
















PCBトレースのオープンやショートは、ほとんどすべてのPCBメーカーがほぼ毎日直面する問題です。これらの問題は、生産と品質のスタッフを忙しくさせています。出荷数量の遅れ、余分な手直し、納期の遅れ、顧客からのクレームの原因となります。これらは業界では難しい問題です。私はこの業界で20年以上の実務経験があります。 PCB製造 の業界で働いてきました。主に生産管理、品質管理、工程管理、コスト管理の仕事をしてきました。プリント基板のオープンやショートを修理した経験もあります。今、同僚が議論できるように、要約としてこれを書き留めます。生産と品質のスタッフがこれを参考にしてくれることを願っています。.
1.PCBオープン回路の主な原因の分類
まず、PCBオープン回路の主な原因を以下の分野に分類する:
では、その原因と改善策をカテゴリー別に挙げてみよう:
2.基材露出による断線(箔傷)
銅張積層板(CCL)は、保管される前にすでに傷がついている。.
CCLは切断時に傷がつく。.
CCLは穴あけ時にドリルビットで傷がつく。.
CCLは輸送中に傷がつく。.
無電解銅の後、積み重ねると、間違った取り扱いのために基板表面に箔のへこみができる。.
生産中、ボードが水平の機械を通過するとき、表面の箔に傷がつく。.
2.1 改善方法
保管に入る前に、受入CCLはIQC(受入品質管理)によって抜き取り検査されなければならない。基板表面に傷がないか、基材が露出していないかをチェックする。損傷を発見した場合は、期限内にサプライヤーに連絡し、状況に応じて適切な処置をとってください。.
切断中にCCLに傷がつく場合、主な原因は切断テーブル上の硬い鋭利な物体です。CCLが硬いものに擦れると、銅箔に傷がつき、母材が露出します。そのため、切断前に切断テーブルをよく清掃してください。テーブルが滑らかで、硬い鋭利なものが残っていないことを確認してください。.
穴あけ中にドリルビットによってCCLに傷がつく場合、主な原因はコレットの摩耗やコレット内部の汚れです。汚れたコレットや摩耗したコレットは、ドリルビットをしっかりと保持することができません。ドリルビットが設定した長さより低くなり、移動中に工具が十分に上がらないことがある。機械が動くと、先端が銅箔を削り、母材が露出することがある。.
a) 工具交換の回数に応じて、またはコレットに摩耗が見られたら、コレットを交換する。.
b) 作業指示書に従って定期的にコレットを清掃し、内部に汚れが残っていないことを確認する。.
輸送中にボードに傷がついた:
a) 板を移動する際、作業員は一度に多くの板を持ち上げすぎたり、荷が重すぎたりすることがある。そうすると、ボードを持ち上げるのではなく、引きずってしまう。ボードの角やボード表面がこすれて傷がつく。.
b) ボードを置くとき、きれいに積まれていないと、人がボードを強く押して並べることがある。そうすると板と板がこすれて傷がつく。.
無電解銅メッキや全面メッキを施した後、基板を積み重ねる際、取り扱いを誤ると基板に傷がつくことがある:
無電解銅めっき後や全面めっき後に基板を積み重ねると、多くの基板が一緒になって重量を生じます。積み重ねられた基板を下に置くと、基板の角が下にぶつかり、重力とスピードで基板表面に強い衝撃が加わります。これにより表面に傷がつき、下地が露出することがあります。.
生産用ボードは横型マシンを通過する際に傷がつく:
a) サンディングマシンやグラインディングマシンのストッププレートがボードの表面に触れることがある。板の端が凸凹していたり、鋭利なものが付いている可能性がある。ボードが通過する際、表面に傷がつく。.
b) ステンレス製のドライブシャフトが損傷し、鋭利な点ができることがある。基板が通過する際、この尖った部分が銅を傷つけ、ベースが露出する。.
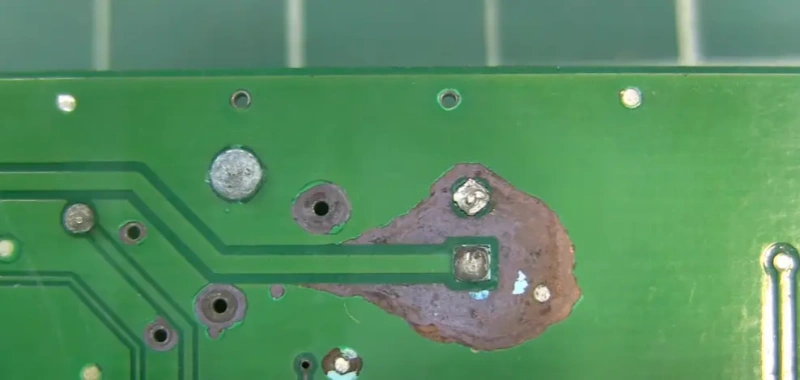
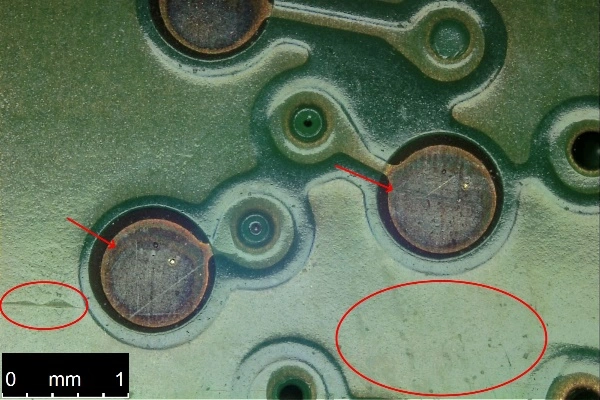
要約すると、無電解銅の後に基材が露出するような傷は、オープン・ラインやギャップとして表示されれば、トレース上で見つけやすい。しかし、傷が無電解銅の前にできた場合、無電解銅は傷の上に銅を析出させることができます。その場合、トレース上の銅箔はその場所だけ薄くなります。後のオープン/ショート・テストでは、これを見つけるのは難しい。顧客が基板を使用する際、大電流がトレースを焼き、オープンを引き起こすかもしれない。隠れた品質リスクと経済的損失は大きくなる可能性がある。.
3.メッキ不足による断線(メッキなし)
無電解銅めっき時に穴めっきをしない。.
穴の中に油が残っていると、穴のメッキができない。.
過剰なマイクロエッチングは、穴のメッキができない原因となる。.
メッキが悪いと穴が開かない。.
ドリルビットが穴を焼いたり、粉塵が穴を塞いだりして、穴のメッキができない。.
3.1 改善策
無電解銅めっき時に穴めっきをしない:
a)ホールコンディショナーの問題:ホールコンディショナーの化学的バランスが悪かったり、溶液が悪かったりすると、ホール壁の電気的特性が必要なように変化しない。ホールコンディショナーは、ホール壁面の絶縁性下地の電気的性質を調整するもので、パラジウムイオンがよく吸着し、無電解銅が完全に被覆できるようにする。ホールコンディショナーの濃度が偏っていたり、使用期限が切れていたりすると、ホールめっきはできません。.
b) 活性化剤:活性剤の主成分は、パラジウム(Pd)、有機酸、スタナスイオン、塩化物など。パラジウムが孔壁に均一に析出するためには、多くのパラメーターを制御する必要がある。活性剤の例では
i) 温度を35~44℃に保つ。温度が低すぎると、ホール壁のパラジウム密度が低くなり、無電解銅が完全に覆われない。温度が高すぎると、反応が速すぎて材料費が高くなる。.
ii) 濃度(色または強度で測定)を80%~100%に保つ。濃度が低いとパラジウム濃度が低く、無電解銅が十分に被覆されません。濃度が高いと、反応が速すぎて材料費が高くなる。.
iii) 製造中は、活性剤溶液を維持すること。汚染がひどいと、孔壁上のパラジウムの密度が低くなり、後の無電解銅が完全に覆われなくなる。.
c) 加速剤:促進剤は主に有機酸を含む。この促進剤の役割は、ホール壁から吸着したスタンス化合物や塩化化合物を除去し、触媒金属であるパラジウムを露出させて後の反応に利用することである。濃度が高すぎると、すべてのパラジウムが除去され、後の無電解銅が完全に覆われない可能性がある。濃度が低すぎると、亜塩素酸や塩化物の除去が悪くなり、後の無電解銅の被覆が不十分となる。.
d) 無電解銅のパラメータを制御することが、良好な穴被覆の鍵である。我々が使用している浴パラメーターを使用する:
i) 温度を25~32℃に保つ。温度が低いと浴活性が悪く、穴めっきが発生しない。温度が38℃を超えると、反応が速すぎて銅イオンの放出が速くなり、パネル表面に銅粒子が発生する。これは手直しやスクラップの原因となる。その場合、無電解銅めっき浴をすぐにろ過しないと、浴が無駄になることがあります。.
ii) Cu2+は1.5~3.0g/Lで管理する。Cu2+が低いと浴活性が悪く、穴めっきが不良になる。3.5g/Lを超えると、反応が速すぎてパネル表面に銅粒子が発生し、手直しやスクラップの原因となる。その場合は直ちに浴をろ過する。Cu2+の管理は主に無電解銅A液の添加で行う。.
iii) NaOHを10.5~13.0g/Lにコントロールする。NaOHが低いと浴活性が悪く、ホールめっきが悪くなる。NaOHの管理は主に無電解銅B液の添加で行う。B液には浴の安定剤が含まれている。通常はAとBを1:1の割合で添加する。.
iv) ホルムアルデヒド(HCHO)を4.0~8.0g/Lに管理する。HCHOが低いと浴活性が悪く、穴めっきが不良になる。HCHOが8.0g/Lを超えると、反応が速すぎて、パネル表面に銅粒子が形成され、手直しやスクラップの原因となる。その場合は直ちに浴をろ過する。HCHO対策は主に無電解銅C液の添加で行う。A液にもHCHO成分が含まれているので注意が必要です。そのため、Aを添加する場合は、まずHCHOの増加量を計算する。.
v) 浴負荷は0.15~0.25 ft²/Lに保つ。負荷が低すぎると、浴の活性が悪く、穴めっきが不良になる。負荷が0.25 ft²/Lを超えると、反応が速すぎて銅粒子が形成され、再加工やスクラップの原因となる。その場合は、直ちに浴をろ過する。生産工程では、最初の槽に 銅板 を活性化させる。これにより、後の基板がよく反応するようになります。無電解銅の穴の密度が高くなり、被覆率が高くなります。.
提案これらのパラメーターをバランスよく安定させるには、自動注入機を使用して、A液とB液を無電解銅タンクに加える。こうすることで、化学成分をよりよくコントロールすることができます。また、自動温度制御を使用して、無電解銅ラインの温度を安定させる。.
穴の中に濡れたフィルムやインクが残っていると、穴メッキができない:
a) 濡れたフィルムをスクリーン印刷する場合、1枚印刷してからメッシュを削る。こうすることで、メッシュにインクが溜まらないようにします。通常、これで穴の中にウェットフィルムが残るのを防ぐことができる。.
b) ウェットフィルムをスクリーン印刷する場合は、68~77Tのメッシュを使用してください。間違ったメッシュ、例えば≤51Tを使用すると、ウェットフィルムが穴に漏れることがある。現像時に穴がきれいにならないことがある。メッキの際、穴に金属がメッキされず、穴メッキができない。メッシュが高すぎると、ウェットフィルムが薄くなりすぎ、めっき時にレジストが電流で割れることがある。このため、多くの金属ドットが発生したり、トレース間がショートしたりする。.
過度のマイクロエッチング(過粗面化)は、穴メッキができない原因となる:
a) ラインパターニングの前に化学マイクロエッチングを使用する基板では、溶液の温度、濃度、時間を管理してください。そうしないと、めっき穴の銅が薄い場合、マイクロエッチングが銅を溶かし、穴がめっきされないことがあります。.
b) 層間結合を改善するために、めっき前処理では化学的マイクロエッチングを使用する。そのため、マイクロエッチングの温度、濃度、時間をうまくコントロールすること。そうしないと、穴なしめっきの原因にもなる。.
電気メッキの問題で穴メッキはなし:
a) アスペクト比(直径に対する厚さ)が大きい場合(≧5:1)、穴の中に気泡ができることがある。これは振動が空気を逃がすのに十分でないためである。イオン交換がうまくできない。穴は銅や錫をうまくめっきできず、穴めっきができない。.
b) アスペクト比が大きい場合(≧5:1)、めっき前の洗浄で穴壁の酸化が除去されないと、電気めっき中にめっき抵抗が生じる。穴は銅や錫をうまくめっきできないか、めっきされた銅や錫は非常に薄くなる。エッチング中に穴の中の薄い銅が除去され、穴のめっきができなくなることがある。.
ドリルビットが穴を焼いたり、粉塵が穴を塞いだりして、穴のメッキができない:
a) ドリル工具の寿命が正しく設定されていなかったり、ドリルビットの摩耗が激しかったり(チッピングがあったり、切れ味が悪かったり)すると、穴あけ時の摩擦で熱が発生する。穴の壁が焼け、無電解銅で覆えないため、穴のメッキが行われない。.
b) 除塵力が弱いか、除塵のためのエンジニアリングが最適化されていないと、穴あけ中に粉塵が穴をふさいでしまう。無電解銅めっきでは、ふさがれた穴には銅がつかず、穴めっきができない。.

