

















La placa de circuito impreso actúa como soporte de muchos componentes y como centro de transferencia de señales de circuitos. Se ha convertido en una parte muy importante y clave de los productos de información electrónica. El nivel de calidad y fiabilidad de la placa de circuito impreso decide la calidad y fiabilidad de todo el dispositivo.
Con la miniaturización de los productos de información electrónica y el impulso de normas medioambientales sin plomo ni halógenos, las placas de circuito impreso han evolucionado hacia materiales de mayor densidad, mayor Tg y más respetuosos con el medio ambiente. Pero debido a los límites de coste y tecnología, se producen muchos fallos durante Fabricación de PCB y uso. Estos fallos son la causa de muchos conflictos relacionados con la calidad. Para averiguar por qué se producen los fallos, encontrar formas de solucionarlos y depurar responsabilidades, es necesario llevar a cabo un análisis de los fallos que se producen.
Pasos básicos del análisis de fallos
Para conocer con exactitud la causa o el mecanismo de un fallo o defecto en una placa de circuito impreso, hay que seguir unos principios básicos y un flujo de análisis. Si no se siguen, se puede perder información valiosa sobre el fallo. El análisis puede detenerse o dar una conclusión errónea. Un flujo básico común es el siguiente.
En primer lugar, basándose en el síntoma del fallo, recopile información, realice pruebas funcionales, pruebas eléctricas y comprobaciones visuales sencillas. Utilícelos para encontrar la zona que ha fallado y el modo de fallo. Esto es localización de fallos o localización de averías.
Para placas de circuito impreso sencillas o PCBA placas, la pieza defectuosa es fácil de encontrar. Pero en el caso de dispositivos o sustratos complejos, como BGA o paquetes MCM, los defectos no son fáciles de ver con un microscopio. Al principio son difíciles de encontrar. En ese momento, se necesitan otros métodos.
A continuación, analice el mecanismo de fallo. Utilice métodos físicos y químicos para estudiar el mecanismo que provocó el fallo o defecto de la PCB. Estos mecanismos pueden incluir juntas de soldadura frías, contaminación, daños mecánicos, tensión inducida por la humedad, corrosión dieléctrica, daños por fatiga, CAF o migración iónica, sobrecarga por tensión, etc.
Después, analice la causa raíz del fallo. Basándose en el mecanismo de fallo y en el proceso de fabricación, busque las razones que lo provocaron. Si es necesario, realice experimentos para verificar la causa. Debe realizar pruebas de verificación siempre que sea posible. Los experimentos pueden encontrar la causa exacta que provocó el fallo.
Esto proporciona una base clara y específica para el siguiente paso de mejora. El informe de análisis de fallos debe basarse en los datos de las pruebas, los hechos y las conclusiones del análisis. Los hechos deben ser claros. La lógica debe ser rigurosa. La presentación debe ser ordenada. No imagine causas sin pruebas.
Durante el análisis, utilice métodos que vayan de lo simple a lo complejo, de lo externo a lo interno y de lo no destructivo a lo destructivo. Siga estas reglas básicas. Sólo así evitará perder información clave y añadir nuevos mecanismos de fallo creados por el hombre.
Es como un accidente de tráfico. Si una de las partes destruye la escena o se da a la fuga, ni siquiera un policía experto puede juzgar correctamente la responsabilidad. La ley de tráfico suele exigir toda la responsabilidad a la parte que huyó o destruyó la escena.
Lo mismo ocurre con el análisis de fallos de PCB o PCBA. Si alguien utiliza un soldador para retocar una unión soldada defectuosa o unas tijeras pesadas para cortar una placa de circuito impreso, el análisis posterior es imposible. La escena del fallo queda destruida. Esto es especialmente malo cuando sólo hay unas pocas muestras fallidas. Si la escena del fallo está dañada, no se puede encontrar la verdadera causa.
Técnicas de análisis de fallos
Microscopio óptico
Un microscopio óptico sirve principalmente para la inspección visual de la placa de circuito impreso. Se utiliza para encontrar la zona defectuosa y las pruebas físicas relacionadas. Proporciona un primer juicio sobre el modo de fallo. La inspección visual busca contaminación en la PCB, corrosión, placas agrietadas, trazas de circuitos y patrones en los fallos. Por ejemplo, compruebe si los fallos se producen en lotes o son casos individuales. Compruebe si los fallos se agrupan siempre en una región.

Rayos X (inspección por rayos X)
Para las piezas que no pueden verse mediante inspección visual, o para los defectos internos en orificios pasantes y otros defectos interiores, utilice un sistema de rayos X. El sistema de rayos X funciona mediante la diferente absorción o transmisión de rayos X por materiales de diferente grosor o densidad. Esto crea imágenes. A menudo se utilizan los rayos X para inspeccionar defectos internos en uniones soldadas de PCBA, defectos internos en orificios pasantes y para localizar uniones soldadas defectuosas en paquetes de alta densidad como BGA o CSP.

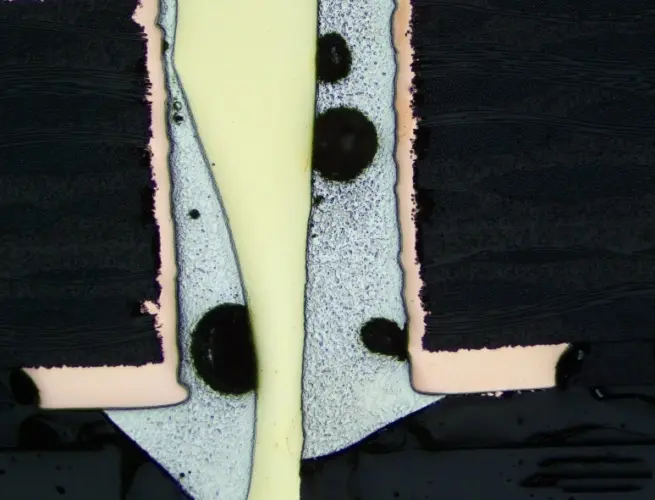
Análisis transversal
El análisis de la sección transversal significa tomar muestras, incrustarlas, cortarlas, pulirlas, grabarlas y observar una sección transversal de PCB. Este proceso muestra la estructura interna de la PCB. Mediante el análisis de secciones transversales, se obtiene información detallada sobre la microestructura de las características de la placa de circuito impreso (como los orificios pasantes y el chapado). Esto ayuda a mejorar la calidad. Pero este método es destructivo. Una vez que se corta la muestra, se destruye.
Microscopía acústica de barrido (SAM)
En la actualidad, la principal herramienta para el análisis de envases y ensamblajes es la microscopía acústica de barrido en modo C. Utiliza ondas ultrasónicas de alta frecuencia. Estas ondas se reflejan en las discontinuidades del material. El cambio de amplitud, fase y polaridad se utiliza para formar imágenes. La exploración se desplaza a lo largo del eje Z para registrar la información del plano X-Y.
Por lo tanto, SAM puede detectar muchos defectos internos en componentes, materiales y PCB o PCBA. Detecta grietas, delaminaciones, inclusiones y huecos. Si la gama de frecuencias de SAM es lo suficientemente amplia, también puede detectar defectos internos en juntas de soldadura.
Las imágenes SAM típicas utilizan un color de advertencia, como el rojo, para mostrar los defectos. Durante el paso de los procesos SMT con plomo a los sin plomo, han aparecido muchos problemas de reflujo relacionados con la humedad. Los envases de plástico absorbentes de humedad pueden deslaminar o agrietarse en su interior cuando se someten a reflujo a las temperaturas más elevadas de los procesos sin plomo. Las placas de circuito impreso normales también pueden agrietarse o delaminarse a estas temperaturas más elevadas.
En este caso, SAM presenta ventajas especiales para las pruebas no destructivas de placas de circuito impreso multicapa de alta densidad. Sin embargo, las grandes grietas visibles en las placas o las placas sopladas suelen detectarse mediante una simple inspección visual.
Micro-FTIR (análisis de infrarrojos a microescala)
El análisis microinfrarrojo combina la espectroscopia infrarroja con la microscopia. Utiliza el hecho de que los distintos materiales -principalmente orgánicos- absorben la luz infrarroja de forma diferente. De este modo, se pueden analizar los componentes químicos de un material. Con un microscopio, la luz visible y la infrarroja pueden compartir la misma trayectoria luminosa. Bajo el campo visible, se pueden encontrar pequeñas cantidades de contaminación orgánica para analizar.
Sin el microscopio, la espectroscopia de infrarrojos suele necesitar una mayor cantidad de muestra. En los procesos electrónicos, una contaminación mínima puede provocar una mala soldabilidad de una almohadilla o un cable. Por tanto, sin infrarrojos acoplados a microscopio, es difícil resolver algunos problemas del proceso. Micro-FTIR se utiliza principalmente para analizar la contaminación orgánica en superficies de soldadura o juntas de soldadura y para analizar las causas de la corrosión o de la mala soldabilidad.
Microscopio electrónico de barrido (SEM)
Un microscopio electrónico de barrido es un sistema de imágenes de gran tamaño muy útil para el análisis de fallos. Se utiliza para la observación de la morfología. Los microscopios electrónicos de barrido modernos son potentes. Pueden ampliar las estructuras finas o las características superficiales hasta cientos de miles de veces.
En el análisis de fallos de PCB o de juntas de soldadura, el SEM se utiliza principalmente para analizar los mecanismos de fallo. En concreto, el SEM se utiliza para observar la morfología superficial de los pads, la estructura metalográfica de las juntas de soldadura, medir los compuestos intermetálicos, analizar los revestimientos soldables y analizar y medir los bigotes de estaño.
En comparación con un microscopio óptico, un SEM forma una imagen electrónica, por lo que es en blanco y negro. Las muestras de SEM deben ser conductoras. Para los no conductores y algunos semiconductores, debe recubrir la muestra con oro o carbono. De lo contrario, la carga se acumulará en la superficie de la muestra y afectará a la observación. Las imágenes SEM tienen una profundidad de campo mucho mayor que los microscopios ópticos. Para las estructuras metalográficas, las superficies de microfracturas y los bigotes de estaño, el SEM es un método de análisis importante.
Análisis térmico
Calorimetría diferencial de barrido (DSC)
El DSC mide la diferencia de potencia entre una muestra de ensayo y una referencia bajo temperatura controlada por programa. Registra la relación entre la diferencia de potencia y la temperatura o el tiempo. El DSC estudia cómo cambia el calor con la temperatura. A partir de ahí, puede estudiar el comportamiento físico, químico y termodinámico de los materiales.
El DSC tiene muchos usos. En el análisis de PCB, el DSC se utiliza principalmente para medir el grado de curado y la temperatura de transición vítrea (Tg) de los polímeros utilizados en la PCB. Estos dos parámetros determinan la fiabilidad de la PCB durante los pasos posteriores del proceso.

Análisis termomecánico (TMA)
El TMA mide el comportamiento de deformación de sólidos, líquidos y geles bajo temperatura controlada por programa o fuerza mecánica. Estudia la relación entre el comportamiento térmico y mecánico. A partir de la deformación frente a la temperatura (o el tiempo), puede estudiar las propiedades físicas y químicas de los materiales y la termodinámica.
En el análisis de PCB, la TMA mide principalmente dos parámetros clave: el coeficiente de dilatación lineal y la temperatura de transición vítrea. Si el material base tiene un coeficiente de dilatación grande, la PCB puede sufrir a menudo la fractura de la vía metalizada tras la soldadura y el montaje.

Análisis termogravimétrico (TGA)
El TGA mide el cambio de masa de una sustancia bajo temperatura o tiempo controlados por programa. Con una balanza precisa, el TGA puede rastrear pequeños cambios de masa durante un proceso a temperatura controlada.
A partir de la curva de cambio de masa frente a temperatura (o tiempo), se puede estudiar el comportamiento físico y químico y la termodinámica de los materiales. En el análisis de PCB, el TGA se utiliza principalmente para medir la estabilidad térmica o la temperatura de descomposición de los materiales de PCB. Si un sustrato tiene una temperatura de descomposición demasiado baja, la placa de circuito impreso se delaminará o agrietará durante la soldadura a alta temperatura.

Notas finales y recordatorio de buenas prácticas
Cuando planifique el análisis de fallos, siga un planteamiento claro, paso a paso. Empiece con comprobaciones visuales y no destructivas. Utilice pruebas eléctricas y recopilación de información. A continuación, pase a métodos de imagen como rayos X y SAM. Si es necesario, utilice herramientas microquímicas como micro-FTIR e imágenes de superficie como SEM. Reserve las pruebas destructivas, como el corte transversal, para cuando necesite información sobre la microestructura y la cantidad de muestra permita su destrucción.
Registra siempre los datos y mantén los hechos claros. Utiliza los pasos lógicos más sencillos. Pruebe las conclusiones con experimentos cuando sea posible. No modifique ni dañe la escena del fallo antes de documentarla, porque una vez alterada la escena, puede perderse la verdadera causa. Siga la regla: de lo simple a lo complejo, de fuera a dentro, de lo no destructivo a lo destructivo. Así se ahorra tiempo y se obtienen resultados de análisis correctos.