis +150°C durch und prüft dann die Durchkontaktierungen im Mikrobereich. Wir erlauben keine Risse oder Ablösungen von Innenlagen. Der Ring auf den externen Pads muss mindestens 0,050 mm betragen.
Weitere von uns durchgeführte Tests
- Lötfloat bei 288°C für 10 Sekunden: keine Delamination, keine Blasenbildung.
- Haftzugfestigkeit >5 gf für Drahtbondpads.
- Ionische Verunreinigung <1,5 µg/cm² NaCl-Äquivalent.
- Dielektrische Spannungsfestigkeit 500 V DC für Dickschicht, 1.500 V für co-fired.
Unser Werk ist nach ISO 9001 und IATF 16949 zertifiziert. Wir halten die RoHS- und REACH-Richtlinien ein. Jede mehrlagige LTCC-Platine wird von uns mit Röntgenstrahlen geprüft, um die Ausrichtung der Durchkontaktierung zu verifizieren.
Herausforderungen und Überlegungen
Keramik lässt sich nicht einfach ersetzen. Sie erfordert ein durchdachtes Design.
- Zerbrechlichkeit: Keramik kann bei mechanischen Stößen brechen. Vermeiden Sie eine freitragende Montage. Verwenden Sie Klammern oder kleben Sie die gesamte Platte auf einen Metallträger.
- Begrenzte Tafelgröße: Die maximale Größe einer einteiligen Platte beträgt etwa 200×200 mm, da sie sich beim Brennen verzieht. Größere Baugruppen müssen modular aufgebaut werden.
- Vorlaufzeit für kundenspezifische Materialien: Berylliumoxid- und AlN-Rohlinge haben manchmal eine Vorlaufzeit von 4-6 Wochen beim Substrathersteller. Frühzeitig planen.
- Lötverfahren: Ohne Vorheizen kann ein Temperaturschock die Platine sprengen. Heizen Sie immer bis auf 100 °C des Lötschmelzpunkts vor.
- Kosten: Für Produkte, die in großen Stückzahlen hergestellt werden, kann Keramik überspezifiziert sein. Verwenden Sie sie nur dann, wenn sich der thermische oder HF-Leistungsvorteil auszahlt.
Häufig gestellte Fragen
Kann man auf Keramikplatinen löten?
Ja, Lötzinn haftet gut auf Oberflächen wie ENIG, Silber-Palladium oder Dickschichtkupfer. Verwenden Sie ein Flussmittel auf Kolophoniumbasis und eine kontrollierte Vorwärmung, um einen Temperaturschock zu vermeiden. Bei LTCC mit Goldpaste legen wir ENIG auf die Pads, damit das Lot gut benetzt.
Wie hoch ist die Dielektrizitätskonstante von Keramik-Leiterplatten?
Alumina 96% hat eine Dielektrizitätskonstante von 9,4-9,8, AlN etwa 8,8, BeO 6,7. Bei HF-Designs ermöglicht dieser höhere Wert schmalere Leiterbahnen für eine gegebene Impedanz im Vergleich zu FR-4.
Wie hoch ist die maximale Temperatur für keramische Leiterplatten?
Aluminiumoxid- und AlN-Platten können kontinuierlich bei 350 °C betrieben werden. SiC-Platinen übersteigen 800 °C. Die Temperaturgrenze ergibt sich in der Regel aus der Metallpaste (Gold schmilzt nicht, aber Silber kann bei hohen Temperaturen unter Gleichstromvorspannung migrieren) und den montierten Komponenten.
Wie schneidet man Keramik-Leiterplatten?
Wir verwenden Laserritzen oder Diamantsägen zum Schneiden. Manuell können Sie gerade Linien ritzen und fangen, aber Sie müssen mit rauen Kanten rechnen. Für Prototypen bestellen Sie Platten, deren endgültige Konturen im Werk gefräst werden.
Wie dick ist eine keramische Leiterplatte?
Die Standard-Substratstärken sind 0,25 mm, 0,38 mm, 0,5 mm, 0,635 mm und 1,0 mm. Dickere Substrate bis zu 2,0 mm sind für die Hochspannungsisolation möglich.
Wie hoch ist der Preis einer Keramikleiterplatte im Vergleich zu FR-4?
Eine keramische Leiterplatte kostet pro Flächeneinheit 5-30 mal mehr als FR-4, aber die Kosten auf Systemebene können niedriger sein, wenn man die Hardware für das Wärmemanagement eliminiert und die Zuverlässigkeit erhöht.
Können keramische Leiterplatten mehr als 2 Schichten haben?
Ja. HTCC und LTCC unterstützen problemlos 4 bis 10 Schichten. Wir betten passive Komponenten intern ein, was die Funktionsdichte erhöht.
Wichtigste Erkenntnisse
- Keramische Leiterplattensubstrate (Aluminiumoxid, AlN usw.) leiten Wärme 100-mal schneller als FR-4.
- Der niedrige WAK passt zu Silizium- und Keramikgehäusen und verhindert die Ermüdung des Lötmittels.
- Wählen Sie das richtige Herstellungsverfahren: Dickschicht für Kosten, LTCC für Präzision/RF, HTCC für extreme Hochtemperatur-Multilayer.
- Wenden Sie DFM-Regeln an: Halten Sie Durchkontaktierungen 2 mm von den Kanten entfernt, verwenden Sie Teardrops, heizen Sie das Löten vor.
- Berücksichtigen Sie die Gesamtkosten, nicht nur den Preis der Platine; Keramik spart Geld bei der Kühlung und bei Feldausfällen.
- Arbeiten Sie mit einer Fabrik zusammen, die eine IPC-6012 Klasse 3 Zertifizierung und realistische Lieferzeiten bietet.
Unser Team verfügt über mehr als 15 Jahre Erfahrung in der Herstellung von Keramik-Leiterplatten. Wir unterstützen Sie von der Materialauswahl bis zur Erstmusterprüfung. Schicken Sie Ihre Designdateien oder Anforderungen an unsere Ingenieure für eine kostenlose Designprüfung und Kostenschätzung. Wir liefern zuverlässige keramische Leiterplatten, die auch in den härtesten Umgebungen funktionieren.

