
















Conceptos básicos de PCB: Tipos, materiales y cómo afectan a su proyecto
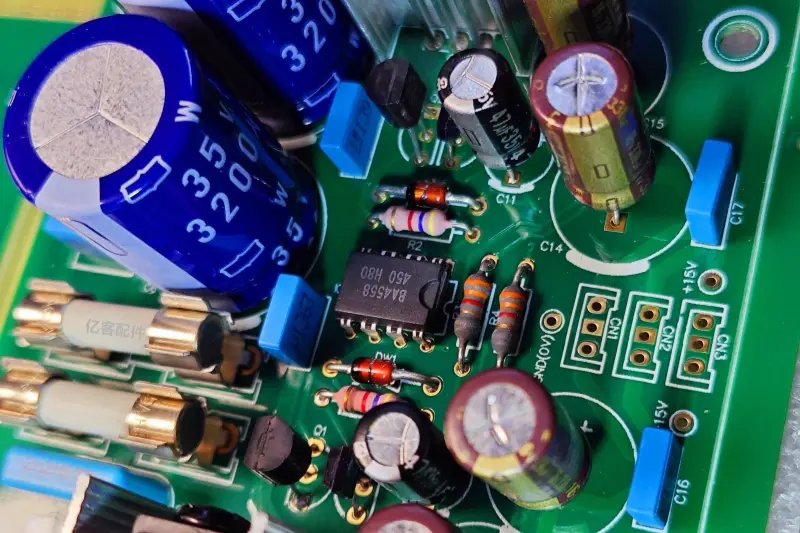
Cuando un diseñador se enfrenta por primera vez a las placas de circuito impreso, la variedad puede resultar abrumadora. En esencia, una placa de circuito impreso es una pila de capas conductoras y aislantes que soportan mecánicamente y conectan eléctricamente los componentes. Las decisiones que se toman en esta pila -tipo de placa, material del sustrato, peso del cobre y acabado- determinan directamente el rendimiento, el coste y la fabricabilidad.
Tipos de Juntas
- Tableros de una cara - Sólo una capa de cobre lleva las trazas. Son ideales para circuitos de control sencillos, proyectos de aficionados o prototipos de bajo coste. Su limitada flexibilidad de enrutamiento puede restringir la densidad de componentes, pero su sencilla disposición reduce el tiempo de diseño.
- Tableros de doble cara - Dos capas de cobre, una a cada lado, unidas por orificios pasantes chapados. Este diseño duplica las opciones de enrutamiento y es una base común para la electrónica de consumo. Sigue siendo asequible y permite mejoras modestas de la integridad de la señal.
- Placas multicapa - Cuatro o más capas permiten dedicar planos de alimentación, tierra y señal. Los diseños de alta frecuencia o alta corriente se benefician de una impedancia reducida y una mejor supresión del ruido. La contrapartida es un mayor coste de fabricación y tolerancias de diseño más estrictas.
Cada tipo responde a unas necesidades de proyecto diferentes. Para un sensor portátil, una placa de doble cara puede proporcionar suficiente enrutamiento y mantener el dispositivo delgado. En cambio, un módulo de radio de señal mixta suele justificar una pila de seis capas para aislar las rutas de RF del ruido digital.
Materiales de sustrato
El sustrato, a veces denominado “material base”, determina la resistencia mecánica, el rendimiento térmico y las propiedades dieléctricas.
- FR-4 (fibra de vidrio epoxi) - El FR-4 es, con diferencia, el material más común y ofrece un buen equilibrio entre resistencia, coste y características eléctricas para la mayoría de los proyectos comerciales y de aficionados. Su temperatura de transición vítrea (Tg) suele oscilar entre 130 °C y 150 °C, lo que lo hace apto para ciclos de soldadura estándar.
- Rogers y otros laminados de alta frecuencia - Estos polímeros tienen menores pérdidas dieléctricas, lo que es crucial para circuitos de microondas o digitales de alta velocidad. Su mayor precio refleja el aumento de rendimiento; una placa Rogers típica puede soportar señales muy por encima de 5 GHz con una atenuación mínima.
- Tableros con núcleo de aluminio (núcleo metálico) - Se utiliza cuando la disipación térmica es una prioridad, como en controladores LED o convertidores de potencia. El núcleo metálico disipa el calor lejos de los puntos calientes, lo que permite una mayor corriente sin un aumento excesivo de la temperatura.
Para elegir el sustrato adecuado hay que tener en cuenta la frecuencia de funcionamiento de la placa, la temperatura ambiente y el presupuesto. En muchos casos, FR-4 es suficiente, pero pasar a un laminado especializado puede evitar costosos rediseños posteriores.
Peso y espesor del cobre
El peso del cobre, expresado en onzas por pie cuadrado (oz/ft²), determina la capacidad de conducción de corriente y la resistencia de la traza.
- 1 onza de cobre - Estándar para la mayoría de los diseños; soporta hasta unos pocos amperios en anchos de traza modestos.
- 2 oz o 3 oz de cobre - Se emplea cuando se necesitan corrientes más altas o caídas de tensión más bajas, como en las redes de distribución de energía. Un cobre más grueso también mejora la conductividad térmica, lo que puede facilitar la propagación del calor por la placa.
Aumentar el grosor del cobre incrementa el coste del material y puede requerir mayores tamaños de perforación para las vías, lo que puede afectar a los diseños de alta densidad. Los diseñadores suelen empezar con cobre de 1 onza y solo pasan a cobre más grueso después de que un análisis de corriente confirme la necesidad.
Acabados superficiales
La capa final que cubre el cobre expuesto influye en la soldabilidad, la vida útil y la resistencia a la corrosión. Los acabados más comunes son:
- HASL (nivelación de soldadura por aire caliente) - Una opción de bajo coste que proporciona una superficie lista para soldar pero que puede introducir un grosor desigual.
- ENIG (níquel químico por inmersión en oro) - Ofrece un acabado plano y fiable adecuado para componentes de paso fino y almacenamiento a largo plazo, aunque a un precio más elevado.
- Estaño o plata de inmersión - Proporcionan una buena humectación y a menudo se seleccionan para el cumplimiento de la ausencia de plomo.
La elección del acabado puede afectar al rendimiento del montaje, especialmente en el caso de componentes con conductores de paso muy fino. Para un prototipo, HASL puede ser aceptable; para un dispositivo de producción con tolerancias estrictas, ENIG suele ser más seguro.
Cómo influyen estas decisiones en su proyecto
Cada decisión repercute en el proceso de diseño. La elección de una placa multicapa con un sustrato de alta frecuencia puede mejorar el rendimiento, pero también exige normas de diseño más rigurosas y un presupuesto mayor. Por el contrario, optar por una placa FR-4 de una sola cara simplifica el diseño y reduce el coste, pero puede obligar a comprometer la ubicación de los componentes o la integridad de la señal.
Un enfoque práctico consiste en comenzar con la configuración mínima viable -a menudo, una placa FR-4 de doble cara con 1 onza de cobre y un acabado HASL estándar- y, a continuación, evaluar el rendimiento en función de los objetivos del proyecto. Si el dispositivo experimenta sobrecalentamiento, ruido excesivo o no cumple los requisitos de temporización, el diseñador puede mejorar iterativamente un atributo cada vez, como pasar a un peso de cobre más grueso o añadir un plano de tierra dedicado en una capa adicional.
Al comprender la relación entre el tipo de placa, el material y el acabado, los ingenieros pueden tomar decisiones informadas que equilibren el coste, la fiabilidad y el rendimiento, estableciendo una base sólida para los pasos posteriores en el flujo de trabajo de selección de placas de circuito impreso.
Definición de los requisitos del proyecto: Potencia, tamaño, frecuencia y limitaciones medioambientales
Cuando un diseñador pasa de los fundamentos de la tecnología de placas de circuito impreso a la parte práctica de un nuevo producto, el primer paso concreto es traducir las necesidades del sistema en requisitos mensurables. El manejo de la potencia, la superficie de la placa, la frecuencia de la señal y el entorno en el que funcionará la placa son los cuatro pilares que determinan todas las decisiones posteriores.
Potencia dicta no sólo el grosor del cobre, sino también la separación entre trazas y la elección de la máscara de soldadura. Un circuito de alta corriente -como un controlador de motor o un módulo de distribución de energía- puede requerir 2 onzas/pie² de cobre o más, mientras que una interfaz de sensor de baja potencia a menudo puede satisfacerse con 1 onza/pie². Los diseñadores deben calcular la corriente máxima por traza utilizando la norma IPC-2221 y, a continuación, añadir un margen de seguridad de al menos 20 % para tener en cuenta los picos de temperatura. En la práctica, este enfoque evita el sobrecalentamiento y garantiza uniones soldadas fiables durante toda la vida útil del producto.
Talla son igualmente críticos. Las dimensiones externas de la caja imponen un límite a la huella de la placa de circuito impreso, y los fabricantes suelen ofrecer un coste por pulgada cuadrada que disminuye drásticamente a medida que aumenta el tamaño de la placa. Una solución de compromiso habitual consiste en equilibrar la densidad de componentes con la complejidad del enrutamiento. Para los dispositivos compactos, los diseñadores pueden colocar los componentes a ambos lados de la placa, emplear paquetes de paso fino o utilizar un mayor número de capas para mantener cortas las longitudes de las trazas. Por el contrario, una placa más grande puede permitirse trazas más anchas y un espaciado más generoso, lo que simplifica el montaje y reduce el riesgo de cortocircuitos.
Frecuencia introduce un conjunto diferente de restricciones. A medida que los bordes de la señal se hacen más rápidos, la placa se comporta más como una línea de transmisión, y el control de la impedancia se hace esencial. Para frecuencias por debajo de unos pocos megahercios, suele bastar con un simple enrutamiento microstrip con anchuras de traza estándar. Entre 100 MHz y varios gigahercios, los diseñadores deben tener en cuenta la pérdida dieléctrica, la geometría de la traza y la colocación de las vías para preservar la integridad de la señal. En estos regímenes, se suele recomendar un sustrato de baja pérdida (como FR-4 con una clasificación Tg más alta) y trazas de impedancia controlada (normalmente 50 Ω). Una regla rápida: si el tiempo de subida es inferior a 1 ns, la longitud de la traza no debe superar la décima parte de la longitud de onda a la frecuencia objetivo.
Limitaciones medioambientales abarcan rangos de temperatura, humedad, tensión mecánica y exposición a sustancias químicas o radiaciones. Por ejemplo, una placa destinada al compartimento del motor de un automóvil debe soportar ciclos de temperatura de -40 °C a +125 °C y vibraciones. La selección de un sustrato con una temperatura de transición vítrea (Tg) más alta y la aplicación de una máscara de soldadura robusta pueden mitigar la delaminación y los fallos de las bobinas. En cambio, un dispositivo de consumo para interiores puede tolerar una placa FR-4 estándar y una máscara de soldadura normal, pero aún así se beneficia de un revestimiento resistente a la humedad si la carcasa no está sellada.
Para mantener organizado el proceso de diseño, muchos ingenieros elaboran una matriz de requisitos con filas para cada bloque funcional y columnas para potencia, tamaño, frecuencia y entorno. Esta matriz facilita la detección de conflictos (por ejemplo, un extremo frontal de RF de alta frecuencia que también tiene que gestionar una corriente alta) y la priorización de las medidas de mitigación.
“Un conjunto claro de requisitos cuantitativos es la herramienta más eficaz para evitar costosos rediseños más adelante en el ciclo de vida del producto”.” - Consultor principal de diseño de PCB
El siguiente paso lógico es pasar de estas restricciones de alto nivel a las especificaciones detalladas de la placa de circuito impreso. En la próxima sección se analizará cómo la potencia, la anchura de traza y otros requisitos se corresponden con el número de capas, las tolerancias de fabricación y otros parámetros fabricables, garantizando que la placa pueda construirse sin comprometer la intención original del diseño.
Asignación de requisitos a especificaciones de PCB: Recuento de capas, anchura de traza y tolerancias de fabricación
Traducir los objetivos funcionales de un proyecto en parámetros concretos de la placa de circuito impreso es un paso crítico que tiende un puente entre la intención del diseño y la fabricabilidad. Una vez que en la sección anterior se han aclarado las limitaciones de potencia, tamaño, frecuencia y entorno, la siguiente pregunta lógica es: ¿cómo determinan estas limitaciones la pila de capas de la placa, la anchura de sus trazas de cobre y las tolerancias que debe cumplir la fábrica? Las respuestas se encuentran en una mezcla de teoría eléctrica, realidades mecánicas y límites prácticos de fabricación.
Recuento de capas: equilibrio entre complejidad y coste
Una placa de una sola cara puede satisfacer circuitos de control muy sencillos, pero la mayoría de los proyectos modernos requieren al menos dos capas para separar la distribución de potencia del encaminamiento de señales. La adición de capas proporciona planos dedicados para tierra y alimentación, lo que reduce el rizado de tensión y mejora la compatibilidad electromagnética (CEM). Por ejemplo, una pila de cuatro capas suele asignar las capas interiores a planos sólidos de tierra y alimentación, mientras que las capas exteriores se encargan de la colocación de componentes y trazas de alta velocidad.
Cuando el diseño incluye señales de alta frecuencia -como las superiores a 1 GHz- o frontales analógicos densos, puede ser necesaria una placa de seis o incluso ocho capas. Las capas adicionales permiten un control más estricto de la impedancia y caminos de retorno más cortos, lo que a su vez reduce la pérdida de señal y la diafonía. Sin embargo, cada capa adicional introduce más material dieléctrico, mayores costes de fabricación y plazos de entrega más largos. Los diseñadores suelen empezar con una base de dos o cuatro capas y sólo aumentan la pila si las pruebas de simulación o prototipos revelan deficiencias de rendimiento.
Ancho de traza: de la capacidad de corriente a la integridad de la señal
La anchura del trazado no es sólo una decisión de espaciado, sino que influye directamente en la capacidad de transporte de corriente, la caída de tensión y la capacidad de mantener la impedancia característica. La norma IPC-2221, que relaciona la anchura, el grosor del cobre y el aumento de temperatura, es una regla empírica habitual para las líneas de alimentación. Para una capa de cobre de 1 oz/ft² (≈35 µm), un consumo de corriente de 10 A requiere normalmente una traza de unos 0,6 mm de ancho para mantener el aumento de temperatura por debajo de 10 °C.
Las trazas de señal, especialmente las que transportan datos a alta velocidad, se rigen más por la impedancia que por la corriente. La anchura, el espaciado y el grosor dieléctrico determinan conjuntamente la impedancia característica de la traza (a menudo 50 Ω o 100 Ω diferencial). Un ejemplo práctico: en un sustrato FR-4 estándar con una altura dieléctrica de 0,6 mm, una traza de 0,3 mm separada 0,15 mm de su plano de retorno produce cerca de 50 Ω. El ajuste de estas dimensiones resulta esencial cuando la placa debe cumplir estrictos presupuestos de temporización o cuando el diseño incluye líneas de transmisión de impedancia controlada.
En la actualidad, las herramientas de diseño automatizan gran parte de este trabajo, generando recomendaciones de anchura basadas en las restricciones introducidas por el usuario. Aun así, los diseñadores deben revisar los resultados y confirmar que las anchuras sugeridas no infringen las normas de espaciado ni provocan congestiones en el encaminamiento.
Tolerancias de fabricación: garantizar que lo que se diseña es lo que se construye
Incluso la anchura de traza más cuidadosamente calculada puede verse comprometida si la fábrica no puede cumplir las tolerancias requeridas. Las tolerancias típicas de anchura de traza y espaciado oscilan entre ±10 % para series comerciales estándar y ±5 % para prototipos de alta precisión. En aplicaciones de alta frecuencia, puede ser necesario un control más estricto, a veces de ±2 %, para preservar la impedancia.
Del mismo modo, el grosor total de la placa, la precisión del taladrado y el grosor del cobreado afectan al rendimiento. Una desviación de sólo unas micras en el peso del cobre puede alterar la resistencia de las redes de alimentación, mientras que unas vías mal alineadas pueden introducir una inductancia inesperada. Al especificar las tolerancias, es útil dar prioridad a los parámetros que afectan a la métrica de rendimiento más crítica. Por ejemplo, un diseñador centrado en circuitos analógicos de bajo ruido puede solicitar tolerancias de anchura de traza más estrictas, mientras que un diseño de conmutación de potencia puede hacer hincapié en la consistencia del peso del cobre.
La mayoría de los fabricantes de renombre indican en sus hojas de datos su capacidad de tolerancia estándar. Si un diseño supera esas capacidades, el fabricante puede ofrecer un servicio de “tolerancia ajustada” con un coste adicional. Comprometerse con el fabricante desde el principio -compartiendo los archivos de apilamiento y los requisitos de tolerancia- ayuda a evitar costosos rediseños más adelante en el proceso.
Consejos prácticos para ajustar los requisitos a las especificaciones
- Empiece con un plan de capas realista. Utiliza las necesidades de frecuencia y potencia del proyecto para elegir una pila de referencia y, a continuación, itera sólo si las simulaciones indican problemas.
- Aprovechar las directrices de la CIP. Aplique IPC-2221 para el dimensionamiento de trazas de potencia e IPC-2141 para cálculos de impedancia de alta velocidad para establecer objetivos de anchura razonables.
- Documentar las prioridades de tolerancia. Indique claramente qué dimensiones (anchura de la traza, espaciado, grosor del cobre) necesitan un control más estricto y comunique esas necesidades a la fábrica.
- Prototipo antes de la plena producción. Un pequeño lote de placas prototipo puede revelar si las tolerancias elegidas se mantienen en condiciones reales de fabricación.
- Iterar con el proveedor. Solicite un informe de validación de fábrica que confirme que la placa cumple las tolerancias especificadas, especialmente para diseños de alta frecuencia o alta corriente.
Si se tienen en cuenta las demandas de potencia, señal y entorno en el número de capas, la geometría de las trazas y las tolerancias de fabricación, los diseñadores crean una base sólida para obtener placas de circuito impreso fiables y rentables. En la siguiente sección se analizará cómo el material del sustrato y el peso del cobre influyen en la fiabilidad y el presupuesto global.
Elección del sustrato y el peso del cobre adecuados para lograr fiabilidad y rentabilidad
Cuando el debate anterior se centró en el número de capas y la anchura de las trazas, la siguiente pregunta natural es qué material debajo de esas trazas mantendrá estable la placa sin inflar la factura. El sustrato, a menudo denominado dieléctrico, proporciona soporte mecánico, aislamiento eléctrico y gestión térmica. El peso del cobre, medido en onzas por pie cuadrado, determina la cantidad de corriente que puede transportar una traza y la tolerancia de la placa a los cambios de temperatura. Juntos forman la espina dorsal de la fiabilidad y el coste.
Qué hace el sustrato La constante dieléctrica (Dk) de un sustrato influye en la velocidad de la señal, especialmente en diseños digitales de alta frecuencia o alta velocidad. Los materiales de baja Dk, como el PTFE (teflón) o los laminados de hidrocarburos especializados, reducen la pérdida de señal, pero tienen un precio elevado. Para la mayoría de los proyectos de aficionados o de velocidad moderada, un laminado FR-4 estándar -epoxi reforzado con vidrio- ofrece un buen equilibrio: un Dk en torno a 4,5, una resistencia térmica adecuada y una amplia disponibilidad a bajo coste.
Cuándo considerar alternativas Si el diseño funciona por encima de unos cientos de megahercios o si la placa va a estar expuesta a un entorno adverso (alta humedad, productos químicos o temperaturas extremas), merece la pena utilizar un sustrato de mayor calidad. Materiales como la serie RO4000 de Rogers o la poliimida proporcionan una estabilidad térmica superior y menores pérdidas, pero también aumentan el coste por pulgada cuadrada entre 30 y 50 % en comparación con el FR-4. Un enfoque habitual es reservar estos laminados de alta calidad para las capas críticas, como la capa de señal que lleva los bordes más rápidos, mientras se mantienen las capas restantes en FR-4.
Peso del cobre: equilibrio entre capacidad de corriente y coste
El peso del cobre afecta directamente a la resistencia de la traza. La regla general es que una traza de cobre de 35 µm de espesor puede transportar con seguridad unos 0,5 A por mil de anchura a una temperatura ambiente típica. Duplicar el cobre a 2 onzas reduce la resistencia aproximadamente a la mitad, lo que permite trazas más estrechas para la misma corriente, pero el coste aumenta proporcionalmente porque la lámina es más gruesa y el proceso de grabado es más lento.
Orientaciones prácticas
- Tarjetas de bajo consumo (<1 A en total) - Una onza de cobre suele ser suficiente. Así la placa es más fina, se reduce el desperdicio de material y el precio se mantiene bajo.
- Redes de distribución de energía o accionamientos de motores - 2 onzas de cobre es un valor predeterminado seguro, especialmente cuando las trazas deben alimentar reguladores o conectores que ven varios amperios.
- Secciones de alta corriente o térmicamente críticas - Considere las pilas de 3 onzas o de cobre pesado “heavy-copper”. Son habituales en controladores LED o placas de gestión de baterías, donde la disipación del calor es un problema.
La elección de una capa de cobre más gruesa también mejora la capacidad de la placa para diseminar el calor, lo que puede ser crítico cuando los componentes generan puntos calientes localizados. Sin embargo, el cobre más grueso dificulta la perforación de vías más pequeñas, lo que puede aumentar el coste de la vía o limitar el tamaño mínimo de la vía.
Contrapartidas y coste-impacto
| Factor Opción ligera (1 oz, FR-4) Opción pesada (2 oz+ o sustrato premium) | ||
| Coste inicial del material | Bajo | Moderado-alto |
| Complejidad de la fabricación | Grabado sencillo y rápido | Grabado más lento, tolerancias de perforación más estrictas |
| Capacidad actual | Limitado; se necesitan rastros más amplios | Más alto; se aceptan trazas más estrechas |
| Rendimiento térmico | Adecuado para diseños de baja temperatura | Mejor dispersión del calor, menor aumento de la temperatura |
| Integridad de la señal a alta velocidad | Suficiente para <500 MHz | Superior para >1 GHz, menor pérdida |
Un error frecuente es sobreespecificar el peso del cobre para reducir la anchura del trazado, sólo para descubrir que el fabricante de la placa cobra más por tolerancias más estrictas y la ventaja de coste desaparece. En la práctica, los diseñadores suelen encontrar un punto óptimo aumentando modestamente el cobre (hasta 1,5 onzas cuando la casa lo ofrece) y manteniendo la eficiencia del diseño, en lugar de saltar a 2 onzas o más.
Lista de control para la toma de decisiones
- Evaluar la corriente máxima por red - calcule utilizando la tabla IPC-2221 o una calculadora de ancho de traza en línea.
- Identificar señales de alta frecuencia - si alguna traza supera unos cientos de megahercios, priorice el sustrato de bajas pérdidas para esa capa.
- Considerar la tensión mecánica - Las placas que se van a flexionar o montar en armarios estrechos se benefician de una variante de FR-4 con una Tg (temperatura de transición vítrea) más alta.
- Comprueba las capacidades de la fábrica - Muchos fabricantes de gama media tienen una oferta estándar de FR-4 de 1 onza con laminados opcionales de 2 onzas y laminados premium limitados. Alinee el diseño con lo que el fabricante puede producir sin herramientas especiales.
- Limitaciones presupuestarias - asigne un coste adicional sólo cuando la fiabilidad o el rendimiento aumenten realmente; de lo contrario, quédese con la pila por defecto.
Siguiendo este flujo, los diseñadores pueden justificar un sustrato o un peso de cobre más caros sólo cuando las ganancias de rendimiento o fiabilidad compensen el gasto añadido. En el siguiente paso se estudiará cómo interactúan la densidad y la ubicación de los componentes con la elección de materiales para alcanzar los objetivos generales de rendimiento.
Evaluación de la densidad de componentes y estrategias de colocación para alcanzar los objetivos de rendimiento
Tras el debate sobre el sustrato y el peso del cobre, la forma en que se empaquetan y colocan los componentes en una placa se convierte en el siguiente factor fundamental para lograr el rendimiento eléctrico necesario. Las disposiciones de alta densidad pueden reducir el tamaño de la placa y el coste de los materiales, pero también plantean problemas como el aumento de la capacitancia parásita, la diafonía de señales y los cuellos de botella térmicos. Comprender estas compensaciones permite a los diseñadores elegir una estrategia de colocación que se ajuste a los objetivos de velocidad, potencia y fiabilidad del proyecto.
Densidad de componentes se suele expresar como el número de piezas por unidad de superficie (por ejemplo, componentes por pulgada cuadrada). Una disposición densa es atractiva para dispositivos portátiles, wearables o cualquier producto en el que el espacio de la placa sea escaso. Sin embargo, a medida que se reduce el espacio entre las trazas, aumenta el acoplamiento inductivo y capacitivo entre las líneas de señal adyacentes. En la práctica, esto puede degradar la integridad de la señal de alta frecuencia, causar fluctuaciones de temporización o incluso provocar oscilaciones involuntarias en los circuitos analógicos.
Un enfoque común para mitigar estos efectos es agrupar los componentes por función y dominio de frecuencia. Por ejemplo, si se colocan juntos todos los circuitos integrados digitales de alta velocidad y se aíslan los componentes ruidosos de conmutación de potencia de los bloques analógicos sensibles, se reduce la probabilidad de interferencias cruzadas. Además, el enrutamiento de trazas críticas de alta frecuencia en capas internas con planos de tierra dedicados proporciona una ruta de retorno estable y reduce las emisiones electromagnéticas.
Cuando la densidad se convierte en una limitación, diseño apilado ofrece una palanca útil. Añadiendo capas dieléctricas adicionales, los diseñadores pueden encaminar determinadas familias de señales en capas separadas, separándolas eficazmente sin aumentar el tamaño de la placa. Esta técnica también permite reducir la anchura de las trazas porque el grosor del dieléctrico puede reducirse en las capas interiores, lo que disminuye la impedancia de las líneas de impedancia controlada. La contrapartida es un aumento del coste de fabricación y una revisión más compleja del DFM (diseño para la fabricación).
Las consideraciones térmicas son otro elemento decisivo. Los módulos de alta potencia, como reguladores de tensión, controladores de motor o amplificadores de potencia de radiofrecuencia, generan mucho calor. Si se colocan demasiado cerca unos de otros, la acumulación de calor puede elevar las temperaturas de unión por encima de la capacidad nominal del componente, provocando un fallo prematuro. Una regla práctica es mantener las piezas de alta potencia separadas entre sí al menos uno o dos milímetros y colocar disipadores de calor de cobre o vías térmicas debajo de ellas. En la práctica, los diseñadores suelen utilizar “islas térmicas” (vaciados de cobre específicos que se conectan a los planos internos de la placa) para alejar el calor de los puntos calientes.
A continuación se ofrece una lista de comprobación que ayuda a equilibrar la densidad con el rendimiento:
- Agrupación funcional: Agrupe los componentes de velocidad o sensibilidad similares.
- Asignación de capas: Reserve las capas interiores para las trazas críticas de alta velocidad con planos de tierra continuos.
- Reglas de espaciado: Aplique una separación más estricta para los dispositivos de alta potencia y los pares de señales de alta frecuencia.
- Gestión térmica: Añada vías térmicas, vierteaguas de cobre o disipadores de calor donde sea necesario.
- Comprobación de las reglas de diseño (DRC): Realice comprobaciones automáticas de diafonía, impedancia y puntos calientes de temperatura al principio de la fase de diseño.
Más allá de estas directrices, los diseñadores deben evaluar el impacto de orientación de los componentes. Girar una pieza polarizada (como un diodo o un cristal) para alinear sus patillas con la dirección de trazado dominante puede acortar las rutas críticas y reducir el número de vías necesarias. Menos vías significa menos inductancia parásita, lo que es especialmente beneficioso para las redes de distribución de reloj de alta frecuencia.
En muchos proyectos, el enfoque iterativo es el más eficaz. En una primera pasada, se puede dar prioridad a minimizar el tamaño de la placa y, a continuación, utilizar herramientas de simulación para evaluar la integridad de la señal y el rendimiento térmico. Si las simulaciones ponen de manifiesto algún problema, el diseño puede ajustarse reduciendo el espaciado entre componentes o reasignando las capas de señal. Este bucle de retroalimentación continúa hasta que el diseño cumple los requisitos de rendimiento especificados sin sobrepasar los límites presupuestarios o de fabricación.
De cara al futuro, el siguiente paso lógico es considerar cómo influyen la densidad y la estrategia de colocación elegidas en el proceso de montaje. La selección de la máscara de soldadura, el acabado superficial y la metodología de prueba adecuados garantizarán que la placa densamente poblada pueda fabricarse e inspeccionarse de forma fiable. La siguiente sección explora en detalle estas consideraciones de montaje.
Selección de procesos de montaje adecuados: Máscara de soldadura, acabado superficial y opciones de prueba
Elegir el proceso de montaje adecuado puede ser tan crítico como seleccionar el sustrato de la placa. Una máscara de soldadura, un acabado superficial y un régimen de pruebas adecuados protegen los circuitos, garantizan uniones de soldadura fiables y mantienen un alto rendimiento de la producción. A continuación se analiza cada punto de decisión, se destacan las ventajas y desventajas más comunes y se ofrecen consejos prácticos a los diseñadores que necesitan una solución fiable y rentable.
Selección de máscaras de soldadura La máscara de soldadura protege las trazas de cobre de la oxidación, evita los puentes de soldadura y proporciona una indicación visual para la colocación de los componentes. En el mercado predominan dos tipos de máscaras:
- A base de epoxi (fotoimagen líquida, LPI) - ofrece una excelente adherencia y resistencia química, por lo que es la opción por defecto para la mayoría de las placas de volumen medio. Tolera temperaturas de reflujo estándar y es compatible con la mayoría de acabados superficiales.
- Película seca - ofrece un registro más preciso y capas más finas, lo que puede resultar ventajoso para componentes de paso muy fino o diseños de alta frecuencia en los que la pérdida dieléctrica es importante. El inconveniente es el mayor coste del material y la mayor complejidad de manipulación.
Cuando el diseño incluye BGAs (ball-grid arrays) o micro-via arrays densamente empaquetados, una máscara de película seca suele reducir el riesgo de deslizamiento de la máscara durante el reflujo. Para placas más sencillas, de densidad baja a moderada, la máscara LPI es una opción fiable y económica.
Opciones de acabado superficial El acabado de la superficie determina cómo aceptarán la soldadura las almohadillas de cobre de la placa. Los acabados más frecuentes son tres:
- HASL (nivelación de soldadura por aire caliente) - una fina capa de estaño que se aplica sumergiendo la placa en soldadura fundida. Es barato y funciona bien con componentes estándar con plomo. Sin embargo, la superficie relativamente rugosa puede impedir la soldadura de paso fino, y el acabado puede volver a fluir en procesos de alta temperatura, causando potencialmente la deformación de la almohadilla.
- ENIG (níquel químico por inmersión en oro) - deposita una fina capa de níquel seguida de un recubrimiento de oro. La ENIG proporciona una superficie plana y resistente a la oxidación, ideal para montajes de paso fino y sin plomo. La barrera de oro también mejora la vida útil. La contrapartida es un mayor coste del material y la posibilidad de que se produzcan defectos de “almohadilla negra” si el niquelado no se controla adecuadamente.
- Estaño por inmersión/Plata por inmersión - El estaño de inmersión es fácil de repasar, pero puede descascarillarse con el tiempo, mientras que la plata de inmersión ofrece una buena conductividad, pero es más propensa a deslustrarse en ambientes húmedos.
Una regla práctica: seleccione ENIG cuando el diseño utilice componentes con un paso inferior a 0,5 mm o cuando la placa vaya a permanecer inactiva durante largos periodos. Para productos robustos y sensibles a los costes con pastillas más grandes, HASL sigue siendo una opción sólida. Los acabados por inmersión funcionan bien para prototipos de tiradas cortas en los que la rapidez de entrega tiene más peso que la fiabilidad a largo plazo.
Estrategias de ensayo Incluso con una elección perfecta de materiales, pueden surgir defectos durante el montaje. Integrar las pruebas adecuadas en una fase temprana del flujo de trabajo permite detectar los problemas antes de que se produzcan costosas repeticiones. Se suelen emplear tres niveles de comprobación:
- Inspección visual - un paso de inspección óptica manual o automatizada (AOI) que verifica la alineación de la máscara de soldadura, la colocación de los componentes y los defectos obvios de soldadura. La AOI es especialmente valiosa para placas con alta densidad de componentes, en las que la vista humana puede pasar por alto pequeños puentes.
- Pruebas eléctricas - incluye comprobaciones de continuidad, detección de cortocircuitos a tierra y vectores de prueba funcionales. Los comprobadores de sonda volante son flexibles para tiradas de bajo volumen, mientras que las fijaciones de lecho de clavos resultan rentables para lotes de producción más grandes.
- Inspección por rayos X - esencial para juntas ocultas como bolas de soldadura BGA, QFN o CSP (encapsulado a escala de chip). Los rayos X revelan vacíos, humectación insuficiente o desalineación que los métodos visuales no pueden ver.
Los diseñadores deben ajustar el nivel de las pruebas al perfil de riesgo de la placa. Un prototipo destinado a un gadget de consumo puede necesitar sólo una inspección visual y una prueba básica de continuidad, mientras que un dispositivo médico o un componente aeroespacial justifica un análisis completo de rayos X y una verificación funcional.
Ponerlo todo junto Un flujo de decisión típico podría ser el siguiente
- Evaluar la densidad y el paso de los componentes → elegir máscara de película seca y ENIG si hay BGA de paso fino; en caso contrario, máscara LPI con acabado HASL o de inmersión.
- Considerar la exposición medioambiental → si la placa va a encontrar humedad o un almacenamiento prolongado, prefiera ENIG o una plata de inmersión bien controlada para evitar la oxidación.
- Definir el presupuesto y la criticidad de las pruebas → asignar AOI para cada placa, añadir sonda volante para volúmenes medios y reservar rayos X para cualquier diseño con juntas ocultas.
“Elegir la combinación correcta de máscara, acabado y prueba no sólo mejora el rendimiento en la primera pasada, sino que también reduce los fallos de campo a largo plazo”.” - un ingeniero de montaje experimentado
Alineando estos tres elementos con los objetivos de rendimiento, fiabilidad y coste del proyecto, los diseñadores pueden pasar con confianza del esquema a una placa fabricable lista para la siguiente sección, en la que se explorarán las estrategias de presupuestación.
Equilibrio entre coste y rendimiento: Cómo dar prioridad a las prestaciones cuando el presupuesto es ajustado

Un dilema habitual en los proyectos de placas de circuito impreso es decidir qué especificaciones pueden relajarse sin comprometer la función principal. Cuando el presupuesto no permite la combinación ideal de componentes, el número de capas o el acabado, los diseñadores deben hacer concesiones deliberadas. Esta sección describe un enfoque sistemático que alinea las limitaciones de costes con los objetivos de rendimiento, garantizando que la placa final ofrezca lo que más importa.
Empezar por los requisitos críticos Identifique las características que afectan directamente a la finalidad del producto. Para un concentrador de sensores, la integridad de la señal y la tolerancia de tensión pueden no ser negociables, mientras que consideraciones estéticas como el color de la placa son opcionales. Marque cada requisito como imprescindible, nice-to-have, o opcional, Los equipos crean una jerarquía que orienta las decisiones posteriores.
Evaluar el impacto económico de cada nivel Entre los generadores de costes típicos figuran:
- Número de capas de cobre (las placas de una sola cara son las más baratas; las de varias capas añaden gastos de material y procesamiento).
- Anchura y espaciado del trazo (las geometrías estrechas requieren un grabado más fino, lo que aumenta los costes de fabricación)
- Acabado superficial (HASL es barato, ENIG ofrece mejor soldabilidad pero cuesta más)
- Densidad de componentes (una alta densidad puede requerir un montaje avanzado, lo que incrementa los costes de mano de obra)
Cuantificar estos factores, aunque sea de forma aproximada, ayuda a descubrir dónde está el mayor ahorro. Por ejemplo, pasar de una placa de 4 capas a una de 2 puede reducir los costes de material entre 20 y 30 % sin dejar de cumplir los requisitos de baja frecuencia.
Adecuar la reducción de costes a la tolerancia de rendimiento No todas las reducciones afectarán por igual al rendimiento. Considere estos escenarios:
- Reducción de capas: Si el diseño funciona por debajo de 100 MHz, suele bastar con una placa de 2 capas, pero las señales digitales de alta velocidad pueden sufrir una mayor diafonía en menos planos.
- Rastros más amplios: Aumentar la anchura de las trazas facilita la fabricación, pero aumenta la pérdida de cobre, lo que puede ser importante en las rutas de suministro de energía.
- Acabado más sencillo: El cambio de ENIG a HASL puede aumentar el riesgo de uniones soldadas frías, aunque en un proyecto de bajo volumen para aficionados el riesgo es aceptable.
Al asociar cada opción de ahorro con su implicación en el rendimiento, los diseñadores pueden eliminar opciones que romperían la funcionalidad esencial.
Aplicar un modelo de puntuación ponderada Un método ligero consiste en asignar puntos a cada característica en función de su importancia (por ejemplo, 5 para imprescindible, 3 para agradable, 1 para opcional). A continuación, se puntúa cada alternativa de diseño sumando los puntos de las características que conserva. La opción con mayor puntuación que se ajuste al presupuesto se convierte en el compromiso recomendado. Esta visión cuantitativa reduce los sesgos y ofrece una justificación clara a las partes interesadas.
Aprovechar las piezas estándar y las huellas existentes El uso de componentes disponibles en el mercado con huellas ampliamente compatibles suele reducir tanto el coste de los componentes como el esfuerzo de diseño. Cuando una pieza a medida supondría $0,30 más por unidad, sustituirla por una red de resistencias estándar puede reducir ese gasto sin dejar de cumplir las especificaciones eléctricas. Además, las piezas estándar suelen tener mejores índices de rendimiento, lo que indirectamente ahorra dinero en retoques.
Iterar con los proveedores desde el principio La participación de la fábrica de placas de circuito impreso o de la empresa de montaje durante el análisis de las ventajas y desventajas proporciona datos realistas sobre los costes. Muchos proveedores ofrecen calculadoras de costes que ajustan los precios en función del número de capas, el tamaño de la placa y el acabado. Los presupuestos tempranos evitan sorpresas posteriores y pueden revelar descuentos por volumen para determinadas opciones, como el pedido de cobre al por mayor o la selección de un tamaño de panel común.
“Una matriz disciplinada de coste-rendimiento convierte la presión presupuestaria en una ventaja de diseño en lugar de un compromiso”.” toma nota de un consultor con experiencia en fabricación.
Lista de control práctica para presupuestos ajustados
- Compruebe que la frecuencia de la señal permite menos capas.
- Consolidación de las redes de alimentación para reducir los requisitos de grosor del cobre.
- Elija un acabado de superficie que satisfaga las necesidades de fiabilidad sin un gasto excesivo.
- Opte por componentes de mayor tamaño cuando el espacio lo permita, lo que simplifica el montaje.
- Reevaluar la necesidad de pruebas avanzadas (por ejemplo, AOI) si las pruebas funcionales son suficientes.
- Confirme que ninguna reducción infringe las normas reglamentarias o de seguridad.
Prepararse para el siguiente paso Una vez recortado el diseño hasta su núcleo rentable, el proyecto está listo para centrarse en la fabricabilidad. En la próxima sección sobre DFM (diseño para la fabricación) se estudiará cómo ajustar los detalles del diseño -tales como el tamaño de los pads, la colocación de las vías y la orientación de los componentes- para reducir aún más el riesgo y los gastos antes de entregar la placa al proveedor.
Optimización del diseño para la fabricación: Mejores prácticas de DFM y errores comunes que deben evitarse
El diseño para la fabricación (DFM) es el puente entre un esquema inteligente y una placa fiable y rentable. Incluso cuando la selección de componentes, el recuento de capas y las opciones de sustrato se han fijado, las sutiles decisiones de diseño pueden convertir una producción sin problemas en un costoso ciclo de reelaboración. Las siguientes prácticas permiten que el diseño resulte sencillo para toda la cadena de suministro, al tiempo que ponen de relieve errores frecuentes que pillan desprevenidos a los ingenieros.
Empezar con reglas de diseño claras desde el principio La mayoría de los fabricantes de placas de circuito impreso publican un archivo de comprobación de reglas de diseño (DRC) en el que se definen las tolerancias mínimas de anchura de traza, espaciado, anillos anulares y perforación para un determinado apilamiento. Importar este archivo a la herramienta CAD desde el principio obliga a mantener el diseño dentro de los límites de fabricación. Cuando las reglas se aplican desde la primera colada de cobre, la necesidad de limpieza posterior se reduce drásticamente.
Mantener proporciones constantes de cobre por placa Un error habitual es colocar almohadillas demasiado pequeñas en relación con la anchura del cobre. Si se empareja una almohadilla de 0,3 mm con una traza de 0,2 mm, el anillo anular resultante puede quedar por debajo del mínimo típico de 0,1 mm, lo que aumenta la posibilidad de puentes de soldadura o circuitos abiertos durante el montaje. Una pauta práctica es mantener el diámetro de la almohadilla al menos al doble de la anchura del cobre, lo que proporciona un margen cómodo tanto para la perforación como para el flujo de soldadura.
Evite los ángulos agudos y la densidad excesiva de vías Las esquinas afiladas de 45 grados concentran la corriente y pueden provocar errores de grabado, especialmente en placas de líneas finas. Redondear las esquinas no sólo mejora el rendimiento eléctrico, sino que también facilita el proceso de metalizado. Del mismo modo, si se aprietan demasiado las vías, puede producirse un tambaleo de la broca, la delaminación del cobre o un flujo insuficiente de epoxi. Una buena regla general es dejar al menos el doble del diámetro de la broca entre las vías vecinas; este espacio también ayuda al personal de fabricación a colocar la máscara de soldadura con precisión.
Plan de alivio térmico y disipación del calor Los componentes que se calientan, como los MOSFET de potencia o los inductores de alta corriente, requieren generosos vaciados de cobre con patrones de alivio térmico que equilibren la resistencia eléctrica y la conducción térmica. Aislar en exceso una almohadilla con un patrón de radios finos puede parecer ordenado en la pantalla, pero puede hacer que la pieza se sobrecaliente durante el funcionamiento. Los diseñadores deben utilizar un enfoque de “radios gruesos”: radios más anchos (a menudo de 0,3 mm o más) que sigan cumpliendo las normas de espaciado mínimo de la fábrica.
Simplificar la serigrafía y la máscara de soldadura Una serigrafía desordenada puede dificultar la inspección óptica y ocultar marcas críticas durante el montaje. Además, el texto o los gráficos colocados demasiado cerca de los bordes de cobre pueden provocar aperturas no deseadas de la máscara de soldadura. Mantener los elementos serigráficos a una distancia mínima de 0,2 mm de cualquier elemento de cobre reduce el riesgo de que la máscara se desprenda accidentalmente. El mismo principio se aplica a las aperturas de la máscara de soldadura: exponga sólo los pads y el cobre relacionado con los pads que realmente lo necesiten.
Compruebe con antelación si hay desajustes entre componentes y almohadillas Las huellas estándar son un salvavidas, pero no son universales. Un error común es utilizar un tamaño de almohadilla genérico para un componente que en realidad requiere un área de cobre mayor o menor. A menudo, este desajuste no aparece hasta que la fábrica devuelve una nota de “error en el tamaño del pad”, lo que provoca retrasos. Cruzar las referencias de la ficha técnica del componente con la huella de la biblioteca antes de proceder al enrutamiento evita los problemas de última hora.
Validar el diseño con la lista de comprobación DFM del fabricante Muchos proveedores proporcionan una lista de comprobación DFM que cubre preocupaciones comunes comotamaño mínimo de perforación,a través de la tienda,holgura de los componentes, yrestricciones de panelización. Con esta lista de comprobación antes de encargar un prototipo se detectan problemas que las herramientas automatizadas de DRC podrían pasar por alto, como el espaciado entre paneles para los procesos de soldadura por ola frente a los de soldadura selectiva.
“Una revisión DFM bien estructurada es más valiosa que cualquier simulación; capta los problemas prácticos que el software no puede predecir”.” - Responsable de producción de PCB con experiencia
Evitar la repetición del trabajo: el coste de ignorar la DFM Cuando un diseño infringe una norma de fabricación, el fabricante puede rechazar el archivo o intentar una solución que aumente el plazo de entrega y el coste. Por ejemplo, una placa con una separación de 0,05 mm en una pila FR-4 de 4 capas puede obligar al fabricante a cambiar a un proceso más estricto, añadiendo un coste adicional que podría haberse evitado con un modesto rediseño. En la práctica, el gasto adicional del rediseño y el retraso en la salida al mercado compensan con creces el modesto esfuerzo de seguir las directrices de DFM desde el principio.
Transición al siguiente paso Una vez perfeccionado el diseño para su fabricación, ya está listo para un flujo de trabajo de selección sistemático. En la próxima sección se explicará paso a paso el proceso, desde la revisión de las especificaciones finales hasta la confirmación de las capacidades de los proveedores elegidos, para garantizar que el diseño optimizado se traduzca en una experiencia de producción sin problemas.
Implementación de un flujo de trabajo de selección de PCB paso a paso: De la revisión de especificaciones a la confirmación del proveedor
Un flujo de trabajo claro y repetible convierte un vago conjunto de requisitos en una placa fabricable que llega a tiempo y dentro del presupuesto. Tras pulir el diseño para que sea fabricable, el siguiente paso lógico es formalizar el proceso de selección. Los siguientes pasos guían a los ingenieros desde el momento en que se revisa la hoja de especificaciones hasta el instante en que un proveedor firma el pedido.
1. Verificar la lista de comprobación de las especificaciones Antes de ponerse en contacto con cualquier proveedor, compruebe que todos los parámetros de diseño tienen un valor documentado: tensión de funcionamiento, corriente máxima, dimensiones de la placa, número de capas, peso del cobre, acabado superficial y pruebas necesarias. Una rápida auditoría de la hoja de cálculo ayuda a detectar las entradas que faltan y que podrían causar un desajuste en el presupuesto más adelante.
2. Asignación de requisitos a familias de PCB estándar La mayoría de los fabricantes agrupan las placas en familias como “FR-4 estándar, 1 onza de cobre”, “Rogers de alta frecuencia, 2 onzas de cobre” o “poliimida flexible”. Alinee las necesidades del proyecto con la familia más cercana para reducir el plazo de entrega. Por ejemplo, si el diseño requiere un grosor de 0,5 mm y un apilamiento de 4 capas, la oferta de FR-4 estándar de 4 capas suele satisfacer el requisito sin necesidad de un pedido especial.
3. Elaborar una lista restringida de proveedores cualificados Utilice criterios que sean importantes para el proyecto:
- Capacidad para satisfacer la familia de placas de circuito impreso elegida (por ejemplo, capacidad para producir trazos/espacios de 6 mil).
- Trayectoria probada en la gama de volúmenes requerida.
- Ubicación geográfica con respecto a la casa de montaje (para minimizar los retrasos en el envío).
- Disponibilidad de herramientas de presupuesto en línea para una iteración rápida.
Una rápida búsqueda en Internet combinada con una base de datos interna de proveedores suele arrojar entre tres y cinco candidatos viables.
4. Solicitar presupuestos detallados Cuando solicite presupuestos, incluya un escrito conciso que contenga:
- Archivos Gerber (o un paquete ODB++) y una lista de materiales (BOM).
- Requisitos explícitos de acabado, color de la máscara de soldadura y pruebas.
- Plazo de entrega deseado y posibles normas de cumplimiento (por ejemplo, RoHS).
Pida a cada proveedor que desglose el coste en material, fabricación, pruebas y utillaje. Esta transparencia facilita la comparación de ofertas más allá del precio principal.
5. Evaluar las ofertas en función de una matriz de decisión Cree una matriz sencilla con criterios ponderados como el coste (30 %), el plazo de entrega (25 %), las certificaciones de calidad (20 %) y la capacidad de respuesta en materia de comunicación (15 %). Asigne puntuaciones a cada proveedor y calcule un total. El enfoque matricial elimina los sesgos y muestra la mejor opción global, no sólo la más barata.
6. Realizar una evaluación de riesgos Incluso un proveedor con la máxima puntuación puede presentar riesgos ocultos. Revise lo siguiente:
- Limitaciones recientes de capacidad o avisos de pedidos pendientes.
- Historial de no conformidades en proyectos similares.
- Disponibilidad de una vía de escalada clara para los problemas urgentes.
Si un proveedor muestra alguna bandera roja, considere un proveedor de reserva de la lista de preseleccionados.
7. Confirmar el paquete de diseño final Antes de que el proveedor firme una orden de producción, envíe un paquete final de revisión del “diseño para fabricación” (DFM). Inclúyalo:
- Gerbers actualizados con los retoques de última hora.
- Un dibujo claro de las dimensiones del tablero y los orificios de montaje.
- Una lista de comprobación firmada que confirme que se han revisado todas las tolerancias, autorizaciones y requisitos de ensayo.
Un breve intercambio de correos electrónicos confirmando la recepción del paquete y la fecha prevista de inicio de la producción sella el acuerdo.
8. Asegurar una orden de compra y seguir el progreso Genere una orden de compra que haga referencia al precio ofertado, el plazo de entrega acordado y cualquier instrucción de manipulación especial. La mayoría de los proveedores ofrecen un portal en línea en el que se puede supervisar el estado del pedido. Establecer notificaciones automáticas para los hitos clave, como “fabricación finalizada” o “primera prueba eléctrica superada”, ayuda al gestor del proyecto a anticiparse a posibles retrasos.
9. Realizar una revisión de aceptación final Cuando lleguen las placas, realice una inspección visual, verifique las dimensiones con un calibre y efectúe una prueba eléctrica básica (continuidad, aislamiento). Documente cualquier discrepancia y póngase en contacto con el proveedor inmediatamente. Un flujo de trabajo bien estructurado garantiza que cualquier problema se resuelva antes de que las placas pasen al montaje, protegiendo los plazos posteriores.
Siguiendo estos nueve pasos, los ingenieros transforman una colección de especificaciones técnicas en un proceso de adquisición fiable. El flujo de trabajo no sólo mejora la confianza en la placa de circuito impreso seleccionada, sino que también crea una relación repetible con los proveedores, sentando las bases para un traspaso más fluido en futuros proyectos.
Preguntas frecuentes
- ¿Cuáles son los principales tipos y materiales de placas de circuito impreso y por qué son importantes para mi proyecto?Los conceptos básicos de las placas de circuito impreso abarcan los tipos (de una cara, de dos caras, multicapa), los materiales del sustrato (FR-4, Rogers, poliimida) y cómo afectan al rendimiento eléctrico y al coste.
- ¿Cómo se traducen mis limitaciones de potencia, tamaño y entorno en las especificaciones de la placa de circuito impreso?Los requisitos del proyecto, como la potencia, el tamaño, la frecuencia y las condiciones ambientales, determinan el número de capas, la anchura de las trazas y el peso del cobre, lo que a su vez repercute en la fiabilidad y el coste.
- ¿Cuándo debo seleccionar un sustrato o un peso de cobre específico para mi diseño?Elegir el sustrato y el grosor de cobre adecuados equilibra la durabilidad con el presupuesto; un cobre más grueso mejora el manejo de la corriente, mientras que los sustratos de alta frecuencia reducen las pérdidas.
- ¿Qué mejores prácticas de DFM puedo seguir para garantizar una producción de PCB rentable y sin problemas?Las prácticas de diseño para la fabricación (DFM), como el espaciado adecuado de las trazas, los tamaños estandarizados de los taladros y las definiciones claras de las máscaras de soldadura, ayudan a evitar costosos reprocesamientos y mejoran el rendimiento.

